¶ 💡兼容性
本文适用于以下设备,参考时请注意:
- 设备型号:U1
¶ ⏰ 何时使用本指南
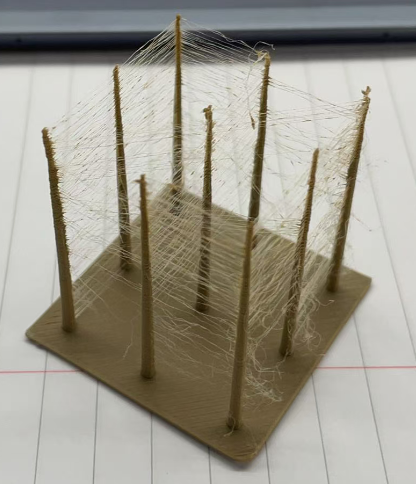
局部拉丝或漏料指打印过程中,耗材在喷嘴移动路径上形成细丝状残留(即 “拉丝”),或发生不受控的耗材溢出(即 “漏料”),导致打印件表面出现丝状粘连、局部凸起等缺陷;严重时可能影响模型的尺寸精度与外观完整性。
¶ 📋 速览卡片
- 难度:⭐⭐☆☆☆
- 预计时间:10-20 分钟
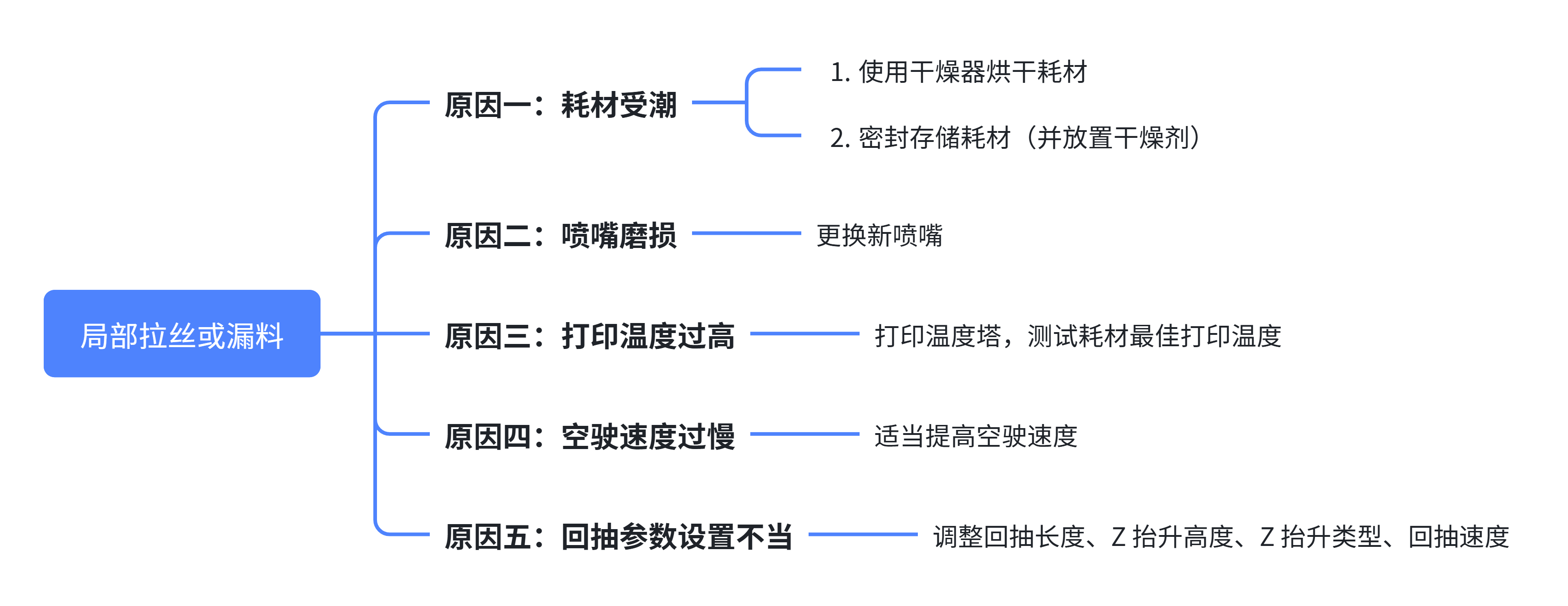
¶ 🔁 排查流程图
¶ ⚠️ 重要提示
- 在进行硬件检查或调整前,请确保设备已完全关机并断电。
¶ 🪄 准备工作
¶ 需要的工具
- H2.0 L 型扳手
- 耗材干燥箱 SnapDryer(按需购买)
¶ 🛠️ 排查步骤
¶ 原因一:耗材受潮
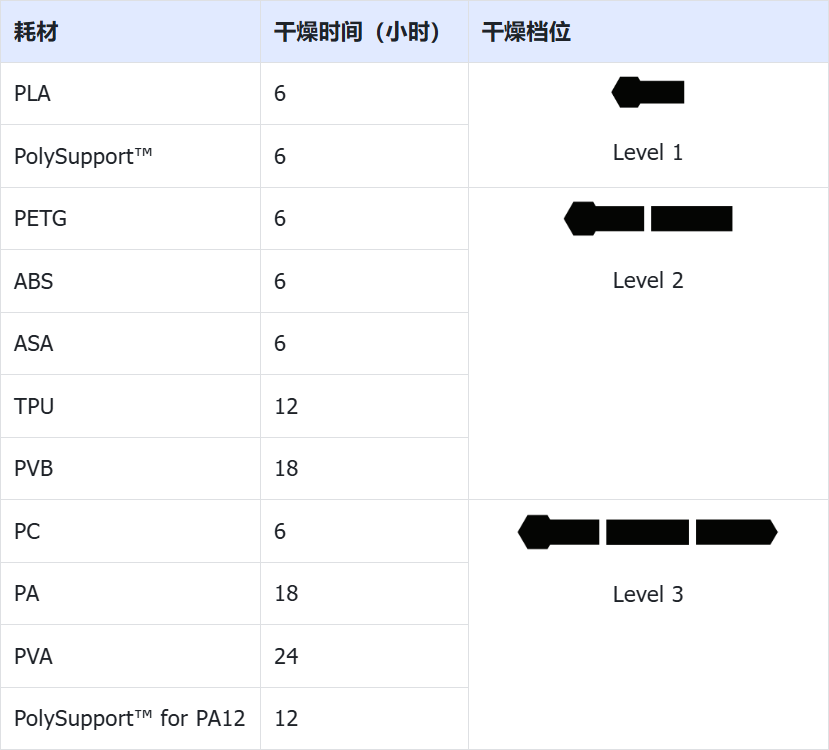
若你使用的是 Snapmaker 官方的耗材干燥箱 SnapDryer,请参考推荐干燥档位和时间将耗材彻底干燥后再进行打印。
