本指南适用于标准使用场景,即在使用原厂加热打印平台、原厂固件、官方推荐切片软件,以及常见消费级耗材的情况下进行首层打印问题排查。如果你的设备配置或使用条件与上述推荐方案不一致(例如使用第三方非加热平台、特殊/高性能耗材、改装固件等),请优先参考相应第三方配件或材料制造商提供的使用说明与技术指导。
¶ 快速诊断
你可以点击下方链接,快速跳转到对应的首层打印问题章节。不过,为确保最佳排查效果,我们仍建议你完整阅读本文。
¶ 打印前检查
大多数首层打印问题的根本原因是一样的。因此,我们将先对这些共性问题进行排查,再结合具体的失败案例说明应对方法。
以下列出了导致首层打印不良的常见原因(按出现频率由高到低排列)。在查阅本指南的其他章节前,请先对这些问题进行逐一排查。
¶ 打印平台表面脏污
即使只是某处残留的指纹,也可能导致首层附着不良。最安全稳妥的清洁方式是使用洗洁精:像清洗餐具一样清洁打印平台,并尽量减少与水的接触时间,以防止生锈。清洗完成后,请使用干净的擦拭布彻底擦干,再装回设备。
¶ 热床未调平 / Z 轴偏移未校准
-
移动、翻转打印平台,或从打印平台上取下模型(务必等待其冷却)等操作,都会改变平台的表面状态,从而导致与设备保存的调平数据出现偏差。
-
请确保打印平台和热床之间没有任何异物或杂质。
-
请检查喷嘴清洁支架上的黑色硅胶刮片是否损坏或脱落。如有异常,请及时更换。

-
