¶ 💡 兼容性
本文适用于以下设备,参考时请注意:
设备型号:U1
¶ 📝 问题描述
挤出的耗材堆积到喷嘴外壁,逐渐扩散将喷嘴包裹;
常伴随打印起始几层从热床脱落、喷嘴刮蹭模型、错层等问题。

¶ 🛠️ 清理方法
如果喷嘴可以正常加热,请参考 视频教程 先清理料瘤。
如果出现喷嘴温度异常报错/清理时损坏热端,可更换新的热端/购买陶瓷加热片和热敏电阻搭配配件盒中的备用热端使用。
购买链接:
U1 0.4mm不锈钢热端
U1 陶瓷加热片 4件装
U1 热敏电阻 4件装
¶ 🔬 料瘤成因
¶ 一、热端漏料
热端由多个零件组装而成,零件之间可能存在装配间隙;间隙较大时,熔融态的耗材从中渗出,并逐渐堆积形成料瘤。
查看热端BOM
如有漏料,多出现在位置1、2( 喉管 、 喷嘴 装配处)。

预防措施
¶ 二、喷嘴距离热床/模型过近
¶ 1. 热床不平
热床部分位置下,模型顶部距离喷嘴过近。
打印过程中,喷嘴犁地式刮擦并从热床上卷走模型,同时持续挤出耗材包裹热端。
预防措施
-
每次打印前勾选打印偏好设置中的
自动调平。
-
如果自动调平后的热床调平后手动调平。
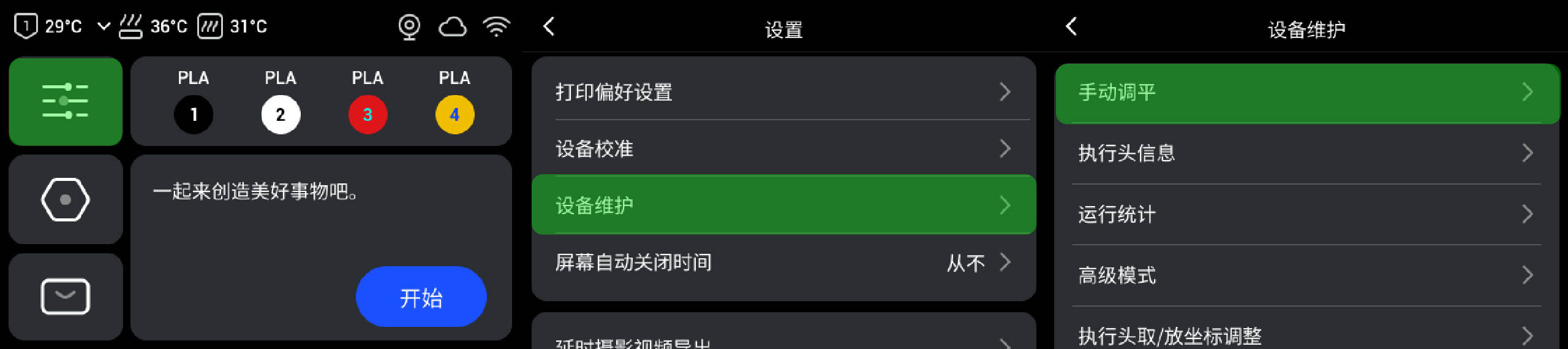
-
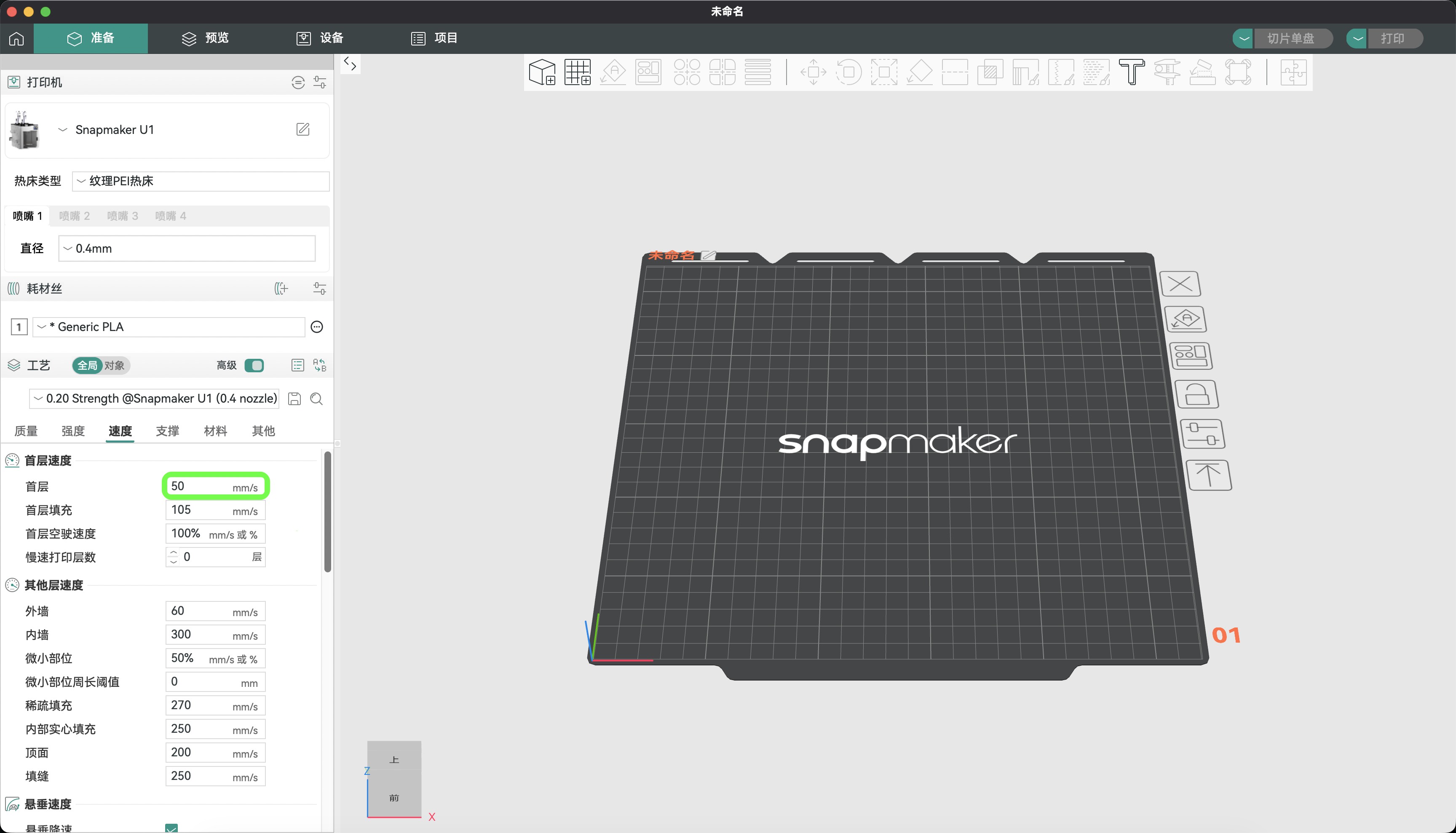
降低首层打印速度,建议不大于50mm/s。
¶ 2. Z偏移配置错误
Z偏移(Z_offset) 大小与喷嘴到热床的距离关系大致如图所示:

Z偏移对打印过程的影响