耗材干燥箱 SnapDryer 购买渠道:
Snapmaker 天猫旗舰店
Snapmaker 京东旗舰店
若你需要了解 U1 如何搭配 SnapDryer 使用,可观看视频教程 U1 搭配干燥箱使用教程。
已开封耗材应及时放入密封袋或专用密封盒中保存,可放入干燥剂(如硅胶干燥剂)提升防潮效果。
¶ 原因二:喷嘴磨损
若喷嘴磨损,请参阅 U1 热端更换及后续配置完成热端更换。
¶ 原因三:打印温度过高
¶ 1. 打印温度塔,测试耗材最佳打印温度
每款耗材的最佳打印温度可能不同。因此,建议针对你使用的耗材类型完成测试。
- 打开 Snapmaker Orca,切换至
准备。
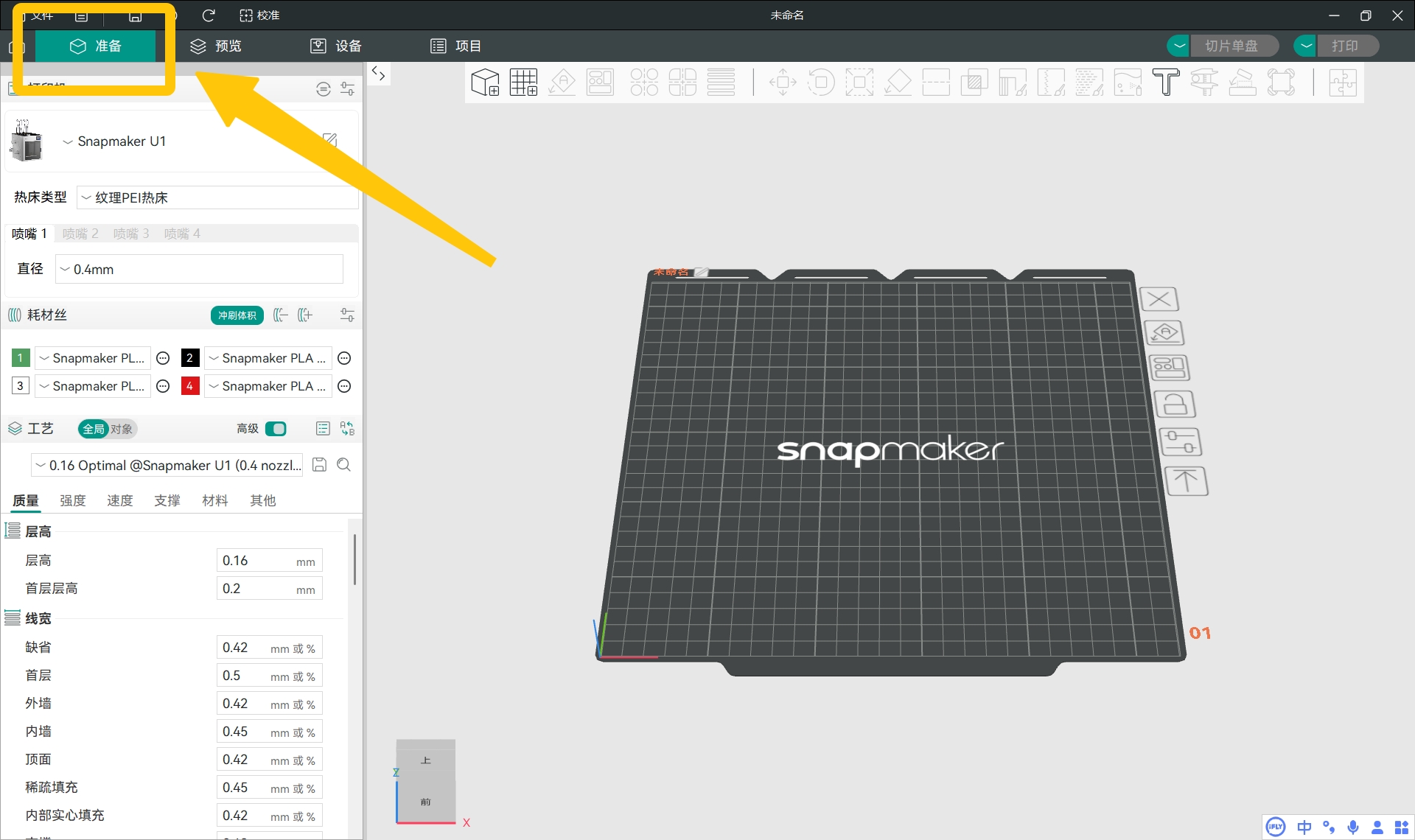
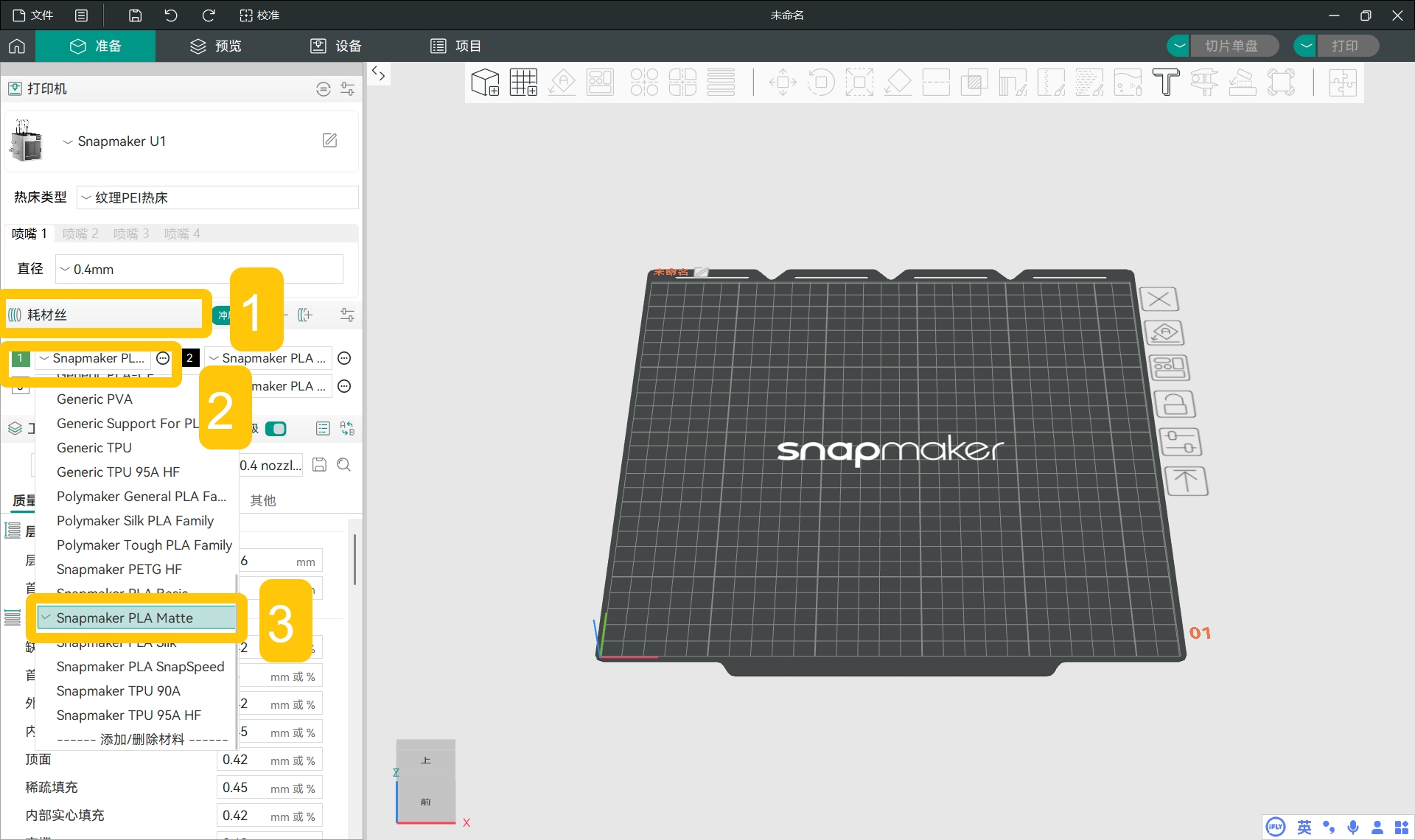
- 在侧边列表的
耗材丝,点击特定耗材名称,在下拉菜单中选择你打印时使用的耗材类型。
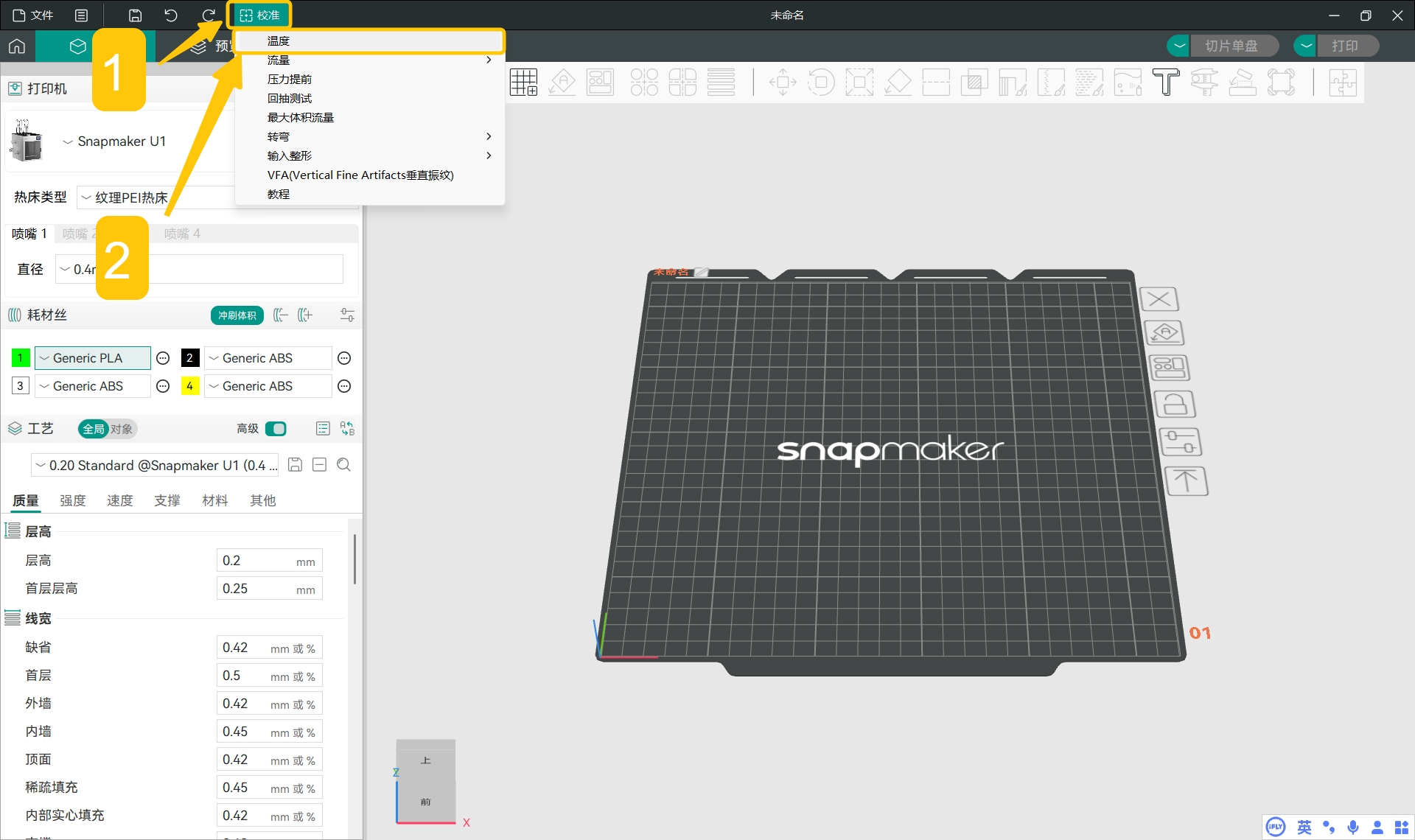