在使用随机器附赠的钢丝刷清理喷嘴之前,请先检查喷嘴内是否存在积料。先将喷嘴加热至合适温度(如 PLA 为 200°C,ABS 为 230°C),软化残留材料后再进行清洁。
-
运行热床调平流程,以生成最新的床面网格补偿数据。在设备触控屏上,点击进入设置页 >
设备校准> 启用热床调平>开始,设备将自动执行调平。

¶ 耗材质量受损
- 耗材受潮是最常见的问题之一。耗材内部吸收的水分在喷嘴处受热汽化形成气泡,并在喷嘴挤出时破裂,导致挤出过程不稳定,典型表现为拉丝明显增加。这会在打印平台表面产生不必要的打印瑕疵,例如料瘤或丝状残留。有时喷嘴还会刮到这些残留物,直接破坏整个首层打印。一个简单的判断方法是:用手弯折耗材,如果可以轻易掰断,说明耗材很可能已经受潮。
- 请确保使用新开封的干燥耗材。如有需要,可参考耗材制造商的建议,使用干燥箱对耗材进行烘干处理。
- 最后,装载耗材并将对应的打印头加热至正常工作温度,执行挤出指令,以确认耗材能够平稳、连续且均匀地挤出。
¶ 完成打印前检查
使用切片软件创建一个小尺寸测试模型来验证首层打印效果,不仅可以节省时间,还能最大限度地排除 3D 模型本身带来的变量,从而有助于后续问题的定位与排查。

在切片软件中添加一个标准立方体模型,将高度调整为 0.2mm,在完成打印机和耗材配置后,开始打印测试。如果首层打印问题顺利解决,那就可以继续安心打印你的作品了;如果问题仍然存在,或仅在打印实际模型时再次出现,请参考下文内容进行进一步排查。
