¶ 💡兼容性
本文适用于以下设备,参考时请注意:
- 设备型号:U1
¶ ⏰ 何时使用本指南
在多色/多材料打印过程中,当擦拭塔出现偏移或倾倒时,可参阅本文的解决方案。
¶ 📋 速览卡片
- 难度: ⭐⭐☆☆☆(简单)
- 预计时间:15 分钟
¶ 🔁 排查流程图
¶ 🔍 快速诊断
¶ ⚠️ 重要提示
¶ 1. 诊断与观察
- 首先检查出现故障的擦拭塔,判断最可能的失败原因;
- 同时开启延时摄影功能,以辅助记录故障过程。
¶ 2. 验证与解决
- 根据初步判断,请逐一尝试下述三种解决方案,从而找出问题根源。
¶ 🪄前置工作
我们建议你将固件及软件升级至最新版本。新版本修复了一些已知问题,能帮助你获得更好的打印效果。
¶ 🛠️ 排查步骤
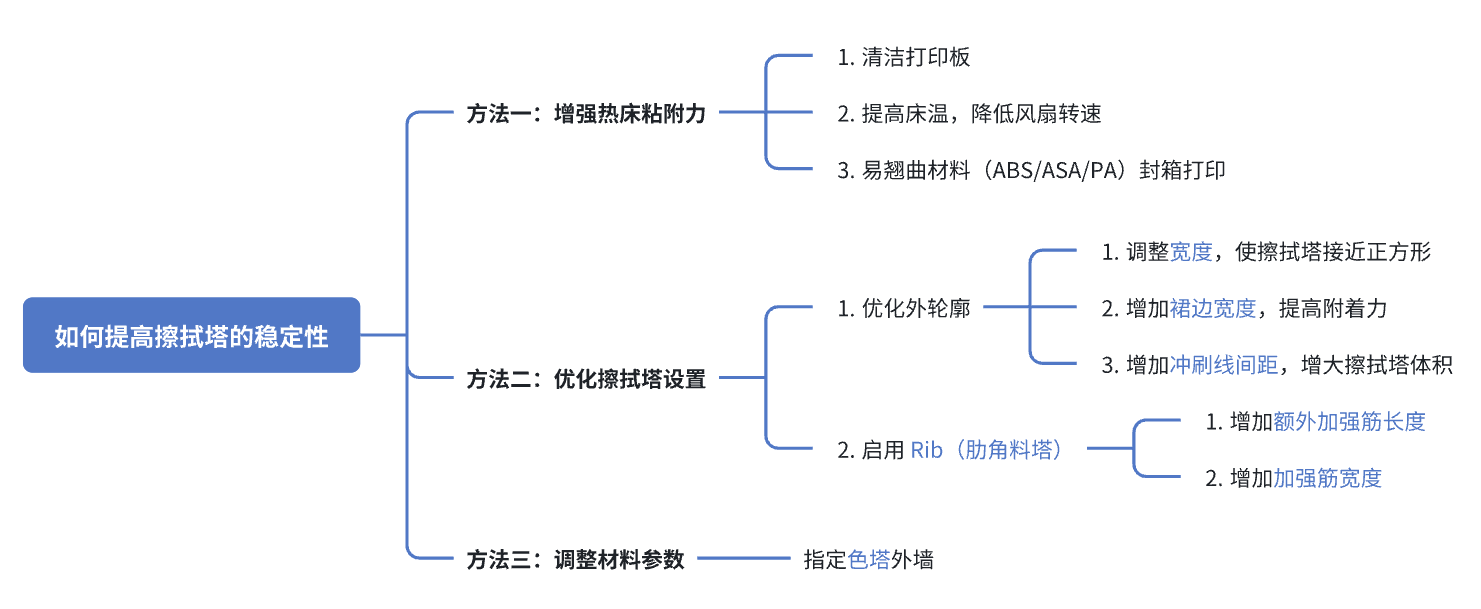
¶ 方法一:增强热床粘附力
当擦拭塔底部未粘牢,塔身可能会被喷嘴轻易撞倒。
¶ 1. 清洁打印板
- 打开 Snapmaker Orca,确保切片软件内的热床类型和实际使用一致;