- 在顶部菜单栏,点击
校准>温度。
- 在弹出窗口中,选择你使用的耗材类型,并设置起始温度与结束温度。
Snapmaker Orca 针对不同种类的耗材设置了不同的默认起止温度,你可以直接使用软件预设的起始与结束温度,对你的耗材进行测试与校准。
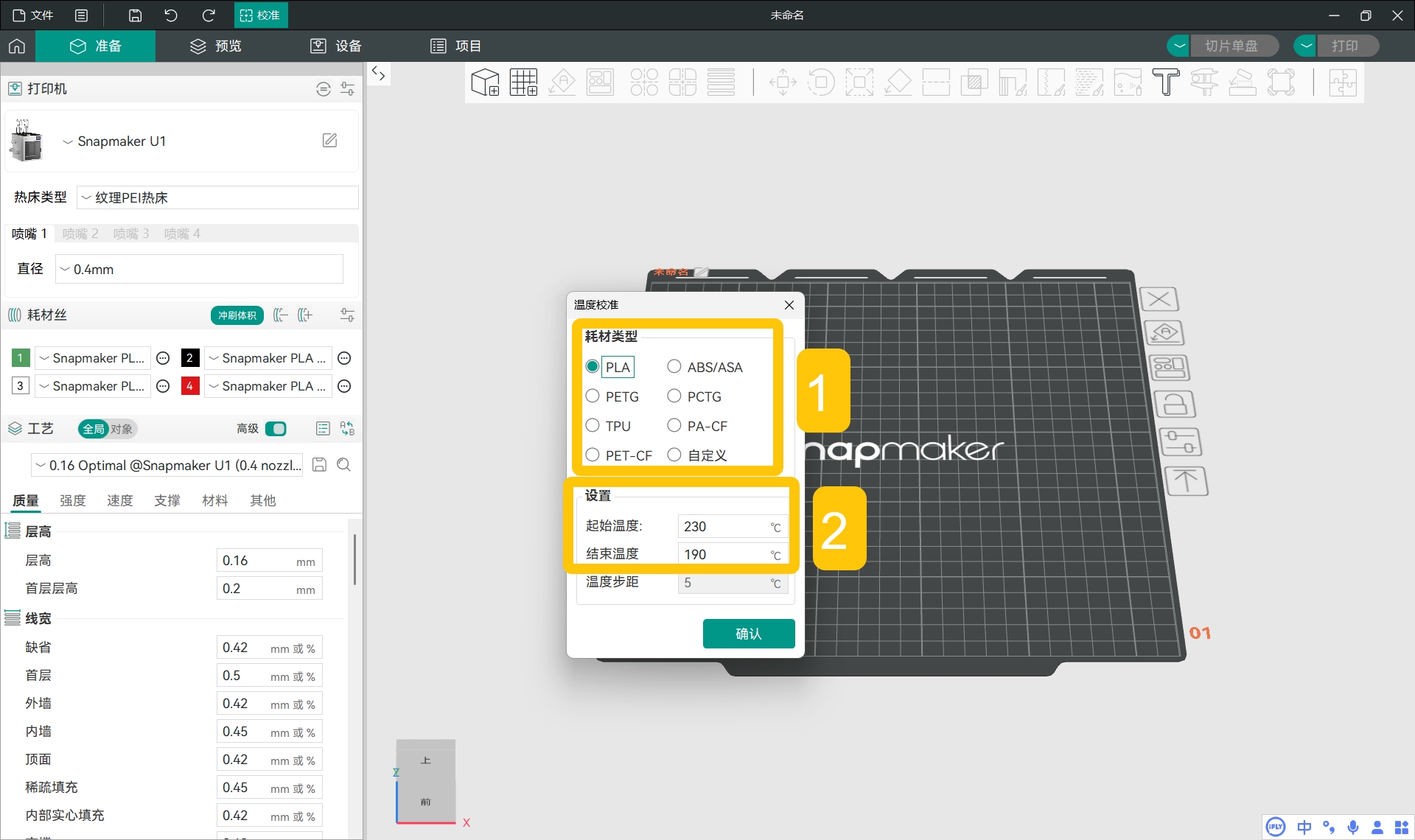
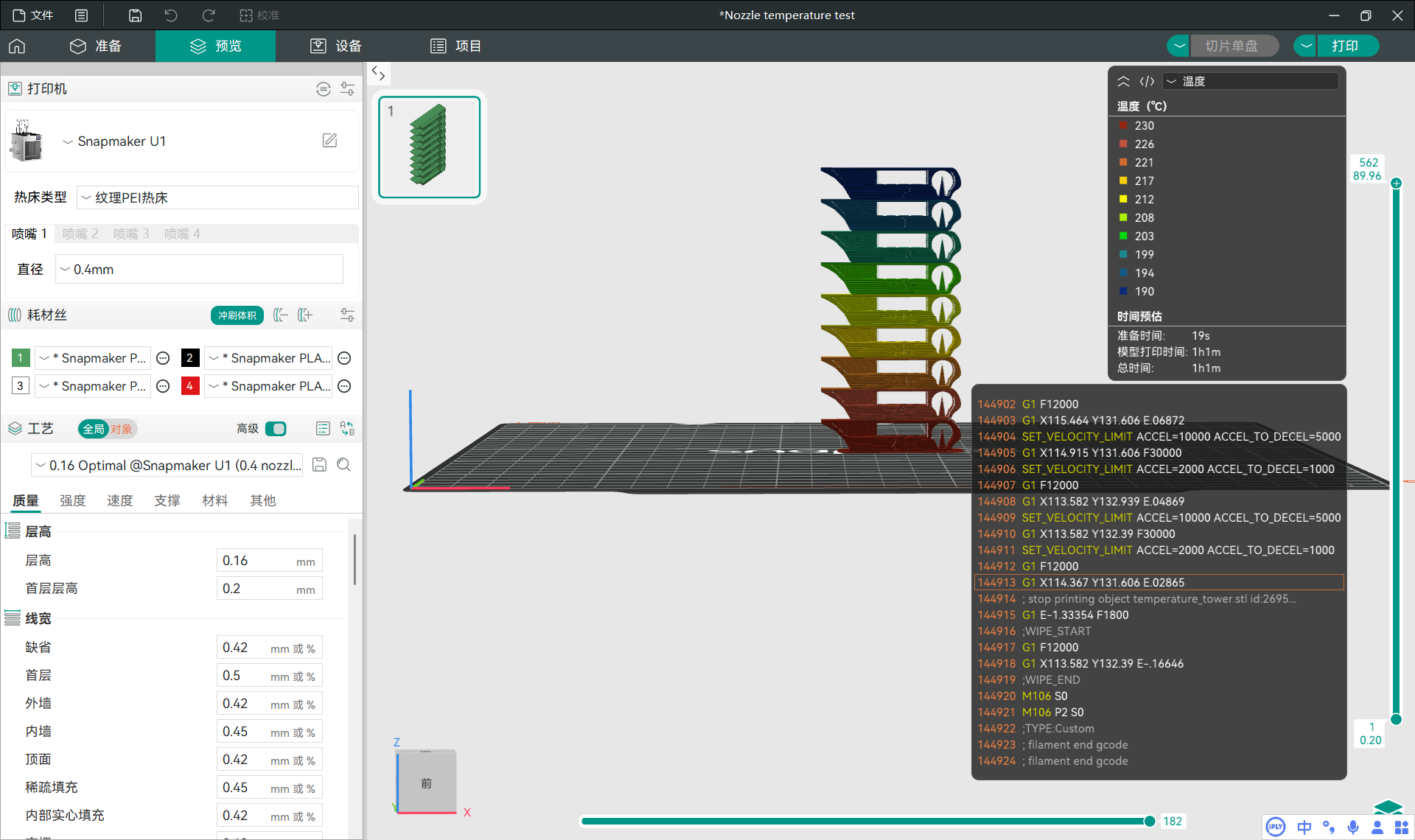