Z偏移较大时,喷嘴距离热床过近,耗材被迫从喷嘴和热床的夹缝四周溢出,使得:
- 溢出的耗材向上蔓延,包裹热端。
- 喷嘴剐蹭并从热床上卷走模型,同时持续挤出耗材包裹热端。
预防措施
-
更换热端后,重新执行多头偏移校准。

-
使用第三方打印平台时,重新校准Z偏移 。
¶ 3. 打印平台粘附性差
-
未定期清洁维护打印平台。
-
PEI钢板涂层老化,污染。
预防措施
-
参考 如何清洁 PEI 钢板 ,定期清洁打印平台。
-
打印平台属于消耗品,长期高频使用后粘附性变差为
预期内的情况,如果排除硬件和工艺参数的原因后首层粘附效果仍不理想,建议换新。
¶ 三、工艺参数错误
料瘤通常由多个错误的工艺参数共同作用导致,例如以下情况,遇到时建议停止打印优化参数。
¶ 1. Z偏移偏大 + 流量比例偏大
典型现象1: 边缘堆料明显
典型现象2: 喷嘴刮蹭模型
¶ 2. 回抽长度偏小 + 空驶速度偏大
典型现象1: 拉丝
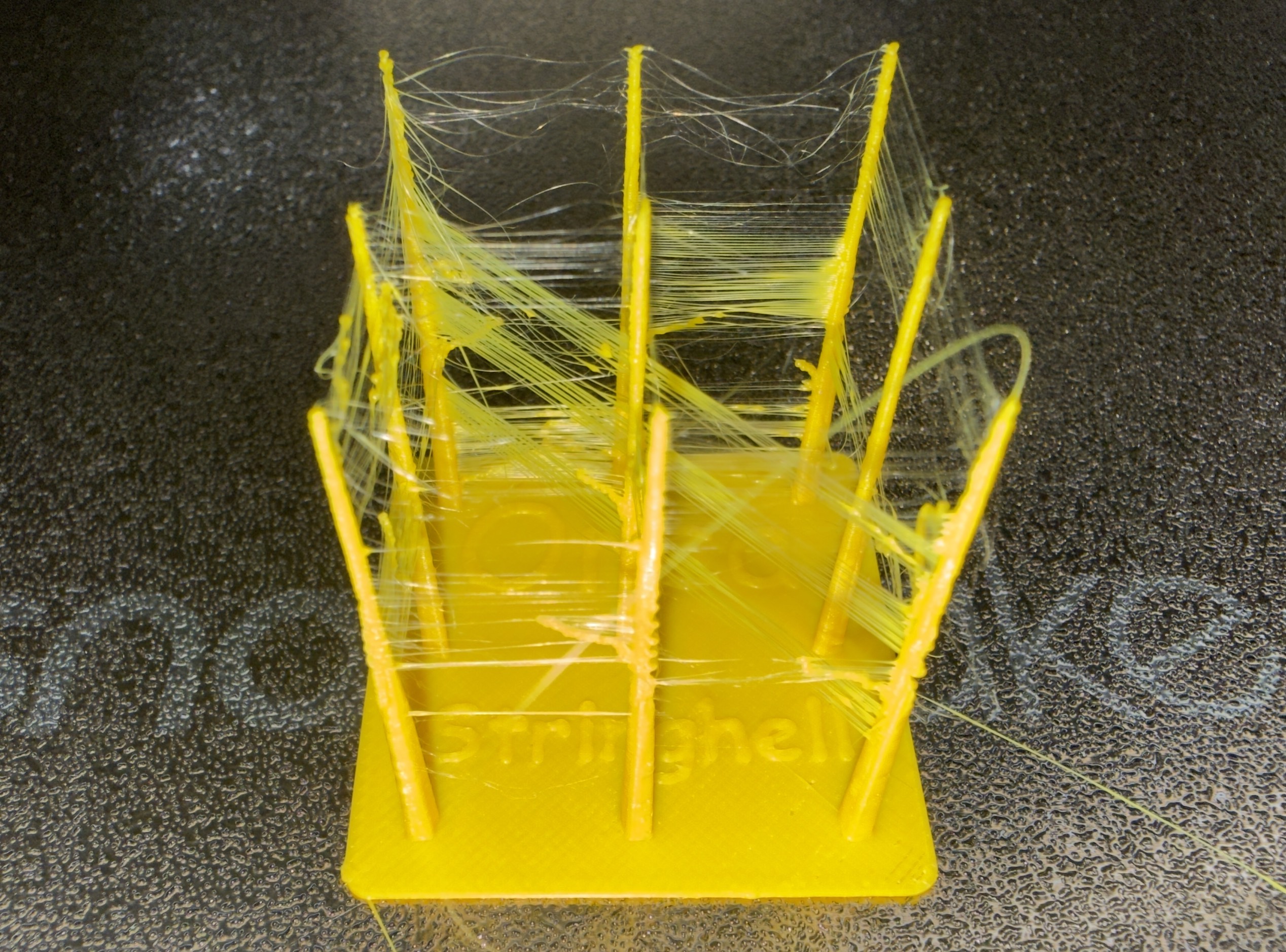
典型现象2: 毛刺

¶ 3. 耗材受潮 + 喷嘴温度偏高
典型现象1: 表面凹坑/气孔

典型现象2: 拉丝
优化方向:
参考下面两篇wiki:
(1) 局部拉丝或漏料
(2) 模型表面有凹坑或气孔
综合预防措施
-
使用第三方耗材时,在通用耗材参数基础上执行温度、流量校准。
-
根据实际打印结果,优化压力提前、回抽参数。
-
观察首层打印质量,及时停机调整。
¶ ↕️ 如何校准Z偏移?