¶ 深入排查首层打印问题
如果完成以上所有步骤后,首层打印问题仍未得到解决,请参考以下内容进行深度排查。
¶ 首层无法附着在打印平台上
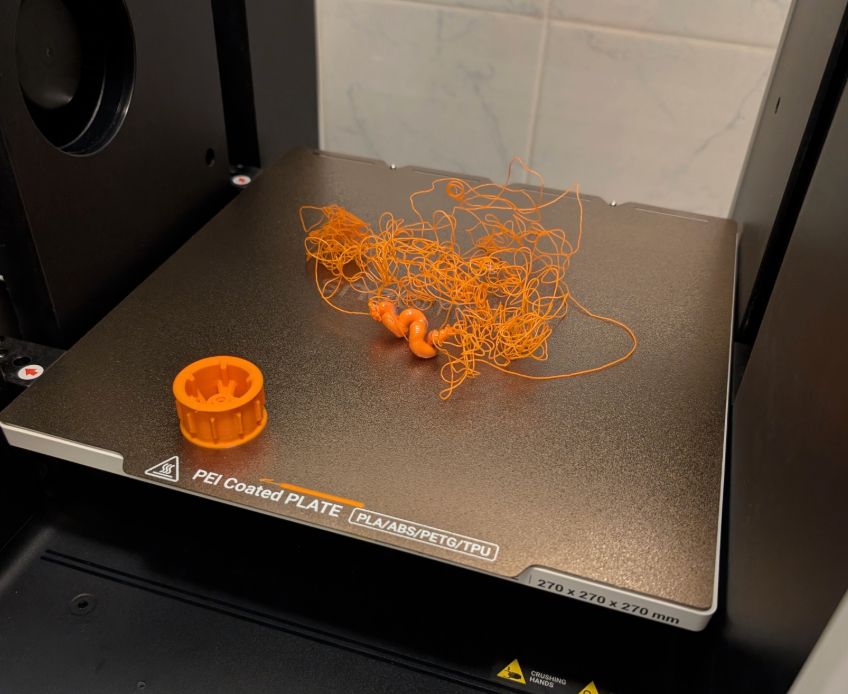
有时,喷嘴处会形成料瘤,或模型从打印平台上脱落,导致设备空打。也许这看起来像艺术品,但本质上仍然是一次失败的打印。下面我们将一步步解决这个问题。
¶ 打印平台与模型接触面积不足
模型本身的设计也会影响打印效果。你可以参考以下方法进行改善。
-
部分模型需要支撑才能稳定在打印平台上,尤其是底座面积较小且较高的模型。随着高度增加,细长的模型对喷嘴运动变得越来越敏感,容易从打印平台脱落。你可以在切片软件中通过
支撑绘制工具,或点选开启支撑,为模型添加有机树支撑,以增强模型在打印平台上的稳定性。 -
部分模型(尤其是 AI 生成模型)底面可能存在设计问题。如下图所示,该模型底面非常不平整,无法与打印平台充分接触。切片软件中的
选择底面工具可用来标记可用底面。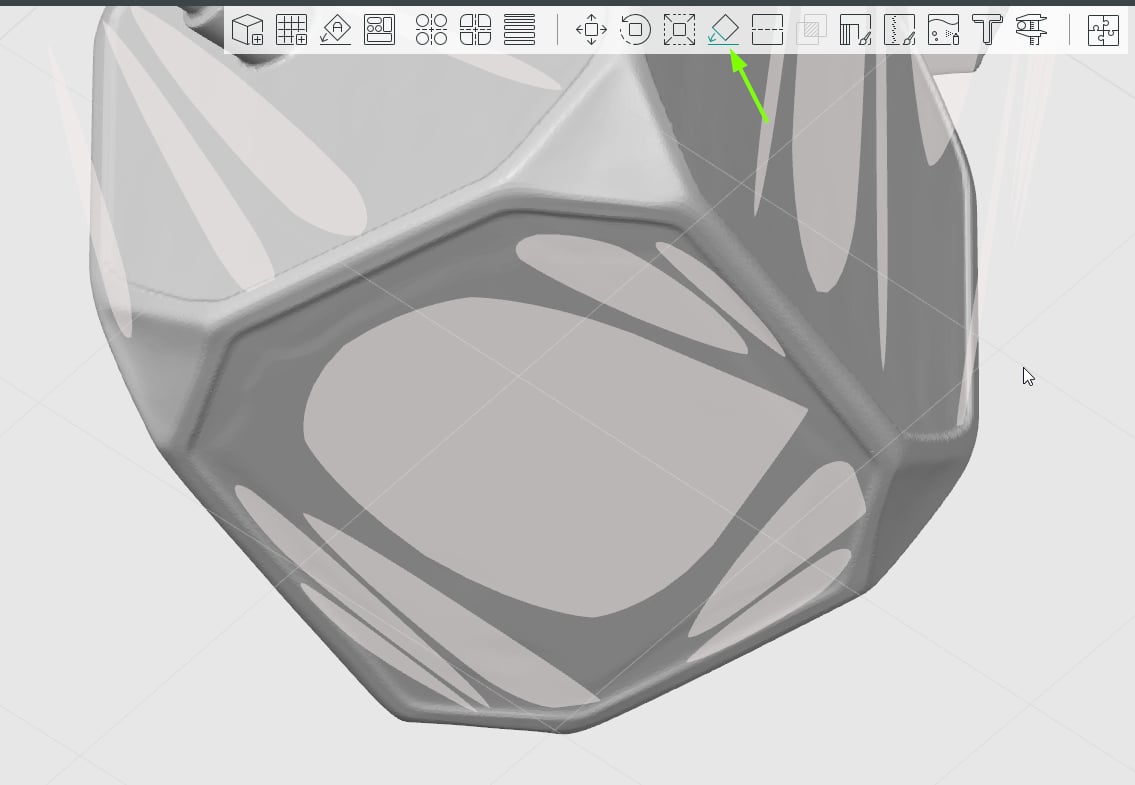
-
你可以在切片软件中下移模型,使模型底部略低于打印平台表面,从而切掉不平整的底面;或者使用切片软件中的
剪切工具对模型底部进行修整。下图显示了同一模型在修正底面后的效果。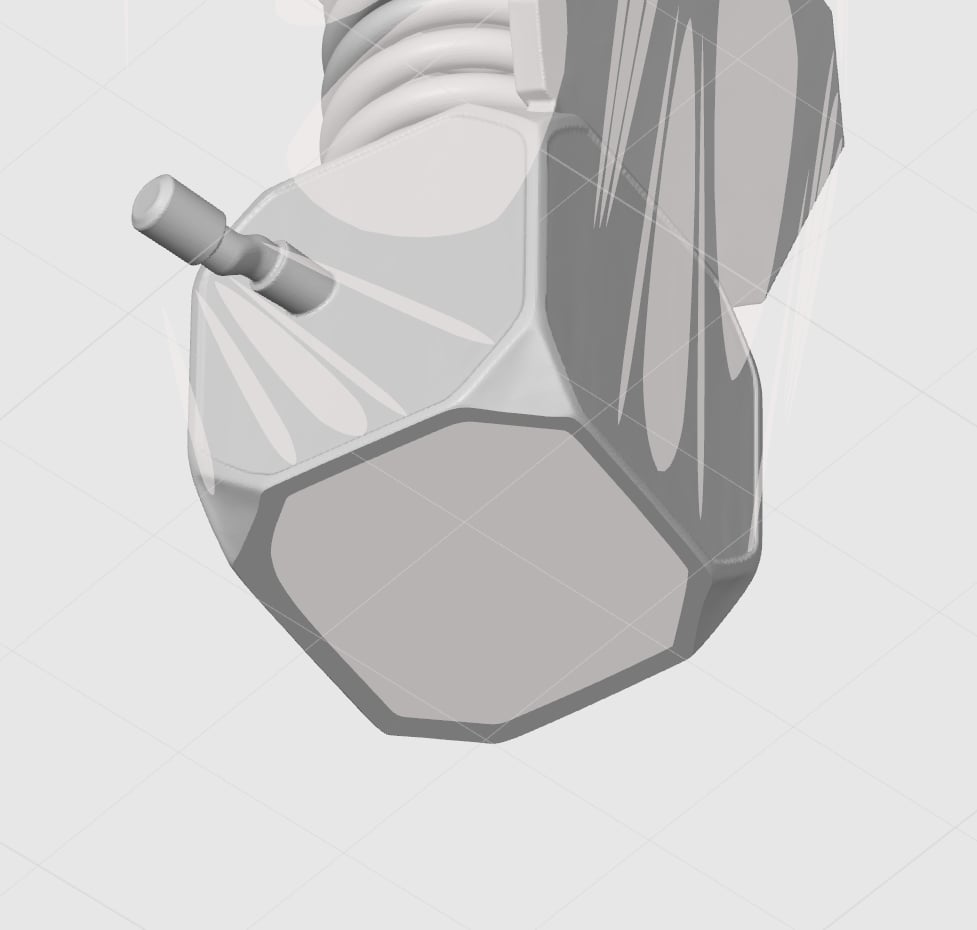