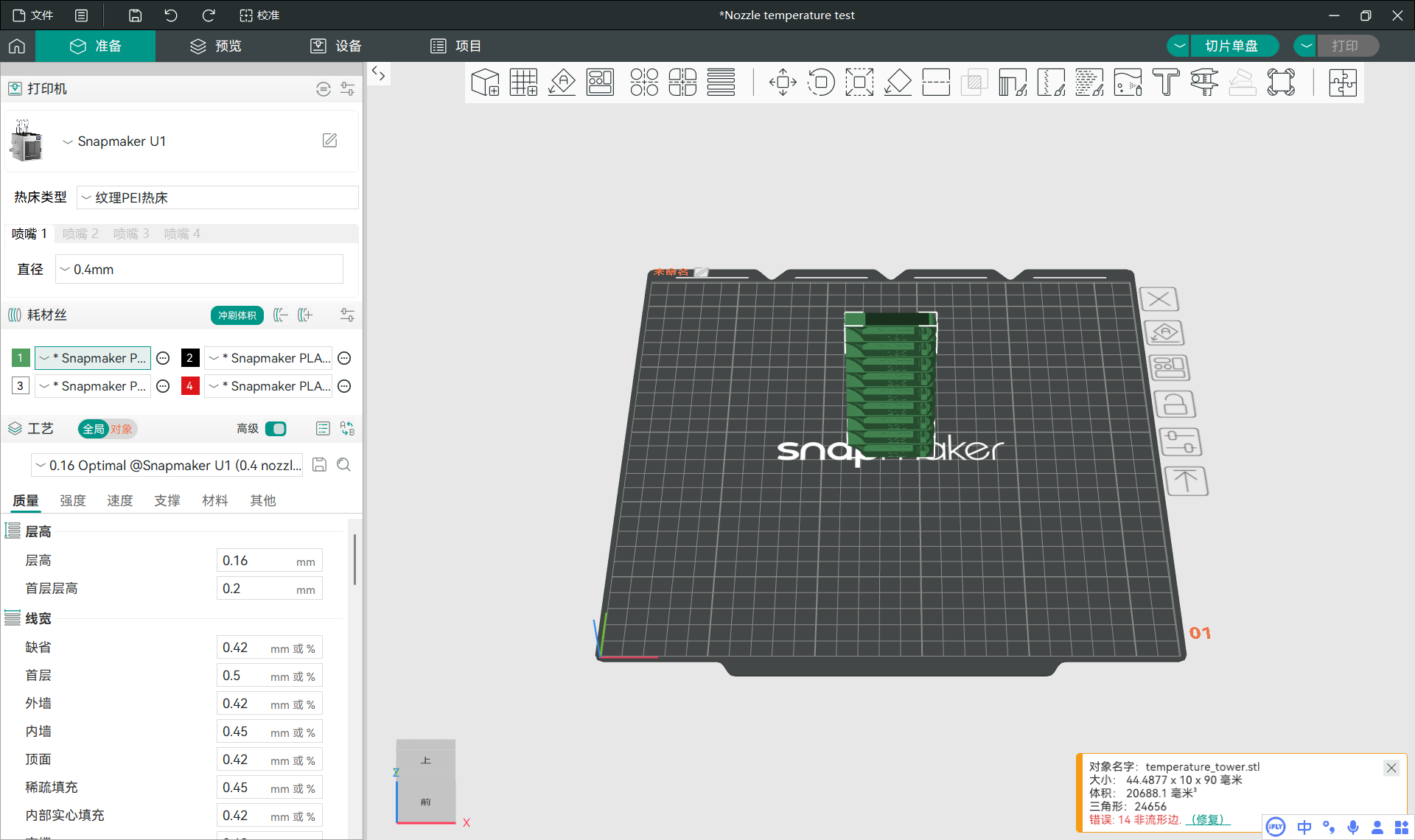
- 点击
确认,软件会自动生成温度塔模型。
温度塔模型:温度塔模型的每一层看起来都一模一样,但是每层设置了不同的打印温度。其每层的温度和之前设置中的起止温度、软件默认的温度步距有关。
因此,温度塔是常见的温度校准工具。你只要观察打印出的温度塔哪一层效果最佳,就可以了解当前耗材的最佳打印温度是多少。
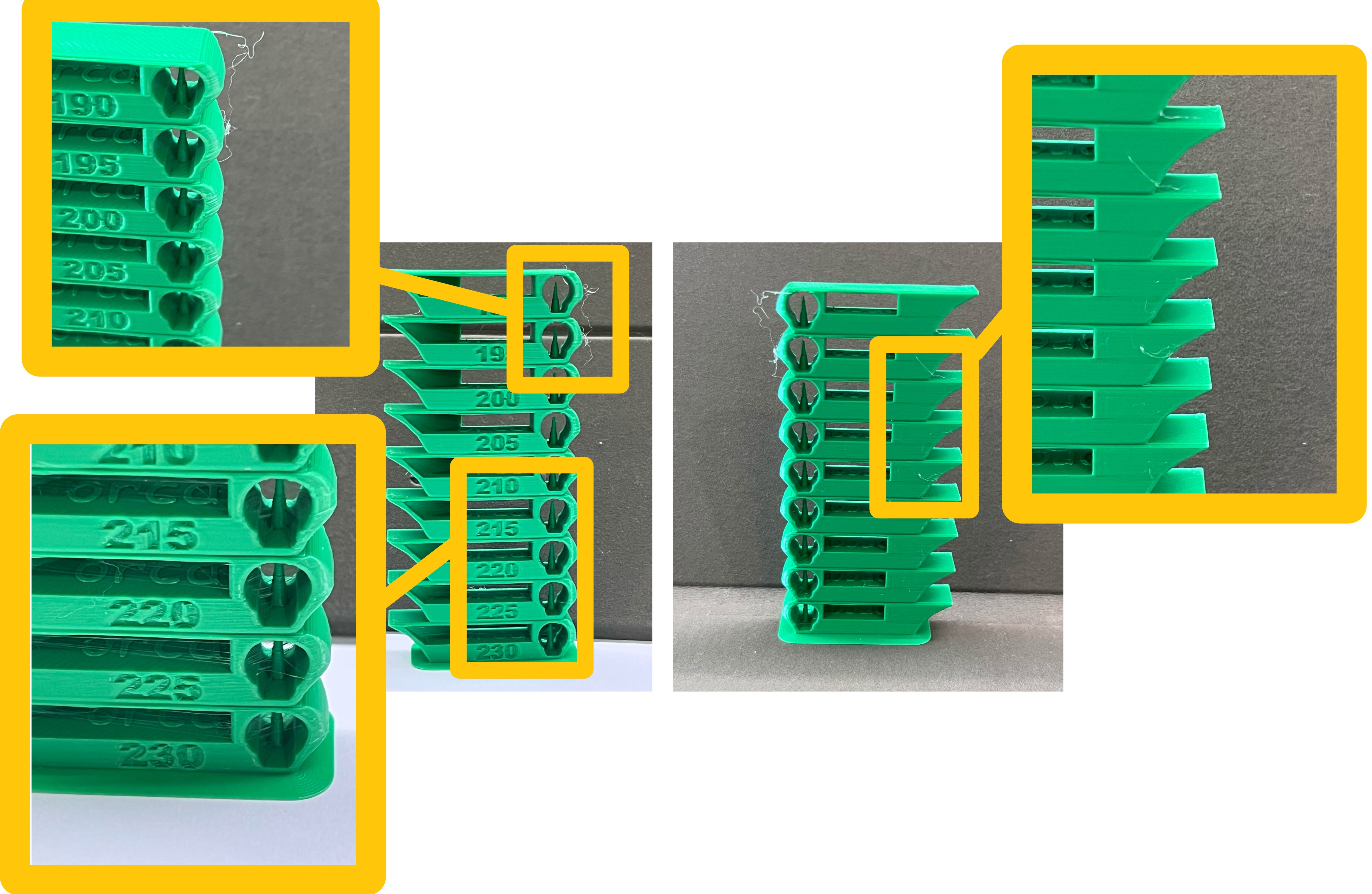
