¶ 💡兼容性
本文适用于以下设备,参考时请注意:
- 设备型号:U1
¶ ⏰ 何时使用本指南
Z 轴丢步是指 Z 轴步进电机因机械阻力过大、电机驱动电流不足、运动速度过快、加速度过高,或负载超过电机能力,未能执行完所有驱动指令,导致 Z 轴未能精确移动到目标位置。
典型现象主要包括两类:一是随机缺层(下图左),打印品在不同高度出现不规则的层缺失,导致最终成品高度不准确;二是突发性缺层(下图右),在某一特定层突然出现缺层,而其上下相邻层打印正常。这两种现象都指向 Z 轴在抬升过程中未能达到预定高度。


¶ 📋 速览卡片
- 难度:⭐⭐⭐☆☆
- 预计时间:20-40 分钟
¶ 🔁 排查流程图
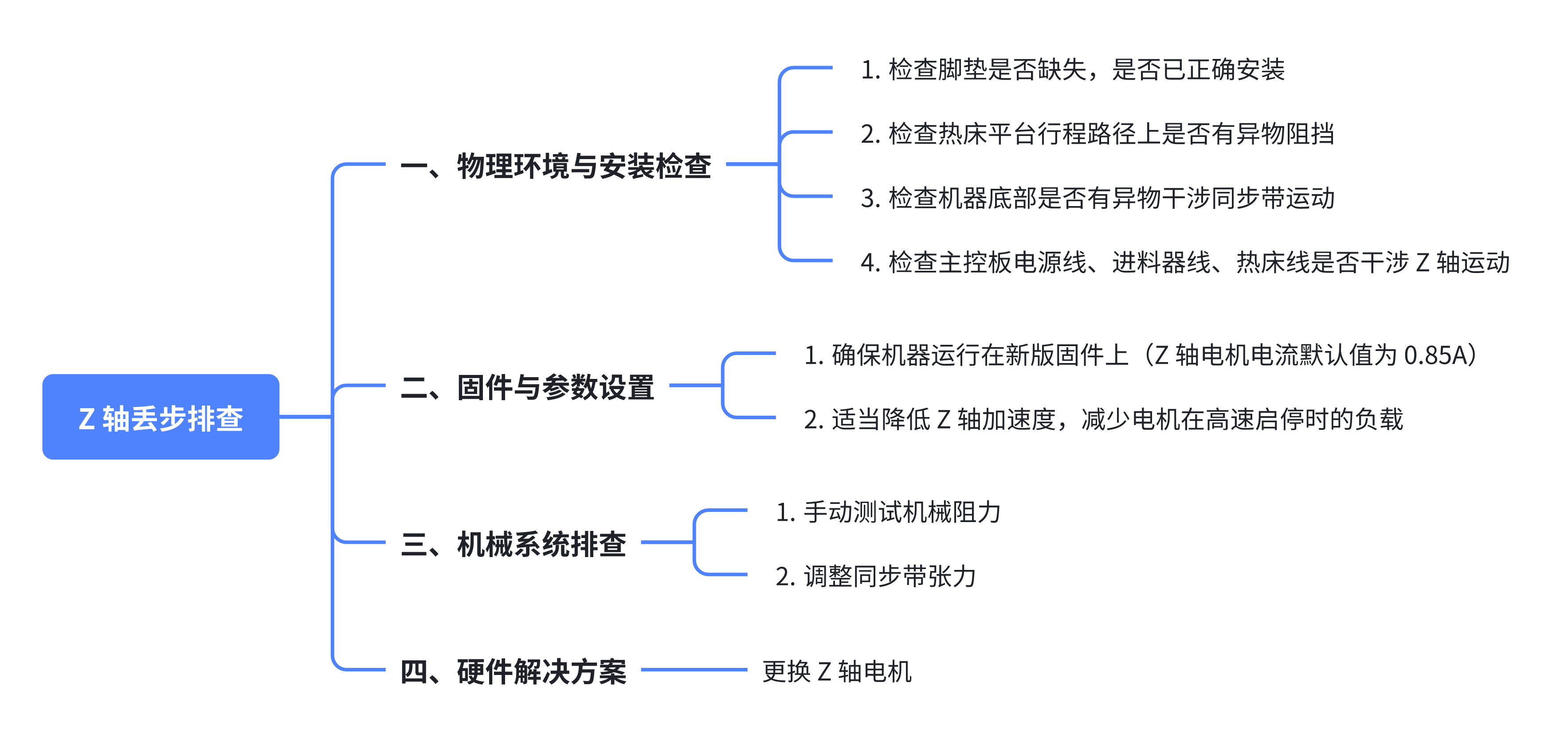
