¶ 兼容性
本文适用于以下型号和模块。参考时请注意:
型号:U1
¶ 问题描述
首层不粘附
¶ 可能原因
- 打印平台表面不洁净:油脂、灰尘或残留材料会影响模型粘附。
- 喷嘴残留耗材:喷嘴外壁附着多余材料,影响出料。
- 热床未调平:平台与喷嘴间距不均会导致首层打印不牢固。
- 模型底部接触面积不足:过小的底部面积可能降低平台附着力。
- 打印参数设置不当:温度或速度参数不适合当前耗材类型。
- 耗材质量问题:耗材受潮或存放时间过长导致性能下降。
¶ 解决方案
- 清洁打印平台
- 使用无绒布蘸取少量异丙醇(或酒精)擦拭平台,确保无污渍或残留物。
- 建议取下可拆卸磁性平台后进行彻底的清洁。
- 喷嘴残留耗材
- 预热喷嘴至工作温度(PLA:200℃/ABS:230℃)
- 使用钢丝刷轻轻去除表面残留
- 执行"挤出"命令检查出料是否顺畅
- 检查刮料支架的刮料硅胶是否有脱落,如果有脱落会影响喷嘴清洁效果。

- 执行热床调平
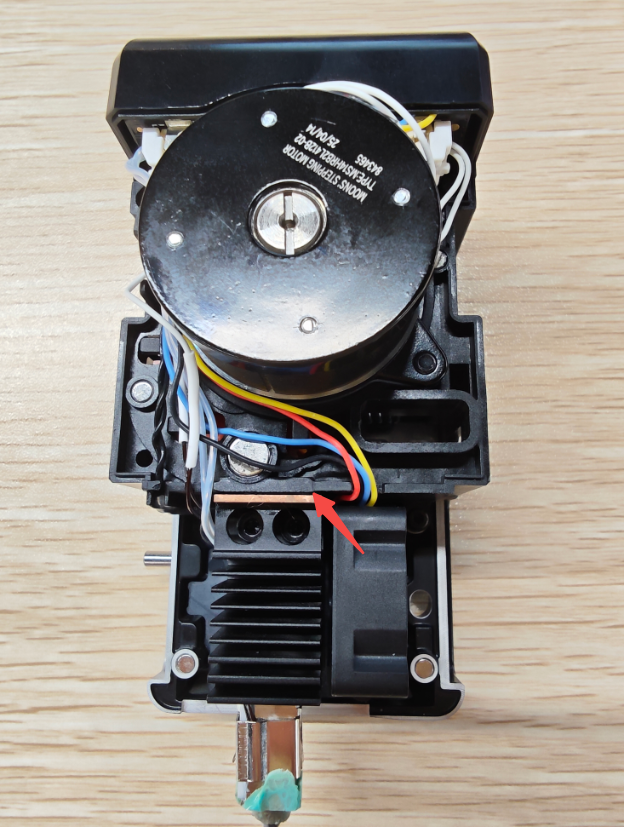
- 确保热端的两颗固定螺丝已经锁紧。
- 确保热端上鳍片和紫铜感应片之间没有存在异物。
- 检查热端上鳍片和紫铜感应片是否存在间隙,确保进行校准时热端有足够的间隙可以发生形变。
- 进入打印机菜单:“设置 > 机器信息 > 调平信息”,按提示完成自动调平。
- 优化模型或切片设置
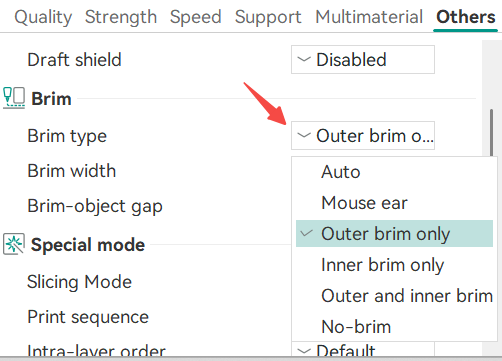
- 在切片软件中检查模型底部接触面积,若过小可启用“裙边(Brim)”或“skirt”功能以增强粘附。
- 对于小型或复杂模型,可尝试调整摆放角度以扩大底部接触面。
- 设置合适的打印参数
- 适当提高热床温度
- 降低首层打印速度

- 检查耗材质量
- 检查耗材是否存在变脆、变色等现象
- 将耗材放入干燥箱(45-55℃)处理4-6小时
- 如问题持续,建议更换未开封的新耗材
¶ 联系售后
如果按照故障排除步骤操作后问题仍未解决,请通过 Snapmaker APP 提交售后工单,并将排查结果及相关图片或视频发送给我们的售后技术支持,我们会尽力协助您解决问题。