- 使用 U1 打印温度塔模型,并观察成品不同层的打印效果。排除打印质量不佳的层,找到打印效果最好的层,该层所标数字即最佳打印温度(本例中单位:°C)。
例如,如果认为标数为 200 的层打印效果最好,则说明 200°C 为最佳的打印温度。
¶ 2. 为你的模型设置最佳打印温度
-
添加你的项目模型。
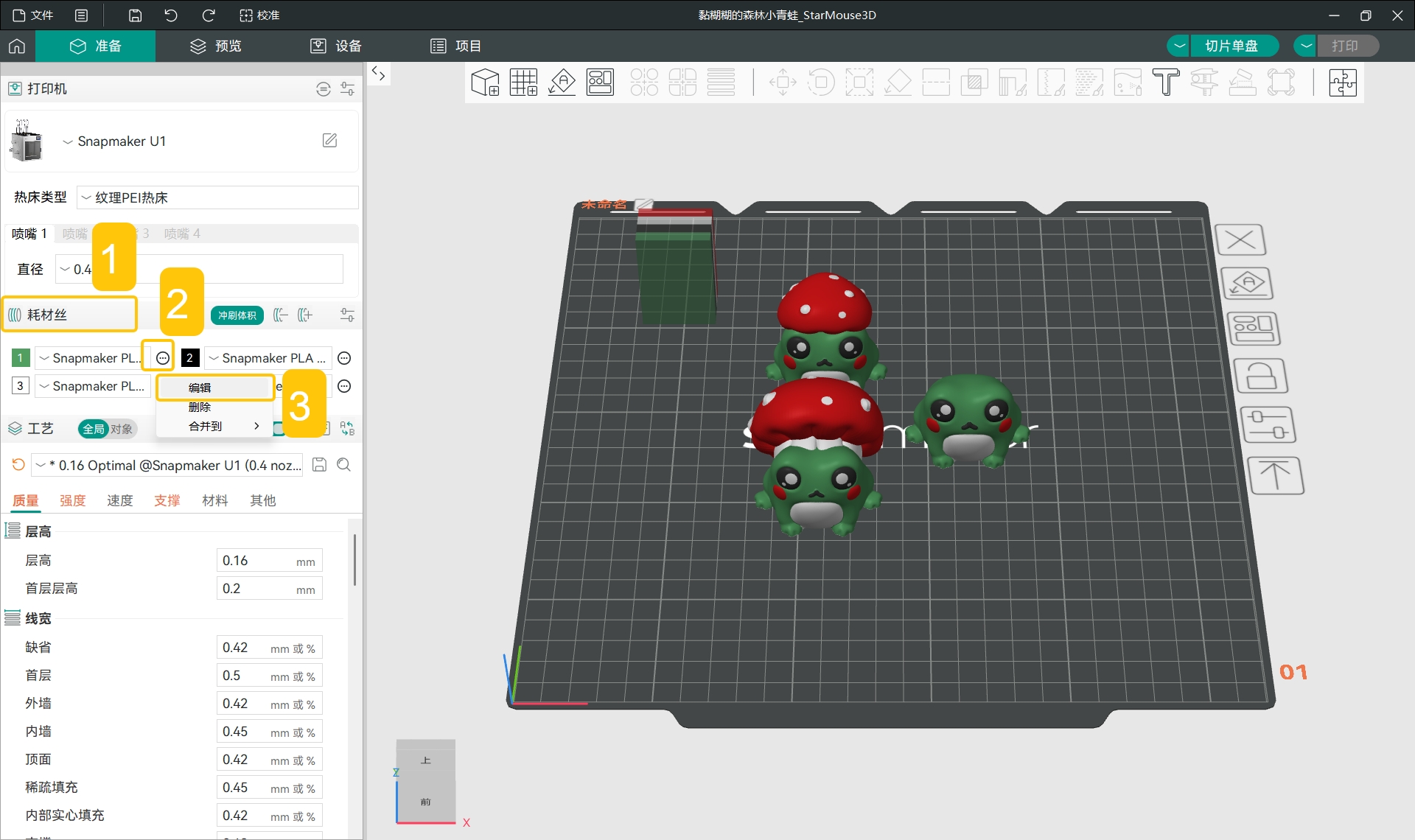
-
在左侧列表的
耗材丝,点击特定耗材右侧的...>编辑。
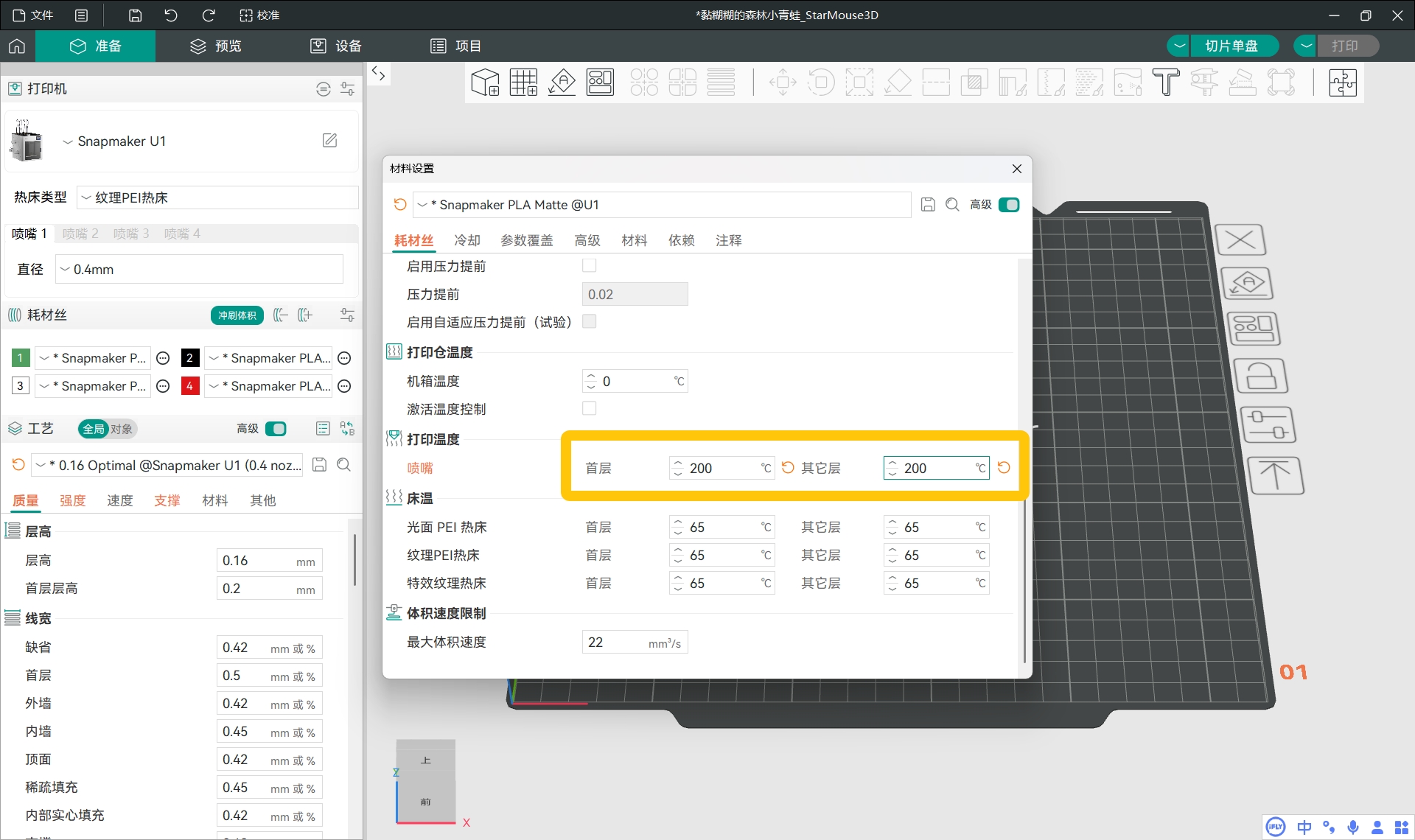