¶ 🔍 快速诊断
准确识别 Z 轴丢步是解决问题的第一步。该故障具有区别于其他打印问题的明显特征。
¶ ✅ Z 轴丢步典型特征
- 整体打印高度异常增加
- 可能伴随层间轻微错位
- 多色打印时更容易诱发
- 模型表面存在不规则的横向 “缺失带”
- 随机缺层,或者在某一特定层、某一特定高度缺层
¶ ❌ 非 Z 轴丢步问题特征
- 挤出不足:所有层均匀变薄或出现空隙
- 温度问题:层间粘合不良,容易剥离
- 模型切片问题:特定区域结构性问题
- 平台附着问题:仅第一层或底部几层异常
- 耗材问题:直径不均或含水导致的挤出波动
遵循从简到繁、从外到内的系统化排查流程,建议按以下步骤进行。
¶ ⚠️ 重要提示
- 在进行硬件检查或调整前,请确保设备已完全关机并断电。
- 在保修期内的机器,请勿自行深度拆解,以免失去保修资格。
¶ 🪄 准备工作
¶ 需要的工具
- H2.0 L 型扳手
- 新的 Z 轴电机(按需购买)
¶ 🛠️ 排查步骤
¶ 步骤一:物理环境与安装检查
¶ 1. 检查脚垫
检查脚垫是否缺失,是否已正确安装。
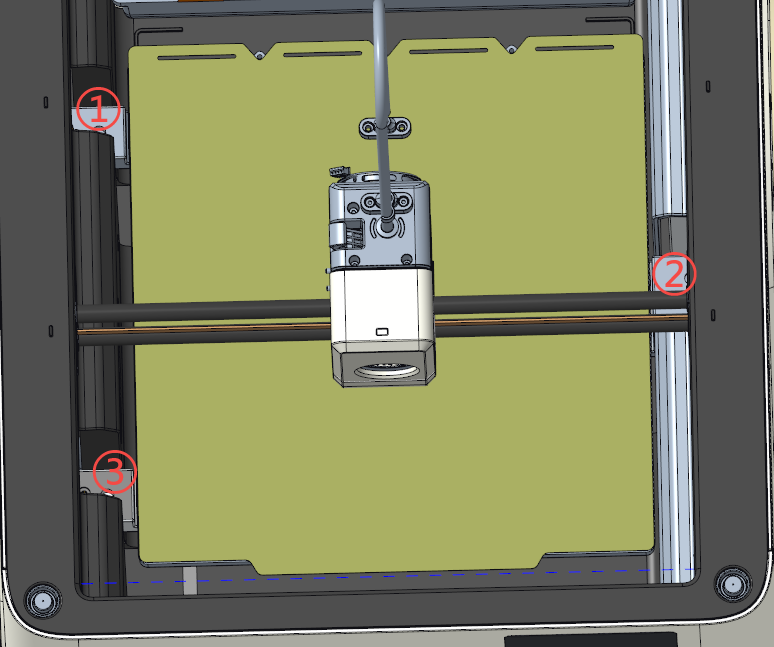
¶ 2. 检查热床平台行程路径上是否有异物
(1)确保图示三处位置的滑块及其丝杆的上方无异物阻挡。
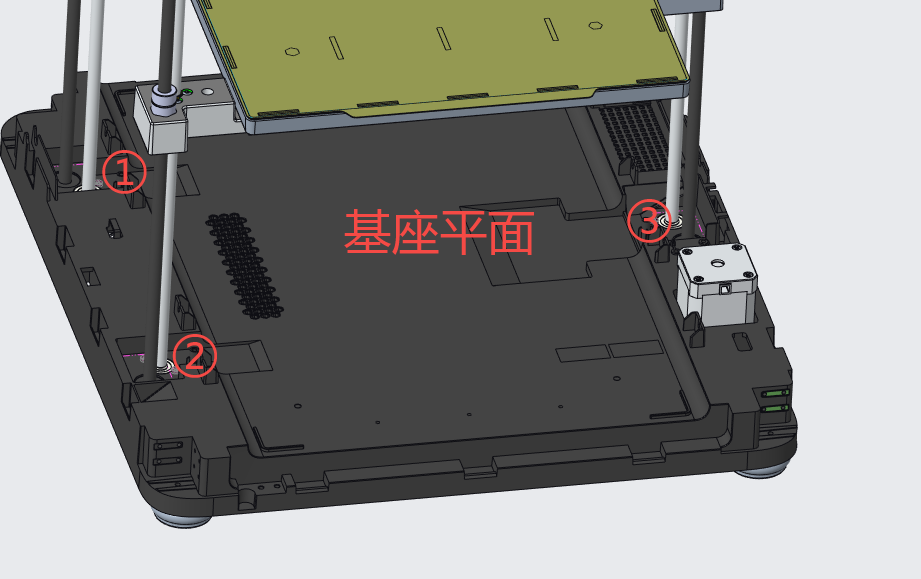
(2)确保底部的图示三处位置以及基座平面无异物阻挡。
¶ 3. 检查机器底部