如果使用官方打印平台,通常不需要做Z偏移校准,但是切片前请确保热床类型设置正确。
如果使用第三方平台,其硬度可能与官方平台差异较大,可执行Z偏移校准以获得更好的打印质量。
¶ 一、方法概述
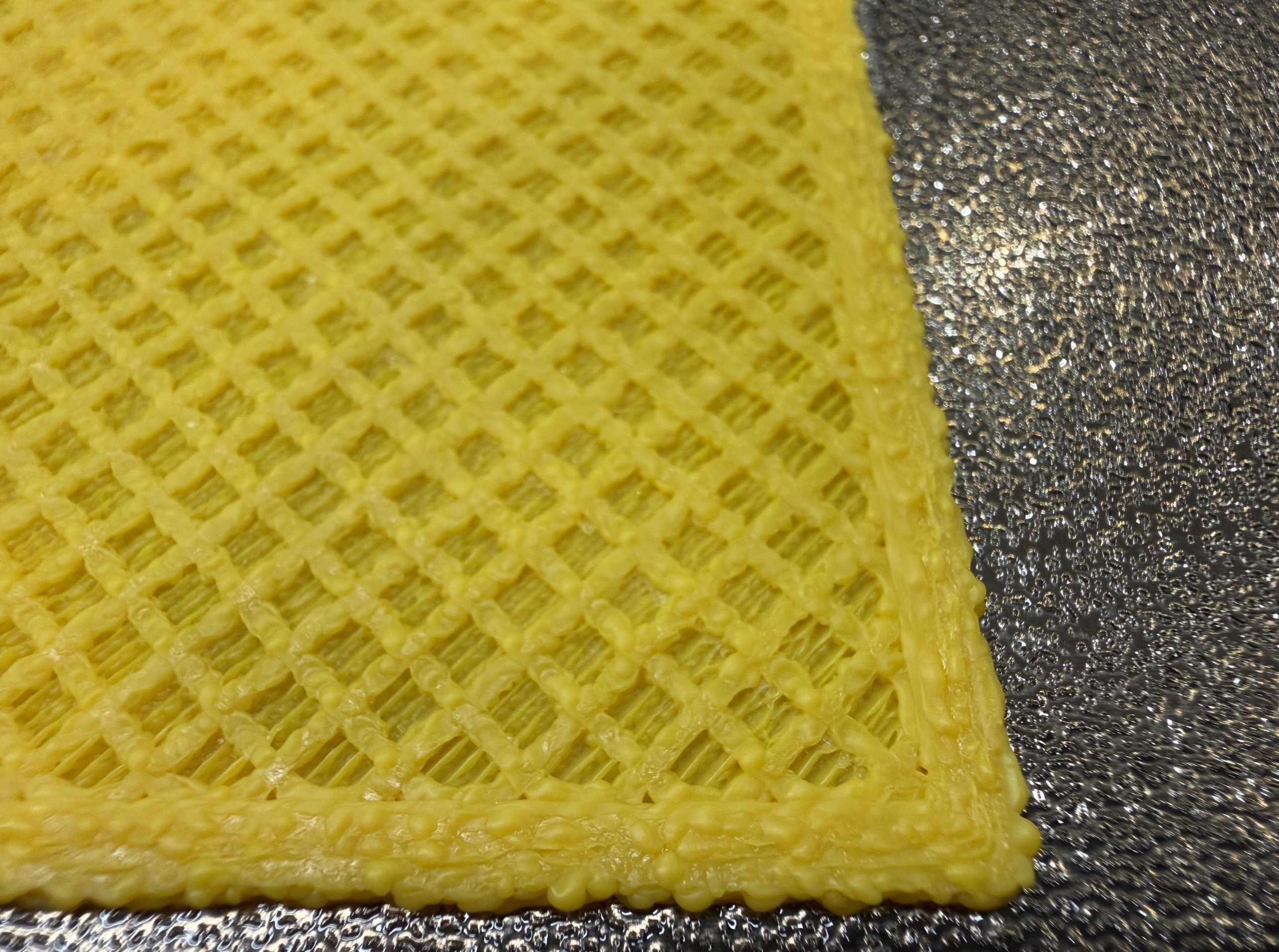
默认的Z偏移为-0.05,打印XY全尺寸的首层可反映当前Z偏移数值是否恰当,比如:
-
首层线条稀疏,缝隙明显:Z偏移较小
-
首层均匀平滑,轻微不良(面积≦10%):Z偏移适中
-
首层褶皱、波浪纹:Z偏移较大