- 待热床温度降至室温后,取下打印板,检查表面是否有灰尘、指纹、油脂或耗材残留。若发现打印板表面脏污,可用温水和洗洁精清洗,并用干净纸巾或擦拭布吸干水分。

¶ 2. 设置热床温度
- 适当提高热床温度,前几层降低冷却风扇转速,增强粘附。
¶ 3. 调整环境温度
- 如果环境温度较低或材料易翘曲(ABS/ASA/PA 等),请尽量封箱打印,并减少冷却。
¶ 方法二:优化擦拭塔设置
¶ 1. 优化外轮廓
(1)根据实际需求,适当提高下图框中的一个或多个参数组合。

- 宽度:切片软件内擦拭塔的宽度默认为 30mm,是为了在 45mm 的冲刷长度下,使擦拭塔在打印时的横截面形状尽可能接近正方形。在当前版本中,如果需要精确控制塔形,可参考此逻辑进行微调。
- Brim 宽度:增大裙边宽度可提高附着力。常规模型可设为 3-8mm,较高的模型可增至 10mm 或以上。如果擦拭塔高度较大或材料(如 PETG/ABS)易翘边,可以将擦拭塔的 Brim 宽度设为模型 Brim 宽度的 1.5-2 倍。
- 擦拭塔冲刷线间距:通过调整此数值来增大擦拭塔的体积,从而增强稳定性。
(2)你可以将鼠标悬停或点击相应参数,以查看具体功能说明。

¶ 2. 启用 Rib(肋角料塔)
使用擦拭塔时,建议墙体类型选择 Rib,可以显著提升高塔的抗倾斜能力,减少被喷嘴剐蹭后倒塌的风险。
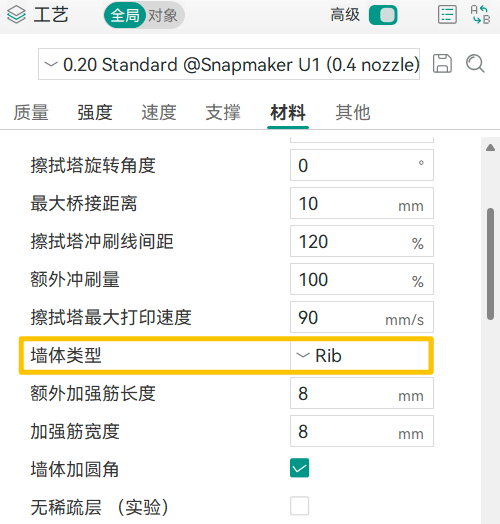
- 额外加强筋长度:适当增加可让擦拭塔在打印板上的底部接触面更大,提高稳定性。
- 加强筋宽度:宽度不宜过小,需确保外墙与内部填充有足够的接触面积,增强整体强度。
¶ 方法三:使用指定的色塔外墙
不同材料之间粘接性差时(如 PLA + PETG),整塔容易在材料交界处分层、断裂。通过将默认的色塔修改为指定的耗材类型,可以有效避免擦拭塔断裂。
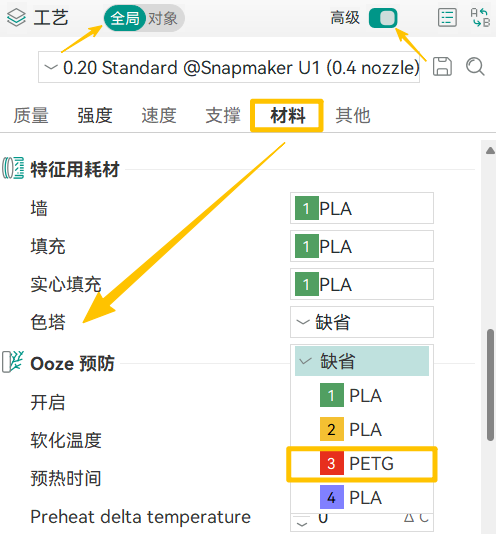
我们建议你在多材料打印中,优先选择容易打印的耗材作为色塔外墙。比如,当 PLA 和 PETG 互打时,优先选择 PLA 作为色塔外墙,因为其打印难度较低且成功率相对较高。同理,当有软料参与打印时,尽量使用硬料作为擦拭塔外壳。
¶ ✅ 验证方法
如果打印成功且擦拭塔稳固,说明你已找到问题根源并成功解决!恭喜你🎉
¶ 📚 相关资源
¶ 💬 联系售后
若参考上述步骤仍未解决问题,请搜索并关注微信公众号「Snapmaker 快造科技」,在聊天框右下角点击「服务」> 「售后支持」。请将排查结果及相关图片或视频一并发送给售后技术支持,我们将竭诚相助。