¶ 切片参数设置不当
如前文打印平台与模型接触面积不足所述,有些模型在设计之初并未充分考虑 3D 打印工艺。通过调整以下切片设置,可以帮助你提高打印成功率。
- 为模型添加 Brim(裙边),以提升稳定性。

- 对于体积较小或结构复杂的模型,可通过调整模型朝向,增加与打印平台的接触面积。
- 在某些情况下,提高首层热床温度可以显著改善打印效果。
- 另外,还可以尝试调整以下首层相关参数来解决问题:

¶ 影响热床调平的因素
部分因素可能会改变打印头内部传感器的状态,从而影响热床调平精度。
我们建议同时对两个打印头进行检查,即所谓的 “1+1 检查法”。所有打印头的调平与校准数据均以最左侧的 1 号打印头为基准。如果在出现问题的 2/3/4 号打印头上未发现异常,请务必检查 1 号打印头。
-
确保热端的两颗固定螺丝已拧紧。
-
确保散热片与铜感应板之间没有异物或碎屑。
-
确保散热片与铜感应板之间留有足够的间隙,为校准过程中的必要形变预留空间。

部分问题可通过手动热床调平解决。
- 在触控屏主界面点击进入设置页 >
设备维护>手动调平,按照屏幕提示完成调平操作。

- 完成手动调平后,请运行自动热床调平:在触控屏主界面点击进入设置页 >
设备校准> 启用热床调平> 点击右上角的开始按钮。
- 打印并测试首层效果。