根据打印效果修改Z_offset,直至首层效果与中间图示接近。



¶ 二、操作步骤
以PLA + PEI纹理钢板为例。
-
导入 270 × 270 × 0.2mm模型 至Snapmaker Orca。
-
耗材选择Snapspeed PLA,工艺选择
0.20 Standard @Snapmaker U1,勾选热床调平并发送打印。 -
根据打印效果,确定当前Z偏移数值偏大/偏小,再以每次0.01的修改幅度调整Z偏移,重新打印,切记每次都要勾选
自动调平,否则无法验证修改后的Z偏移。
¶ 三、Z偏移位置
通常有两个位置可修改Z偏移,操作时任选其一即可。
¶ 1. 打印机配置文件
- 开启高级模式。

如果您仅用于参考本文校准Z偏移,开启高级模式对机器保修无影响。
-
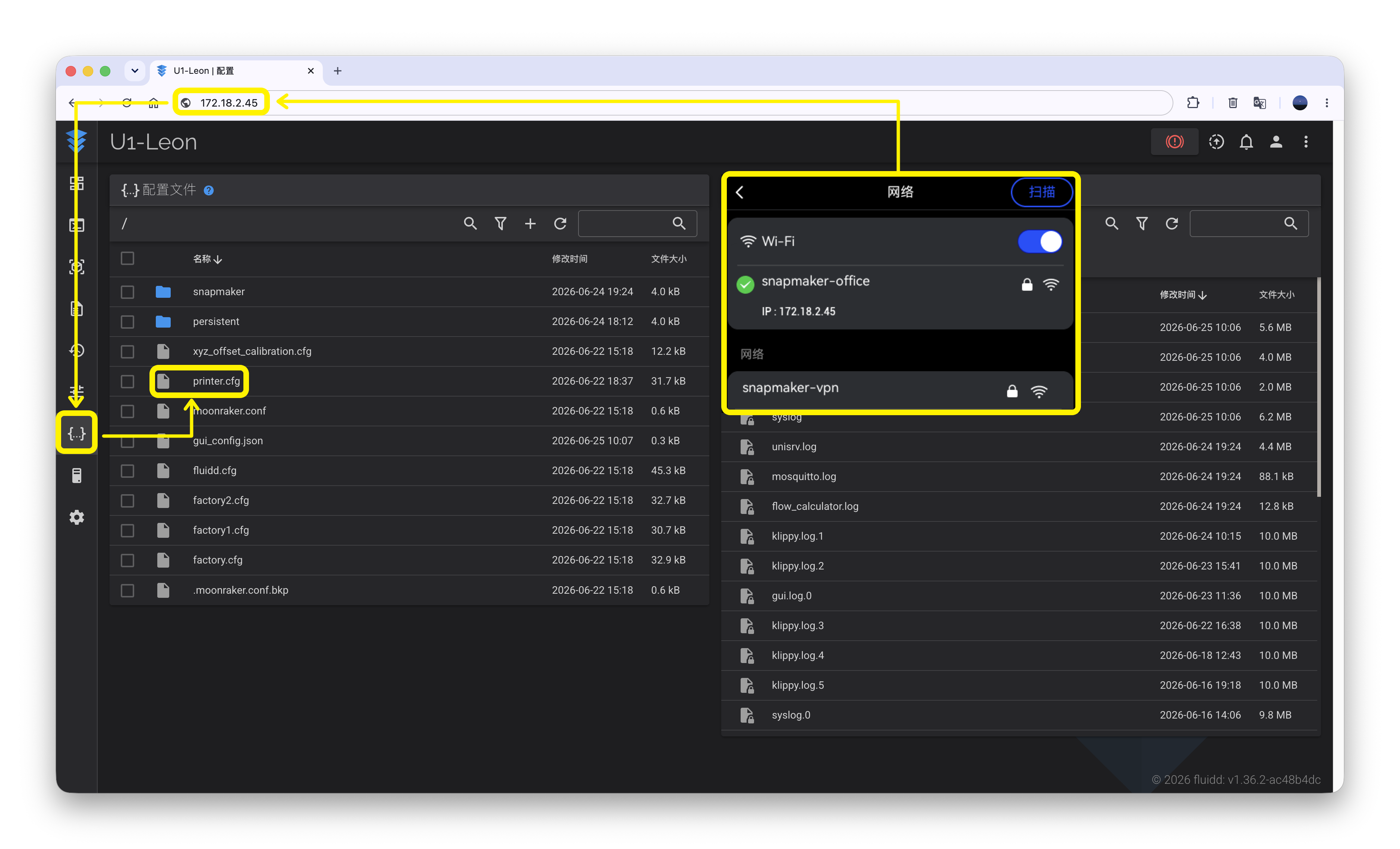
将电脑和机器连接至同一Wi-Fi。
-
浏览器输入机器IP访问Fluidd,打开
Printer.cfg。
-
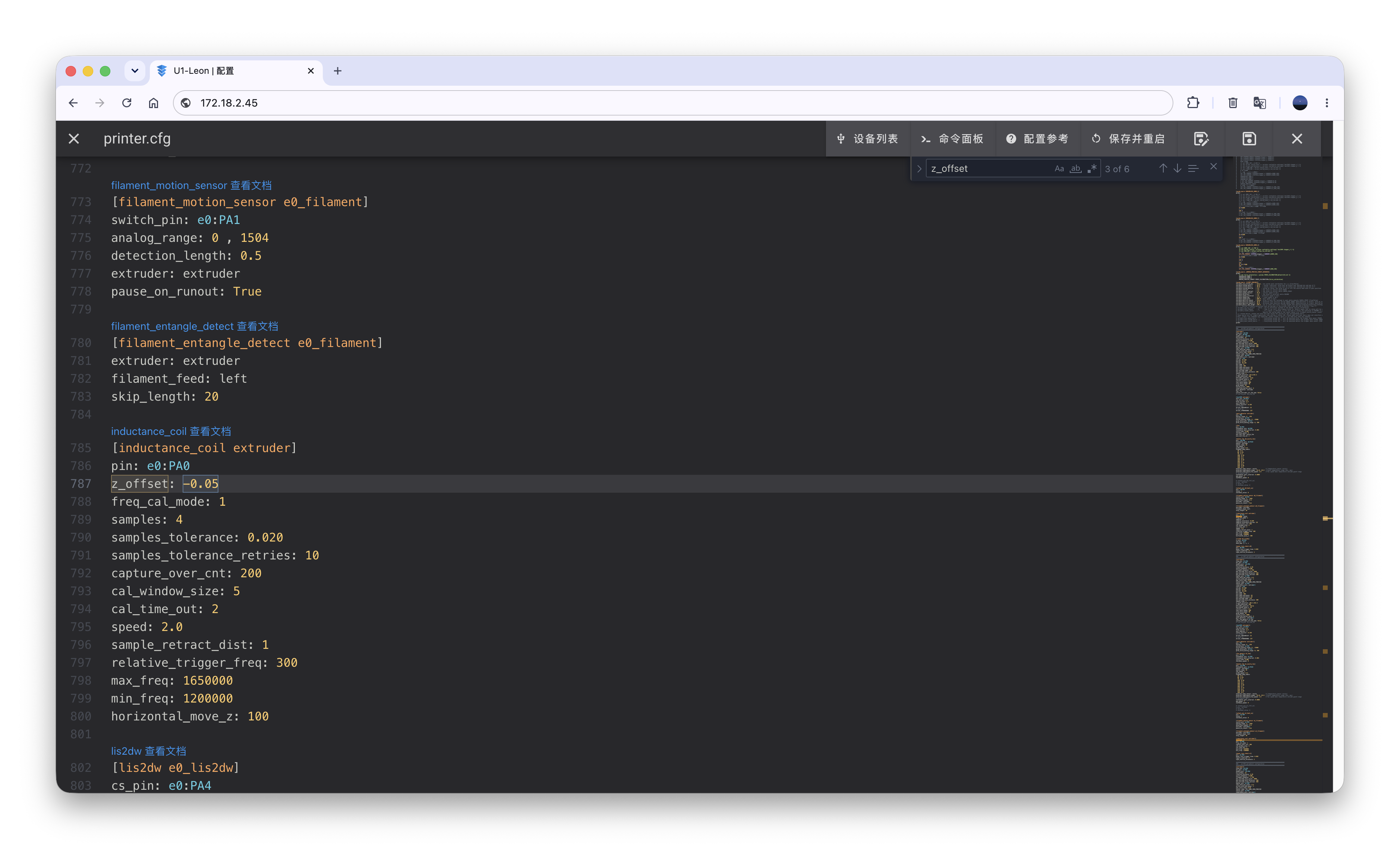
按下