为确保同步带正常运行,请勿在打印机底部或与运动部件接触区域放置任何异物,包括但不限于:
- 遗落的包材(如泡棉、塑料膜);
- 临时垫材(如纸板、软垫);
- 柔性铺垫物(如桌布、地毯)。
上述异物可能在承重过程中发生变形,或因打印机运行振动而起皱,从而干涉同步带运动、影响打印质量,甚至损坏产品。

¶ 4. 检查各类接线是否干涉 Z 轴运动
当同时出现以下两种情况时,请参考侧板拆装视频教程拆下机器的右侧板,以检查各类接线是否干涉 Z 轴运动。
- 打印品总是在某一特定高度出现缺层现象;
- 断电状态下,手动拉动打印机底部的 Z 轴同步带抬升/下降热床时,热床总是在某一特定高度出现卡顿。
(1)检查连接 AC 板与主板的电源线是否干涉 Z 轴运动。
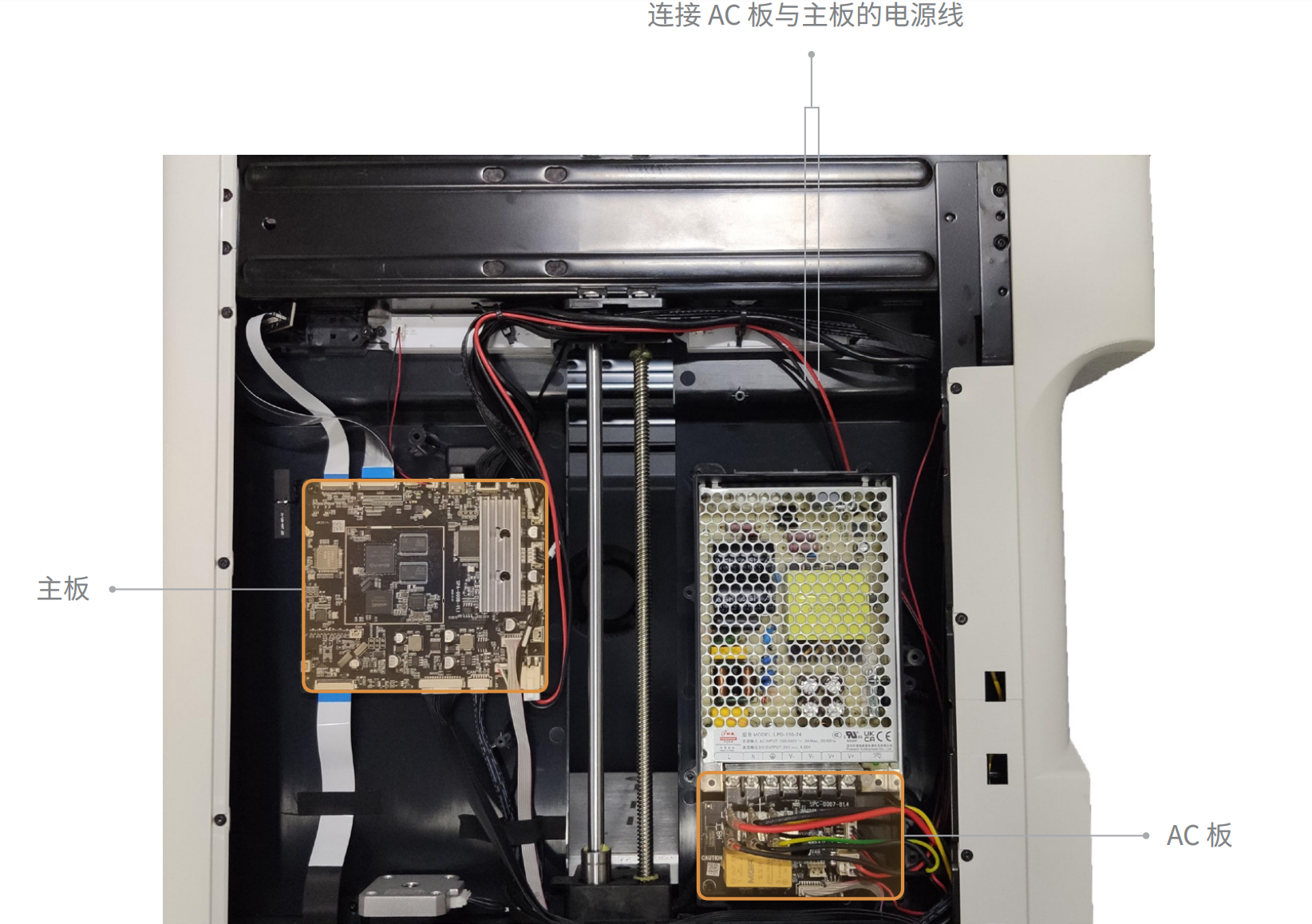
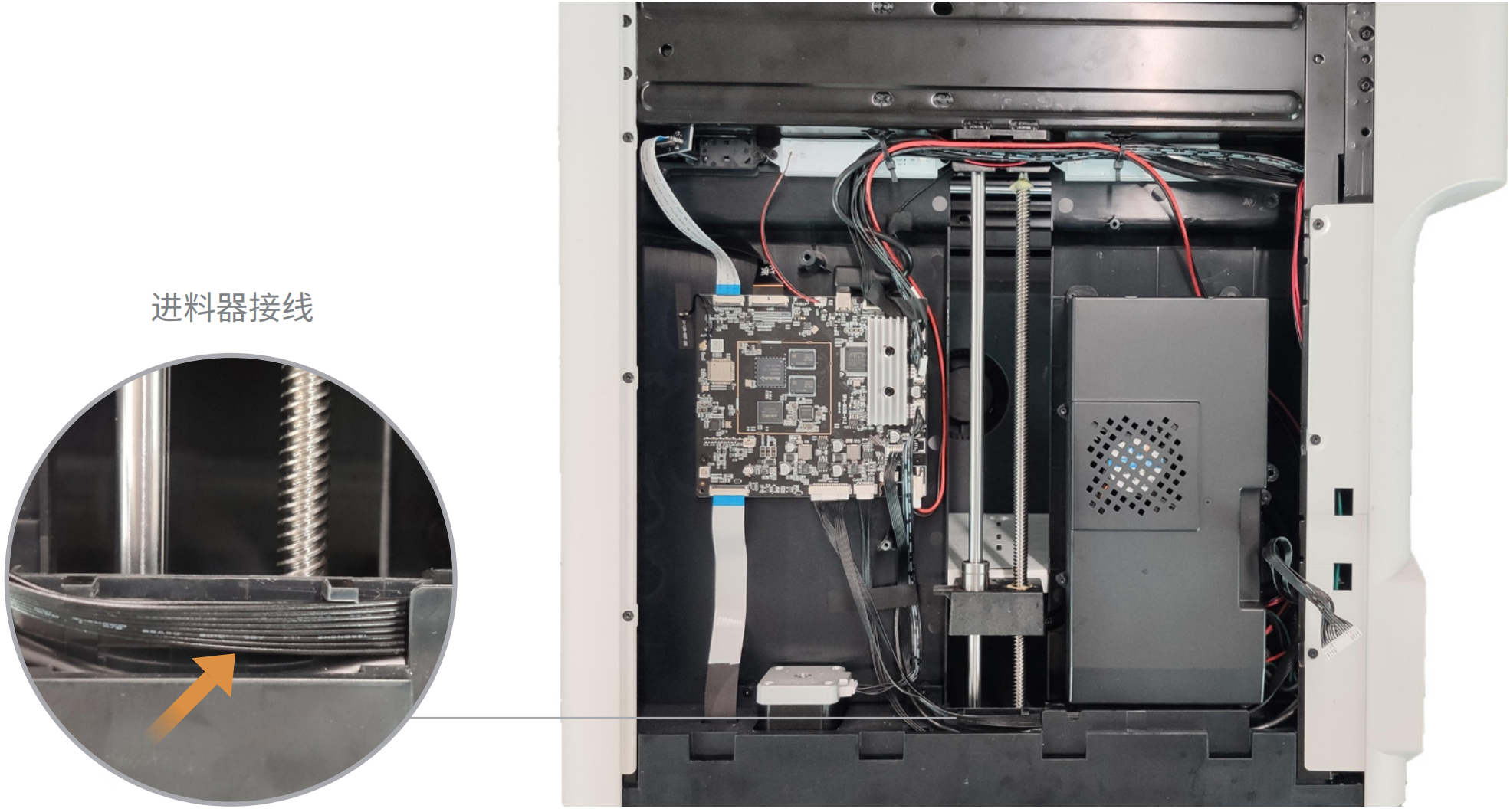
(2)检查进料器接线是否干涉 Z 轴运动。
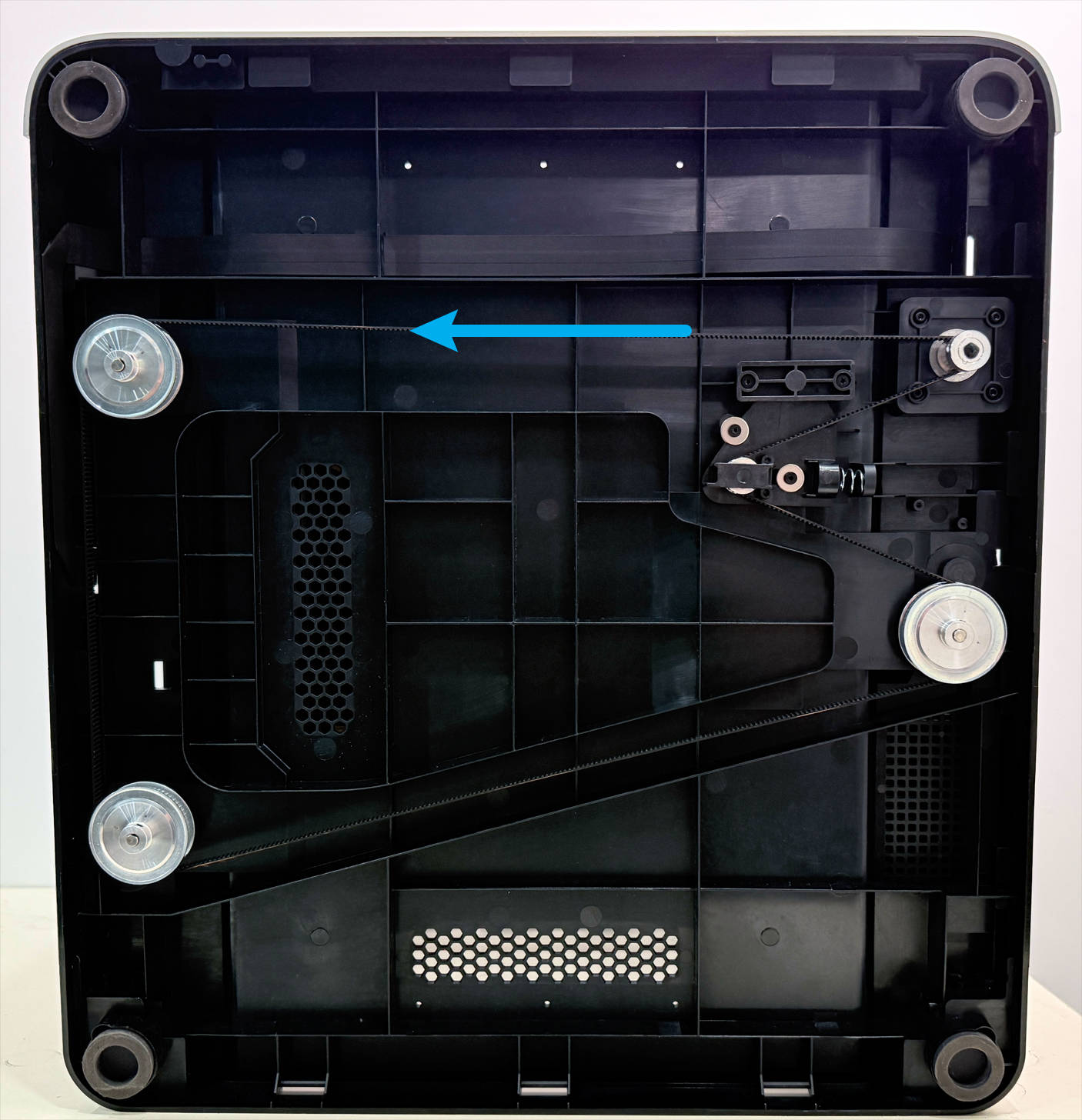
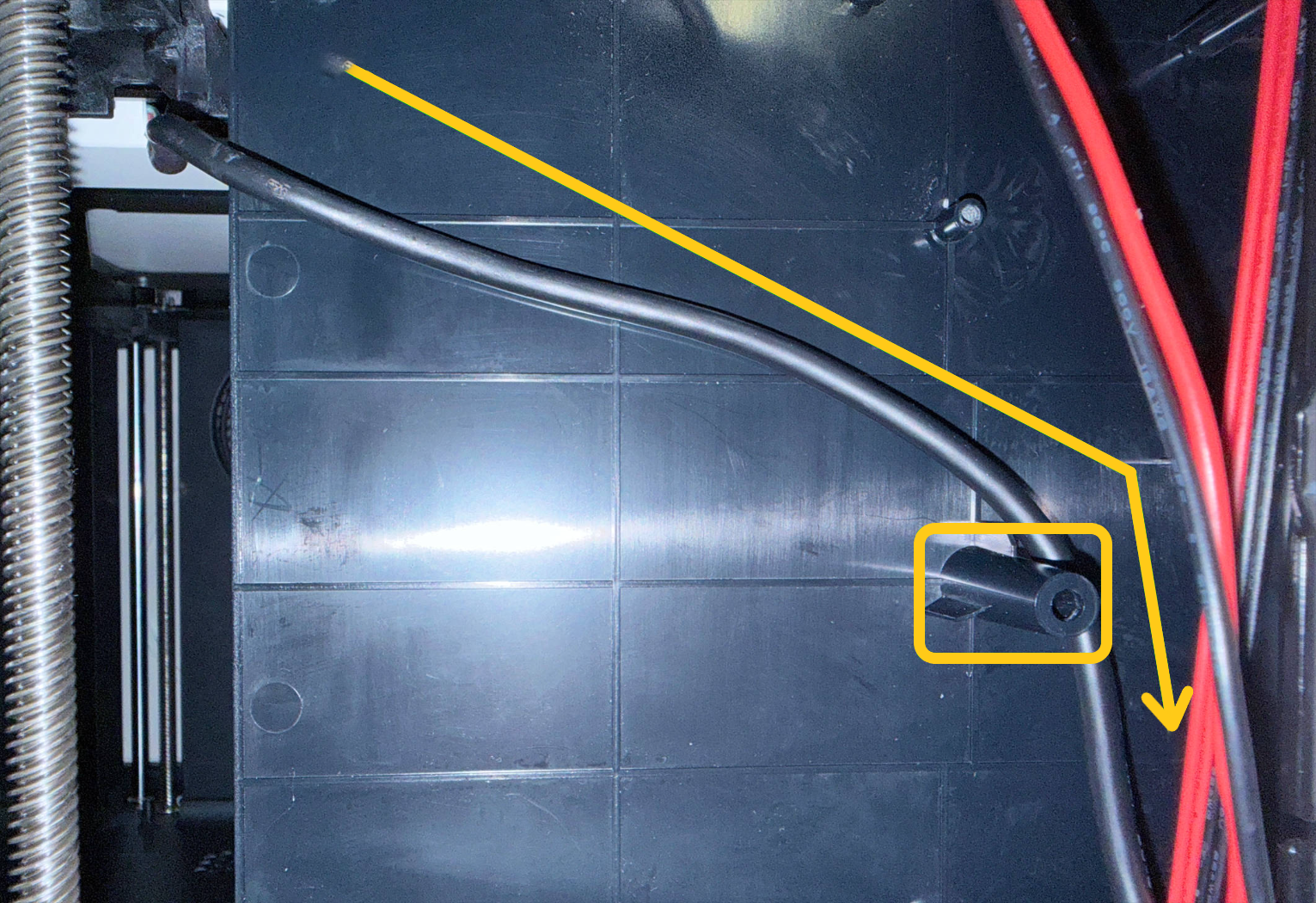
(3)拉动打印机底部的 Z 轴同步带抬升/下降热床,检查热床线是否存在异常扭曲。若热床线异常扭曲(如下图所示),请参考 U1 热床组件更换指引重新理线。
热床线应按图示方向绕过螺钉柱上方,以避免热床移动到最下方时线缆被叠压,从而增加运动阻力引发丢步。为了更好地说明热床线与螺钉柱的位置关系,下图展示的是拆卸电源模块后的状态。