建议在首层打印效果较好的区域打印手动调平辅助工具(由 Simon_Zhi 设计),这样可以更方便地进行微调,而无需直接用手操作。
¶ PEI 涂层磨损或质量不佳
- 随着打印次数的增加,PEI 打印平台表面会逐渐磨损。请检查打印板是否存在表面剥离、划伤、鼓包或凹坑等问题。如有必要,可将打印板翻面,使用状态较新的另一侧。
¶ 首层出现褶皱
相邻层线之间的重叠过多,可能导致表面出现波纹、褶皱或耗材堆积。如果该区域超过整体打印面积的 10%,则可判定首层打印不良。请参考本节内容进行排查。
为排查小面积或大面积褶皱问题,请运行一次打印测试,参照完成打印前检查创建基础几何体,并在 X 与 Y 轴方向进行缩放,使其完全覆盖整个打印平台。
¶ 大面积褶皱
如果你遇到的是小面积褶皱问题,请跳过本节,直接参照下方的热床与打印平台之间有异物进行排查。
-
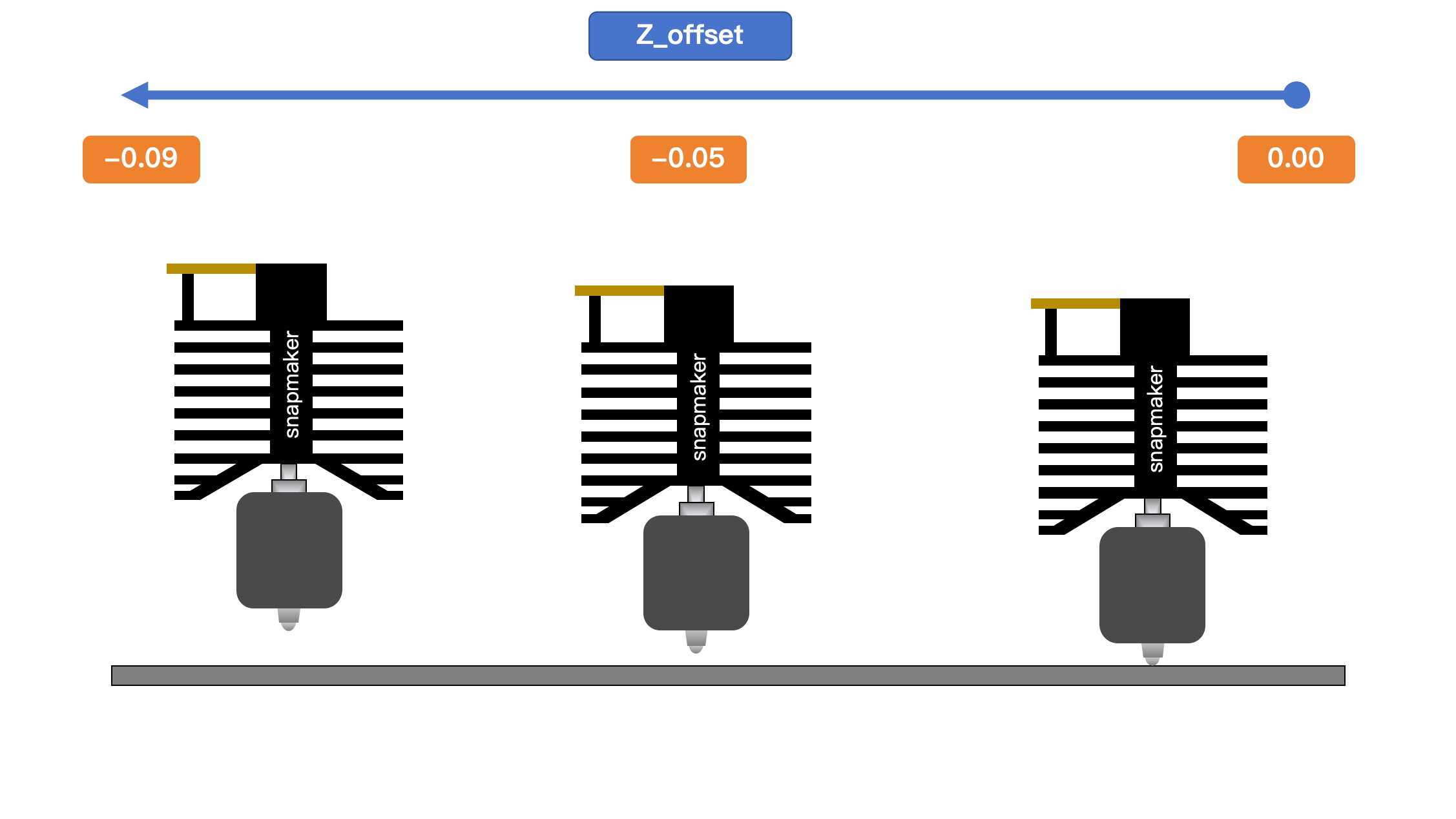
大面积褶皱通常由 Z 偏移参数过大引起。
-
请参考下文在 Klipper 配置文件中调整 Z 轴偏移,通过 Fluidd 界面访问 print.cfg 文件进行设置。
-
逐步减小 Z 轴偏移数值,例如从 -0.05 调整到 -0.07,再到 -0.09,避免一次性进行过大的改动。
-
较小的 Z 轴偏移数值会使喷嘴远离打印表面,即增大喷嘴与打印平台之间的距离。
¶ 热床与打印平台之间有异物