Ctrl/Command + F呼出搜索框,输入Z_offset,按回车键查找相关参数,通常在第787行。
-
修改后点击
保存并重启即可。
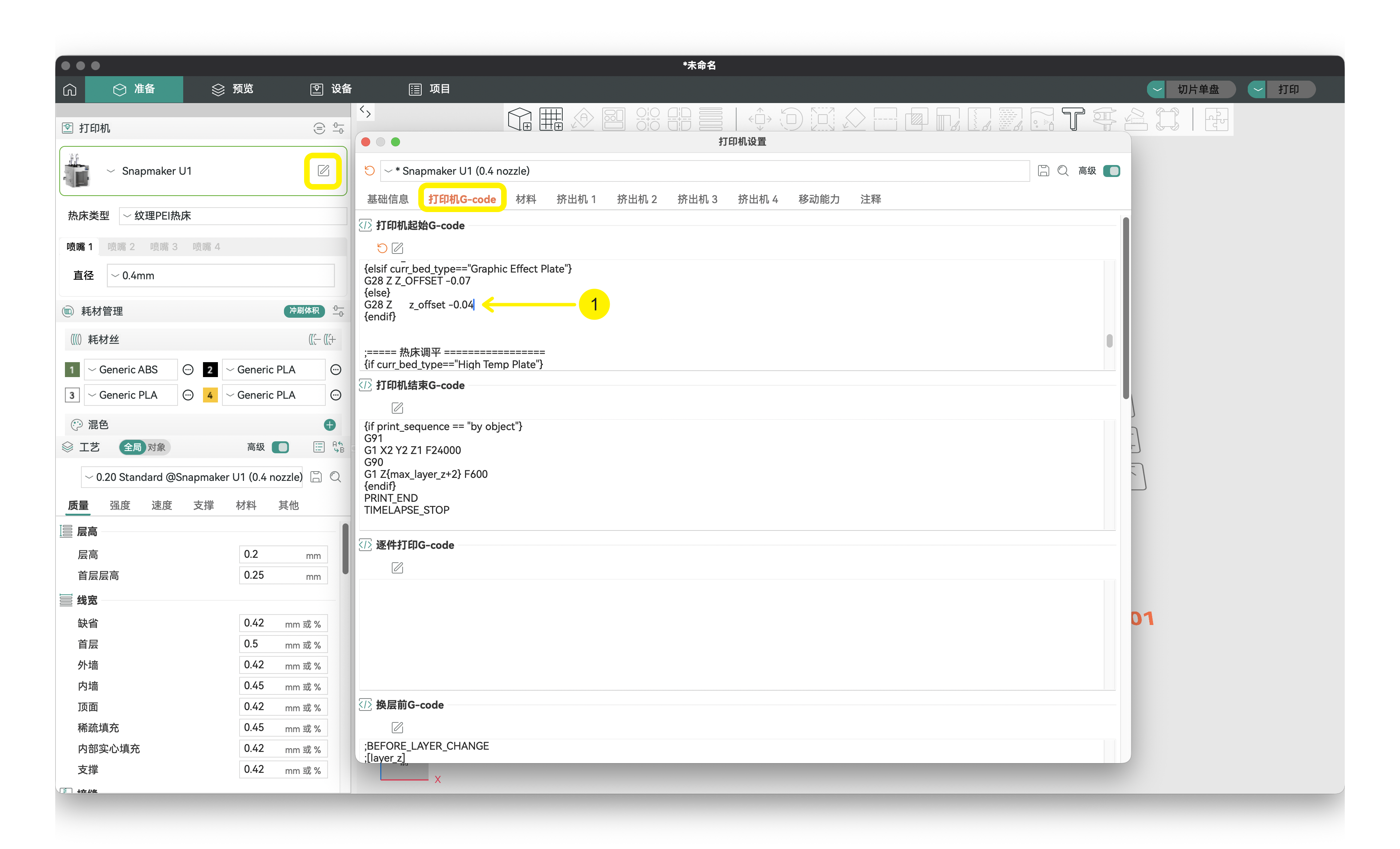
¶ 2. 打印机起始G-code
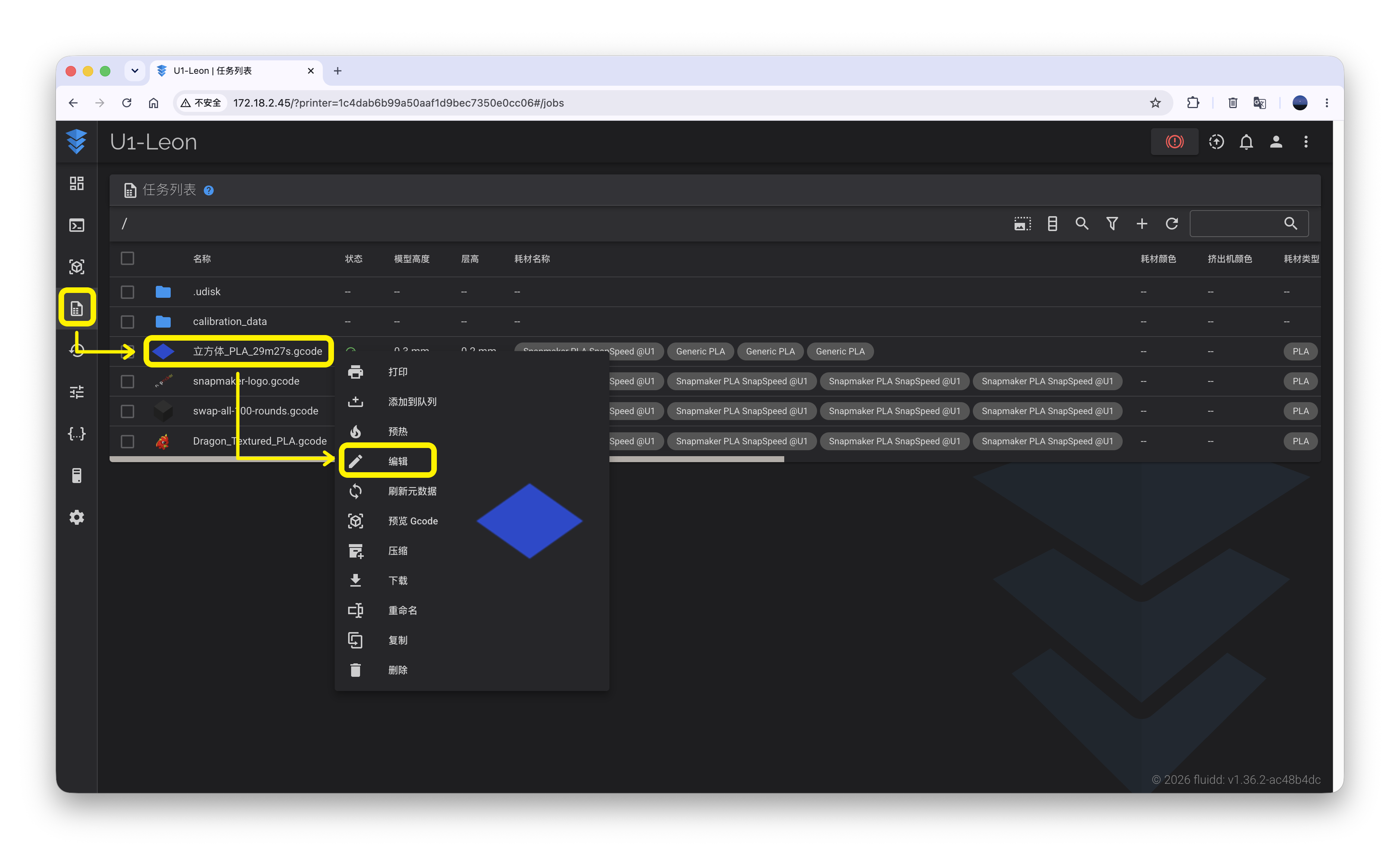
(1) 在Fluidd中打开由Snapmaker Orca生成并上传至U1的gcode。
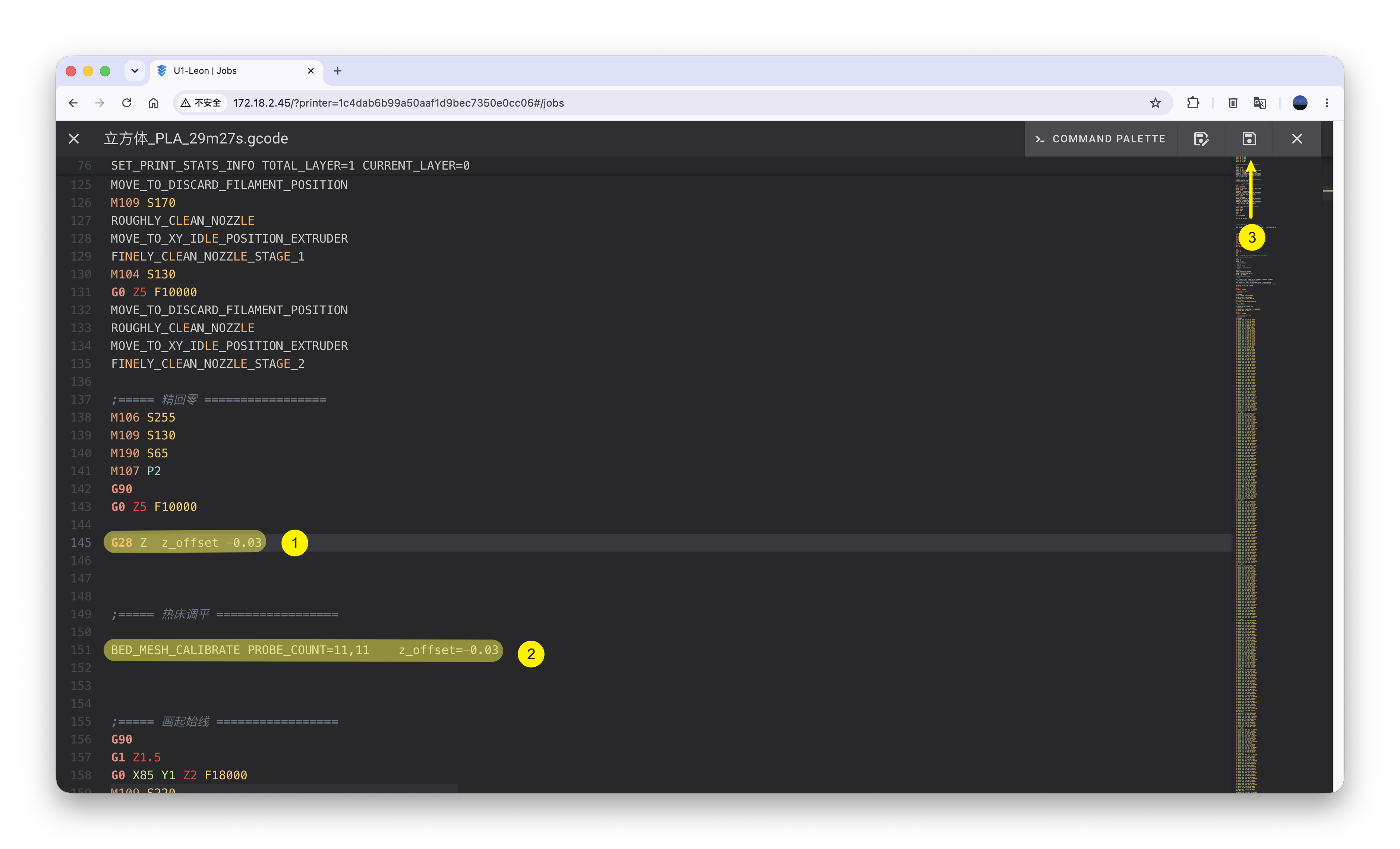