¶ 步骤二:固件与参数设置
¶ 1. 确保机器运行在新版固件上
固件版本要求:V1.1.0 或更高版本(Z 轴电机电流默认值为 0.85A)。请通过触控屏进行本地更新,或前往 U1 固件更新日志下载所需版本。
电流决定了电机的输出力矩。在旧版本固件中,Z 轴电机电流设置(0.7A)可能偏低。
Z 轴电机电流不建议大于 0.85A。若打印机搭配顶盖封箱打印,持续高负荷运行或环境温度过高可能导致电机磁性能下降,从而引发丢步。
¶ 2. 适当降低 Z 轴加速度
若更新固件后问题依然存在,请参考降低 Z 轴加速度尝试适当降低 Z 轴加速度,这能有效减少电机在高速启停瞬间承受过大的惯性负载。
你可以打印测试模型,在质量和效率间找到平衡点。
¶ 步骤三:机械系统排查
¶ 1. 手动测试机械阻力
(1)断电状态下,手动拉动打印机底部的 Z 轴同步带将热床抬升至最上方。
(2)单手按压热床,感受其是否能够较顺畅地持续向下移动。

如果感觉到明显的卡顿、阶段性阻力或异响,则表明机械系统存在摩擦问题。请参考 U1 核心部件维护指南清洁丝杆,并增加润滑脂保养。
长期使用后,灰尘积累或润滑脂干涸会导致摩擦阻力增大,当阻力超过电机保持力矩时就会发生丢步。
¶ 2. 调整同步带张力
(1)拧松图示的两颗螺丝,直至同步带张紧摆臂可以左右活动,此时压簧会自动调节同步带张紧度。

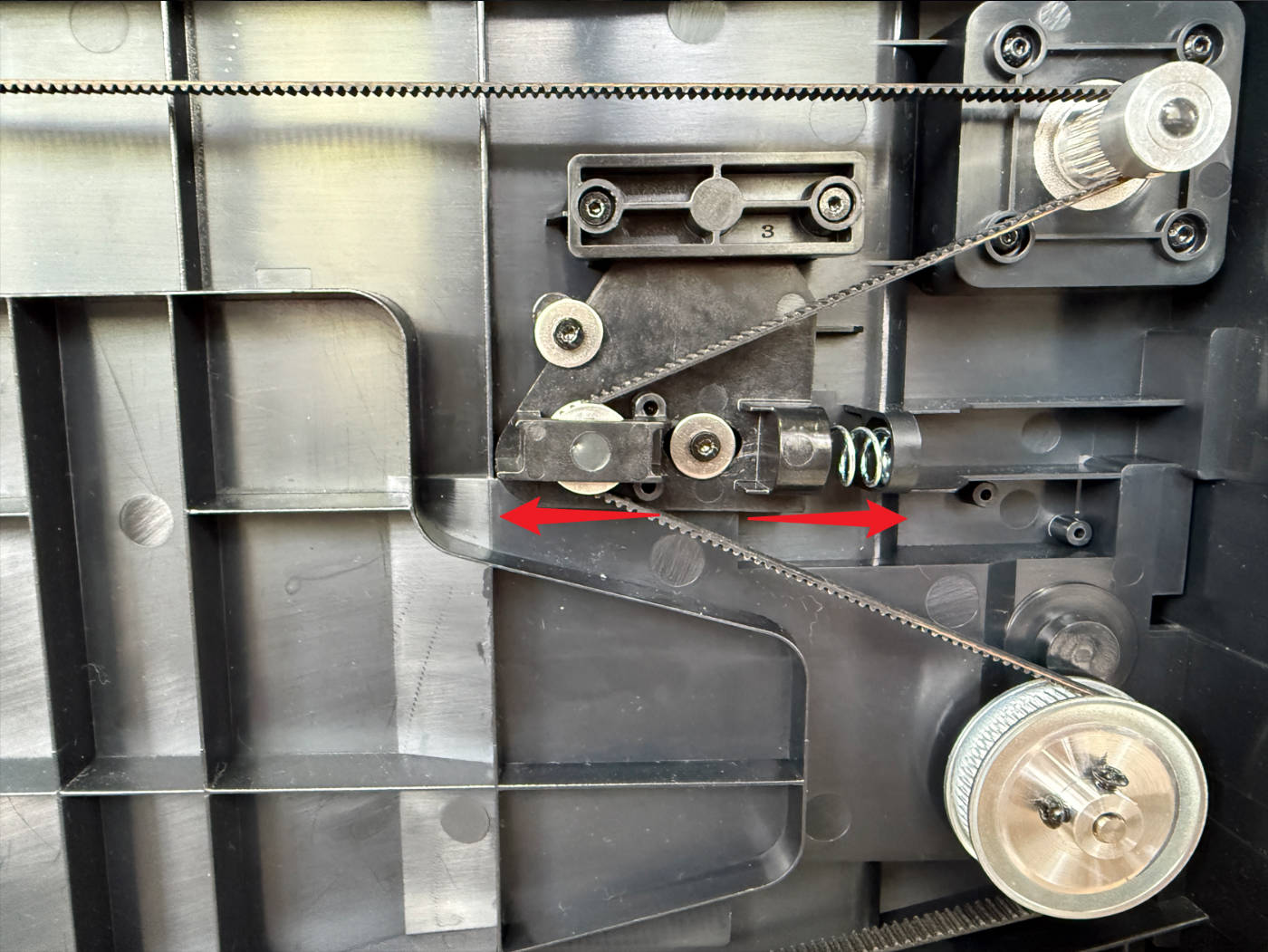
同步带过松会导致传动打滑,过紧则会增加电机负载。
(2)重新锁紧图示的两颗螺丝。
¶ 步骤四:硬件解决方案
当上述所有固件和基础机械调整均无效时,问题可能源于电机本身性能下降或损坏。此时可参考 U1 Z 轴电机更换指引尝试更换电机,需联系技术支持执行。
更换 Z 轴电机后,建议重新调平热床。
¶ ✅ 验证方法
若热床上下移动顺畅,且打印成品高度准确,没有出现层缺失,则说明你已找到问题根源并成功解决。
¶ 📚 相关资源
¶ 💬 联系售后
若参考上述步骤仍未解决问题,请搜索并关注微信公众号「Snapmaker 快造科技」,在聊天框右下角点击「服务」> 「售后支持」。请将排查结果及相关图片或视频一并发送给售后技术支持,我们将竭诚相助。