请参阅热床未调平 / Z 轴偏移未校准部分。
¶ 打印平台平整度
在 Fluidd 中检查 Range 数值。该数值表示打印板最高点与最低点之间的高度差,小于 0.5 mm 为正常。
- 获取打印机的 IP 地址:在触控屏主界面点击进入设置页 >
Wi-Fi,例如截图中的 IP 地址为 172.18.0.105。
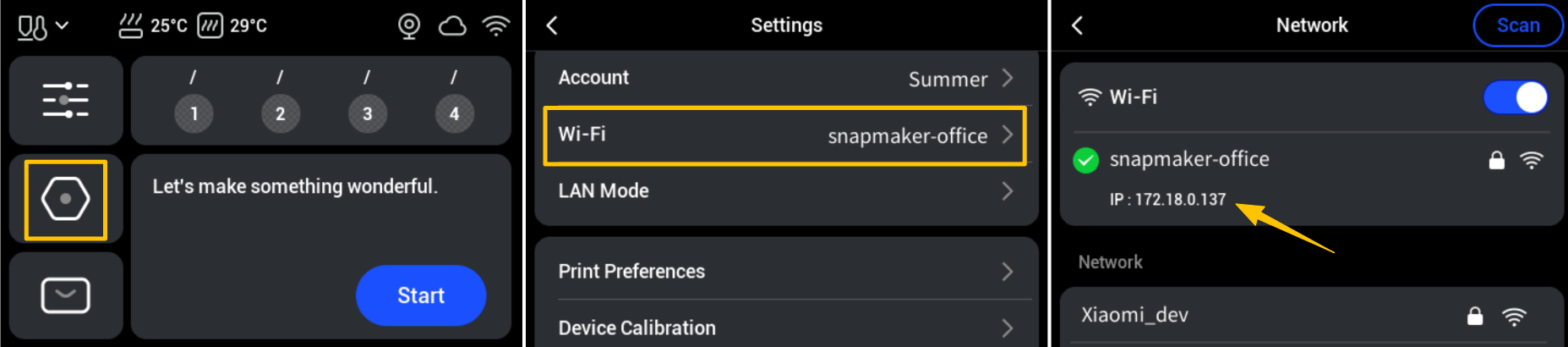
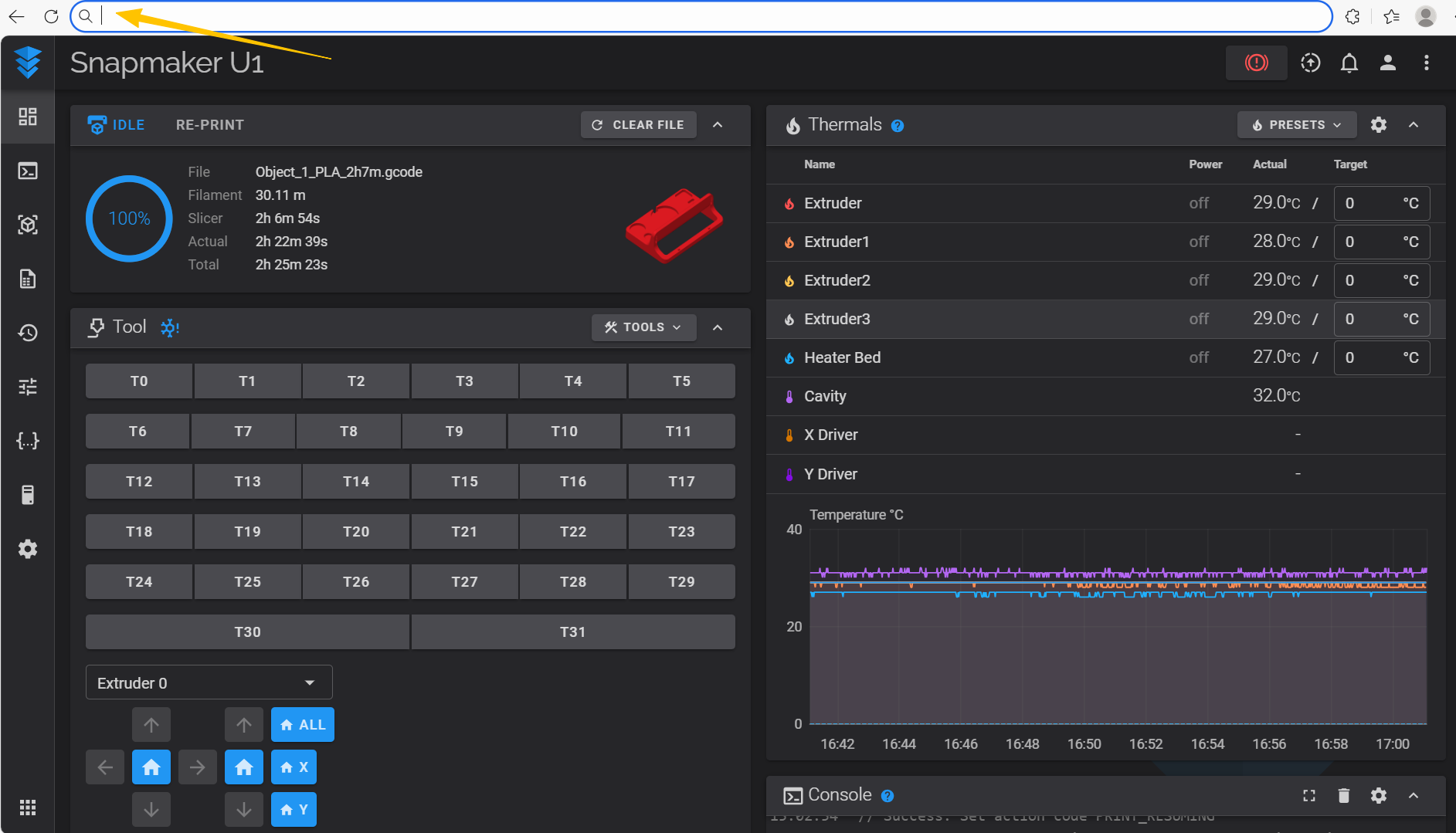
- 在网页浏览器中输入打印机的 IP 地址,即可访问 Fluidd 界面。
- 在左侧边栏选择
Tune查看网格数据。
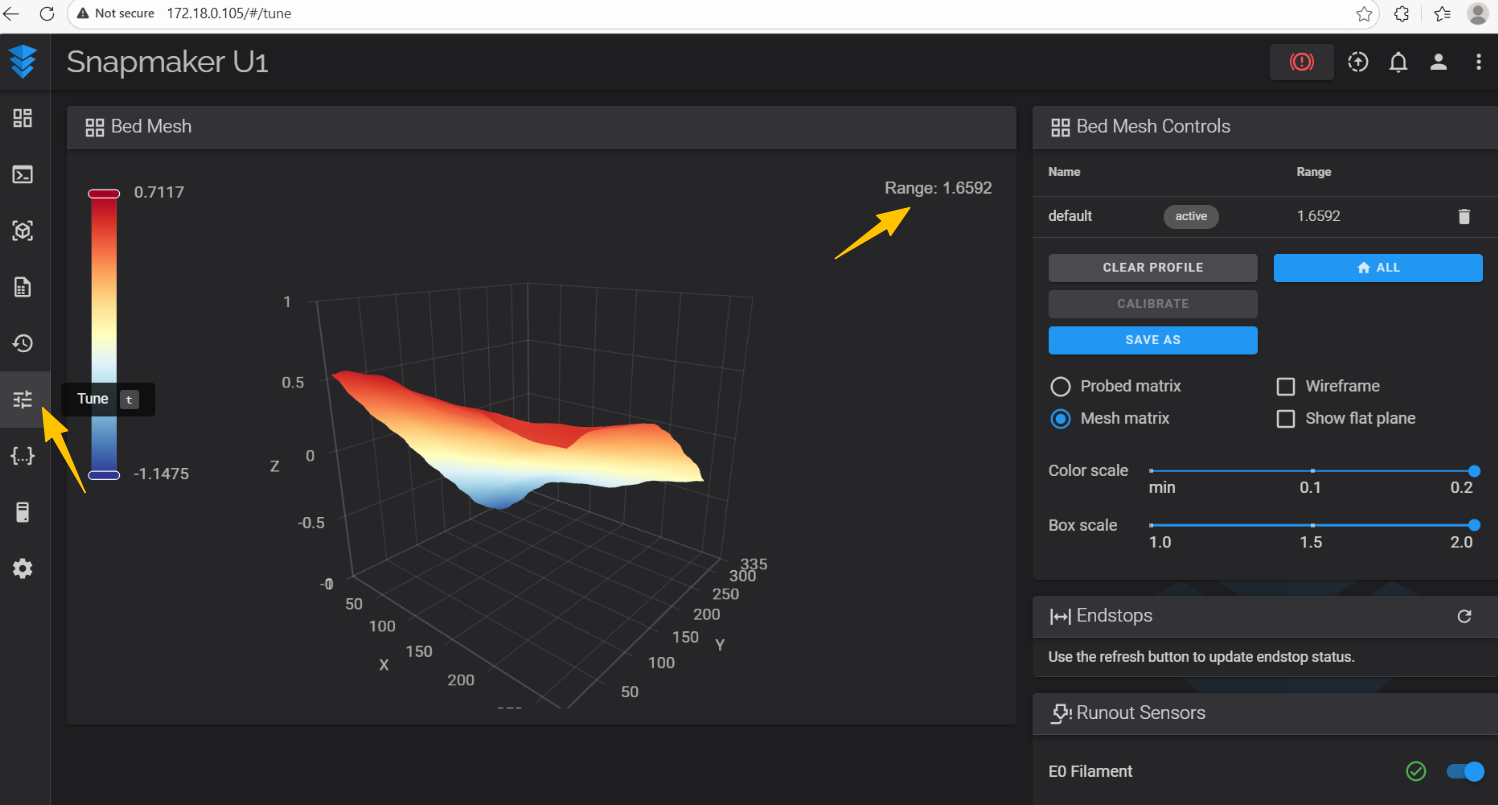
- 检查右上角的
Range数值:若小于 0.5mm,则无需进一步操作。若大于 0.5mm,则按以下步骤处理:
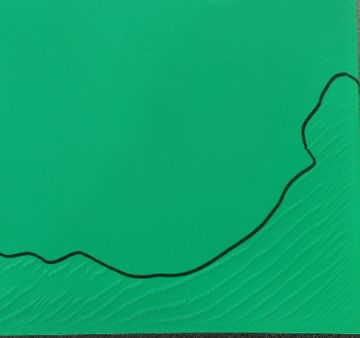
- 若褶皱与网格峰值对齐(红色区域):检查热床(打印面板下方)磁铁周围是否残留多余胶水或有凸起。
- 若该值超过 0.8mm 且凸起角落与褶皱对齐,则需要执行手动热床调平:在触控屏主界面点击进入设置页 >
设备维护>手动调平,按照屏幕提示完成调平操作。 - 完成手动调平后,请运行自动热床调平:在触控屏主界面点击进入设置页 >