(2) 在第145、151行可找到两行指令:
-
G28 Z:Z方向回零。 -
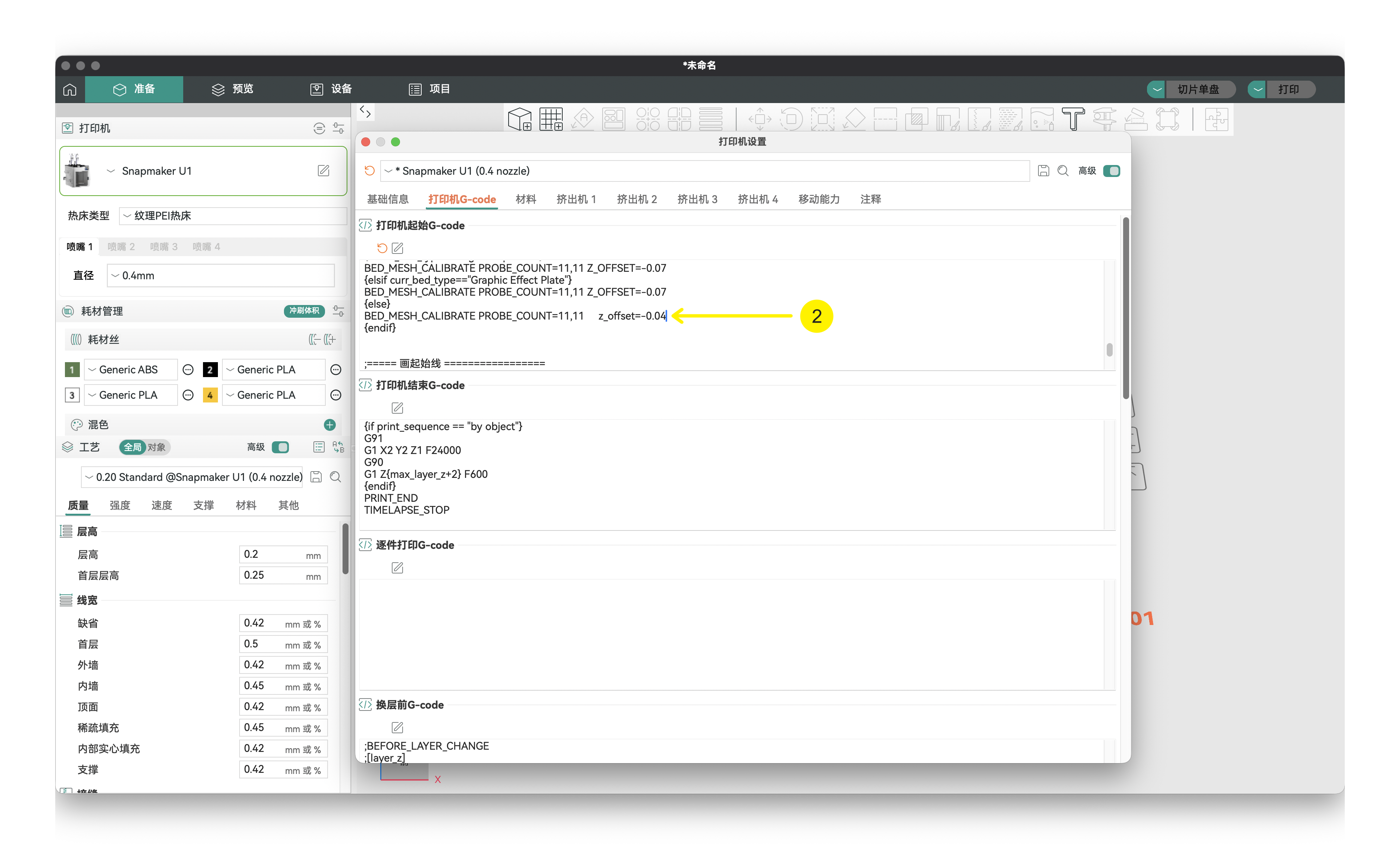
BED_MESH_CALIBRATE PROBE_COUNT=11,11:打印前热床自动调平。
可在这两个位置添加指令以调整Z偏移,比如设定Z偏移为-0.03:
G28 Z后面添加z_offset -0.03。BED_MESH_CALIBRATE PROBE_COUNT=11,11后面添加z_offset=-0.03。
注意 z_offset 和 -0.03 之间,一个是空格,一个是等号。
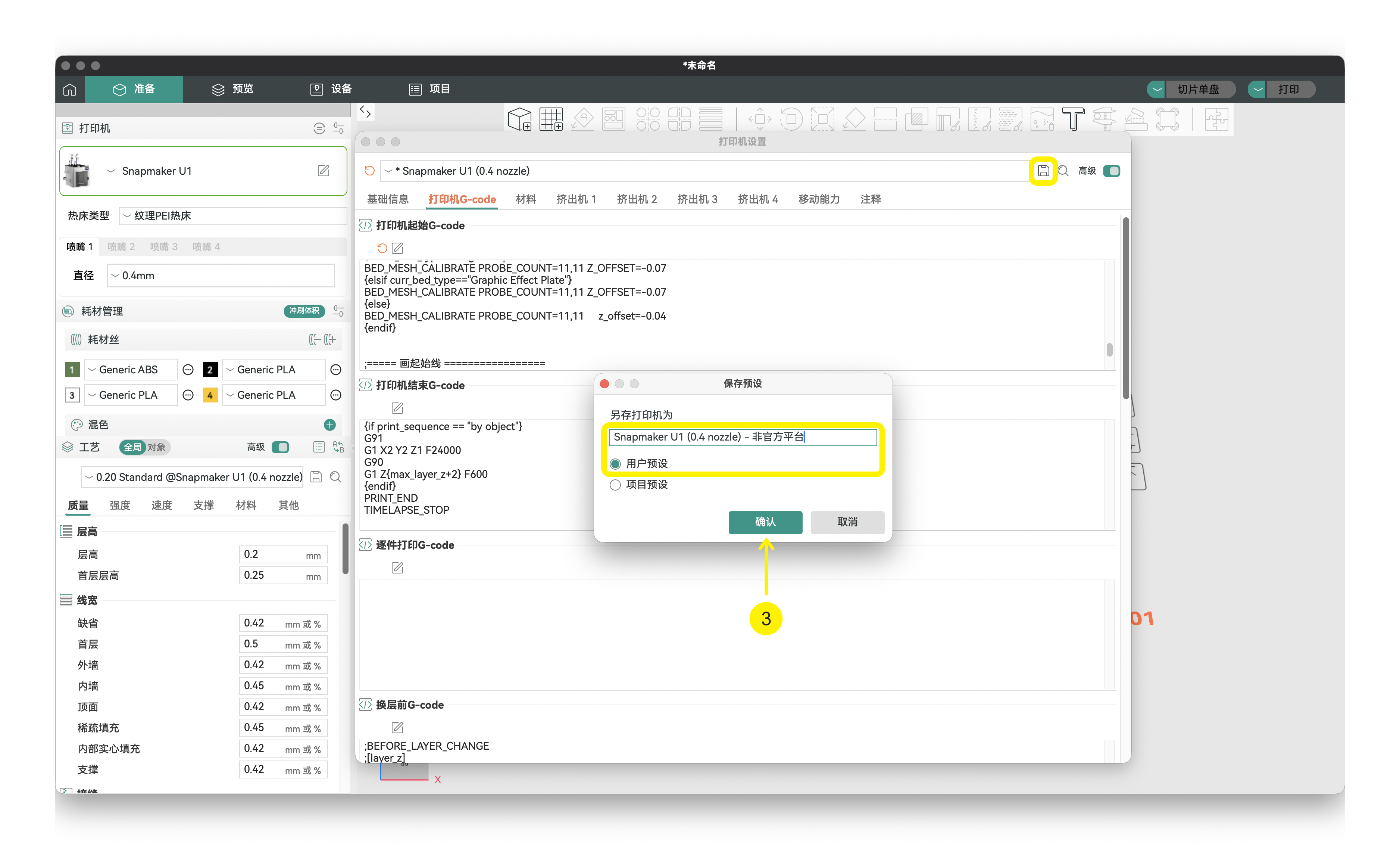
- 保存退出。
- 重新运行该gcode以验证调整Z偏移后的效果。
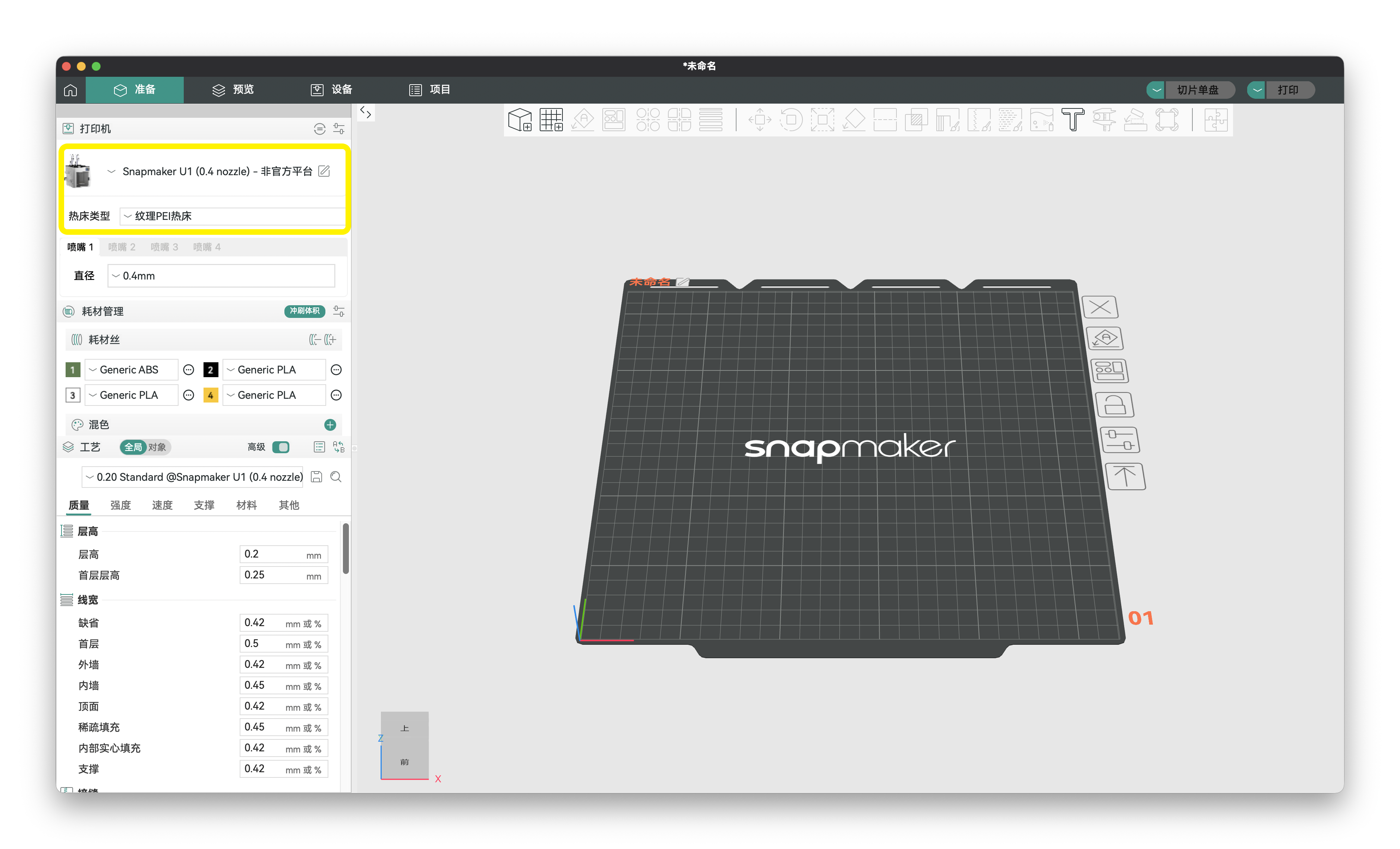
(3) 可将校准后的Z偏移加入机器的起始G-code,另存一个用户预设,后续使用第三方平台打印时,使用该预设完成切片。
如果同时修改了机器配置和打印机起始G-code中的Z偏移,后者优先级更高。