设备校准> 启用热床调平> 点击右上角的开始按钮。 - 若问题仍未解决,将清洁后的 PEI 钢板翻面,再重复本节中的操作步骤。
¶ 在 Klipper 配置文件中调整 Z 轴偏移
- 启用高级模式。在触控屏主界面点击进入设置页 >
设备维护>高级模式> 点选左下角的同意按钮,以启用高级模式。如果在 Snapmaker 官方技术支持指导下操作,不会影响保修,可放心进行。
- 在 Fluidd 界面左侧边栏,选择
Configuration菜单项。左侧面板显示文件列表,找到并打开名为 printer.cfg 的文件。
- 在文件中找到参数
z_offset,逐步调整,每次改动不超过 0.05mm。
- 保存更改,重启打印机,并尝试打印首层。观察打印效果,若首层打印问题加重,则沿相反方向调整数值(例如,刚刚从 -0.10 调整到 -0.15,现在朝相反方向调整为 -0.05)。若首层打印效果改善,可继续微调,或直接保存当前数值。
¶ 打印前进行热床预热
在开始打印前,将热床加热至 65°C,保持至少 5 分钟。如果这样能改善褶皱问题,则说明可能与塑料热床外壳(覆盖热床底部及侧面)限制床面形变有关。
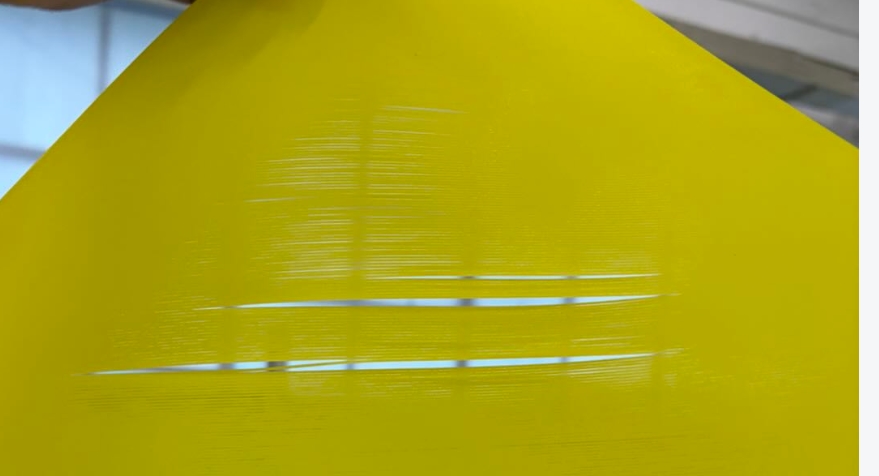
¶ 首层线条之间存在空隙
当喷嘴与打印平台距离过大时,首层线条之间会出现明显间隙。相邻线条几乎不重叠,导致线条呈现半透明、稀疏或断裂的状态。如果该区域超过整体打印面积的 10%,则可判定为首层打印不良。
为检查问题是局部存在还是影响整个打印表面,请运行一次测试打印,参照完成打印前检查创建一个基础几何模型,并在 X 和 Y 轴方向进行缩放,使其完全覆盖整个打印平台。
¶ 局部出现间隙问题
- 当局部出现间隙问题时,请参阅首层出现褶皱;如果出现大面积的间隙问题,请参照下方说明。
- 请参考在 Klipper 配置文件中调整 Z 轴偏移,并通过小幅度调整 Z 轴偏移来使喷嘴逐步靠近打印平台。例如,可将数值依次调整为 -0.05 → -0.03 → -0.01 等。
¶ 其他问题
¶ 首层打印问题仅出现在某个打印头上
适用于校准某个特定打印头后,首层打印失败或出现不均匀现象。
- 请参阅影响热床调平的因素进行打印头排查。
¶ 首层打印问题出现在多个打印头,但至少有一个打印头正常
至少有一个打印头可以正常打印首层,而其他(两个或更多)打印头首层打印失败。
- 运行多头偏移校准:在触控屏主界面点击进入设置页 >
设备校准> 点选多头偏移校准,并按照屏幕提示完成操作。 - 若问题仍未解决,请对每个打印头单独进行校准和测试。
¶ 不同耗材表现不同
当 PLA 能够成功打印首层,而 PETG 或其他耗材失败时,需要注意:较高的热床温度需要更长的稳定时间。
- 检查是否为打印件选择了正确的耗材配置文件。
- 在开始打印前,将热床预热 5 分钟以保证稳定性。