- 在弹出窗口中,找到
耗材丝>打印温度>喷嘴。
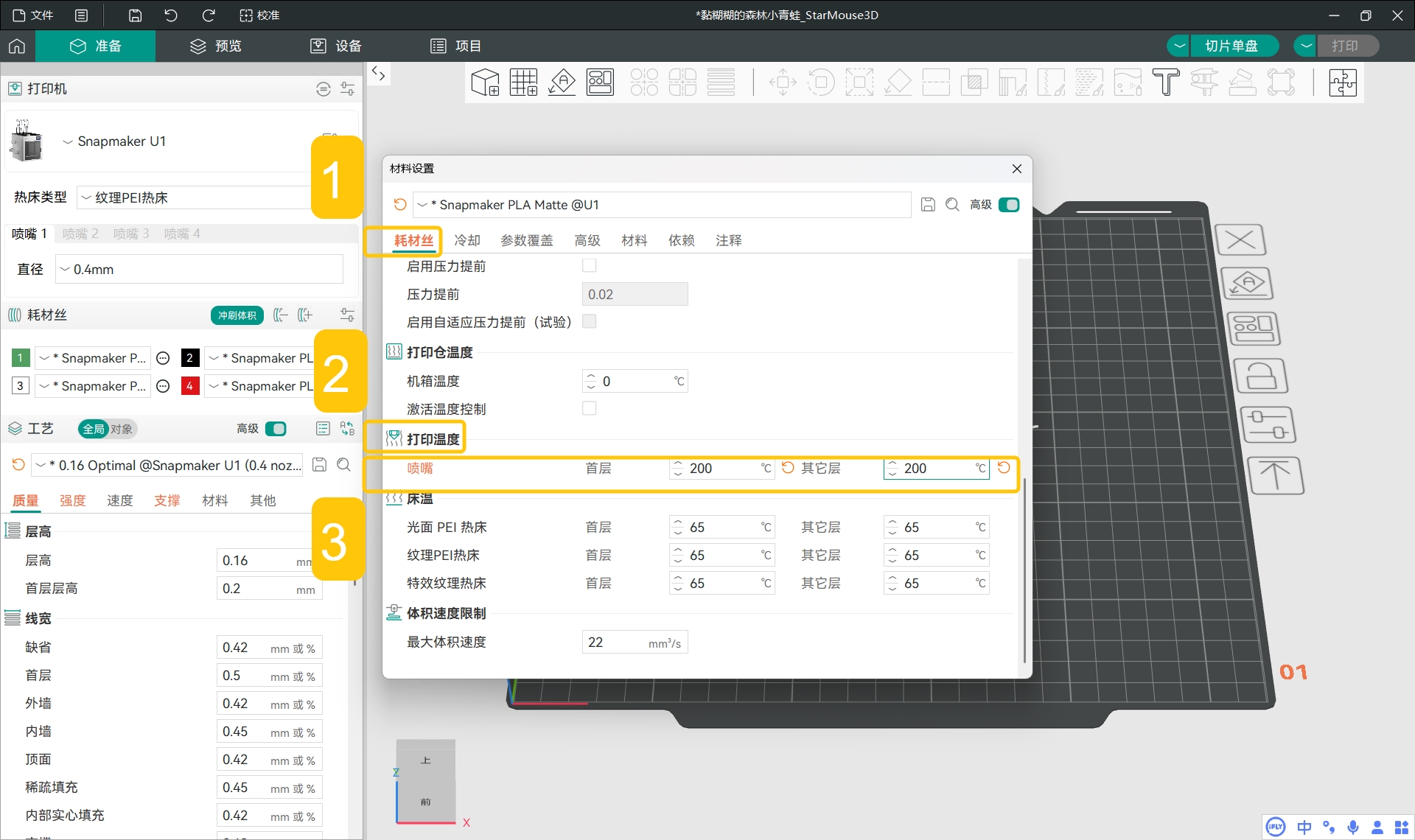
- 设置喷嘴的首层和其他层温度为最佳打印温度。
例如,根据先前例子的测试结果,将首层和其他层温度值设置为 200(本例中单位:°C)。
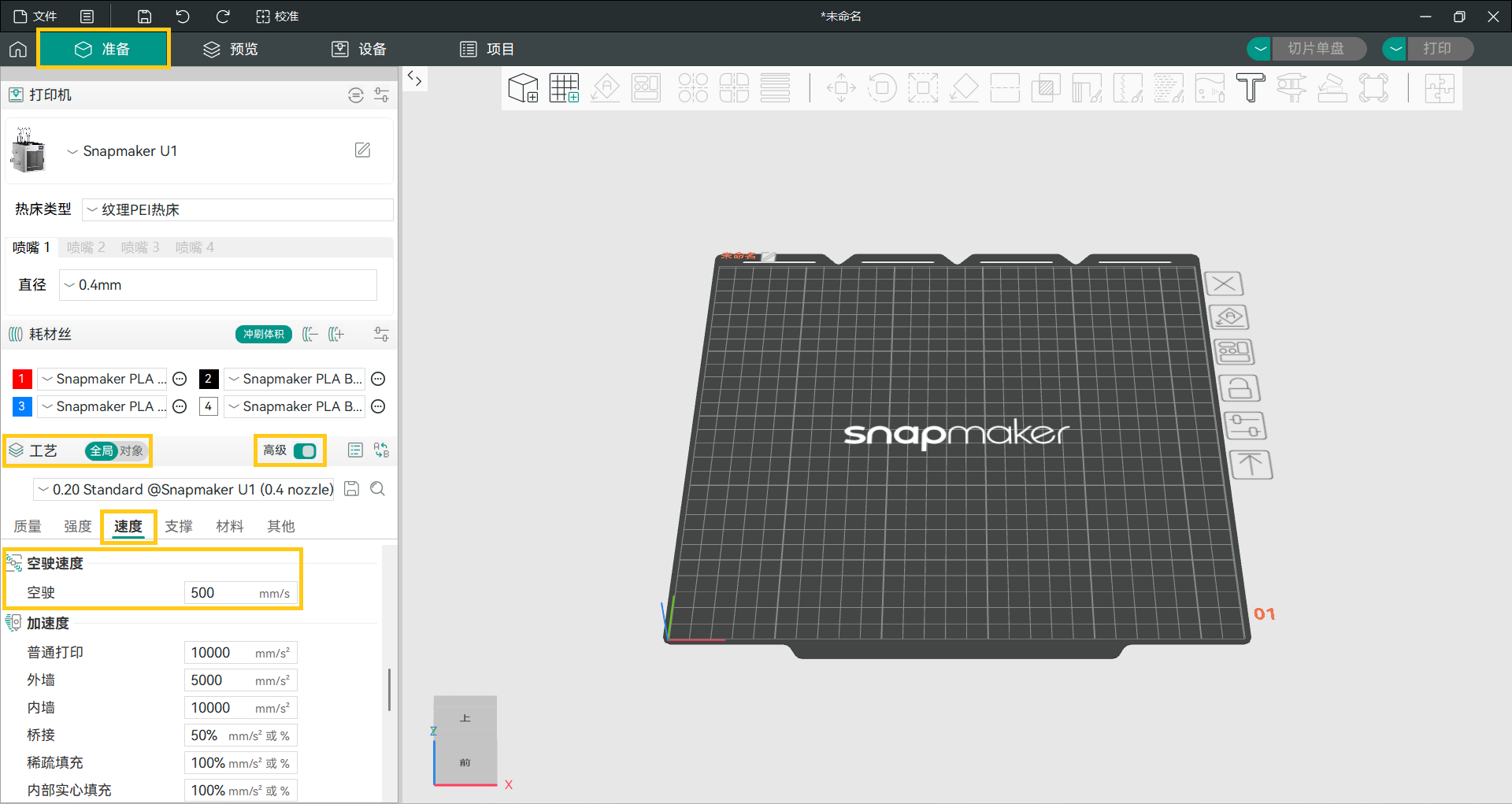
¶ 原因四:空驶速度过慢
切换至准备 > 打开工艺 > 高级 > 找到速度 > 空驶速度,适当提高空驶速度。
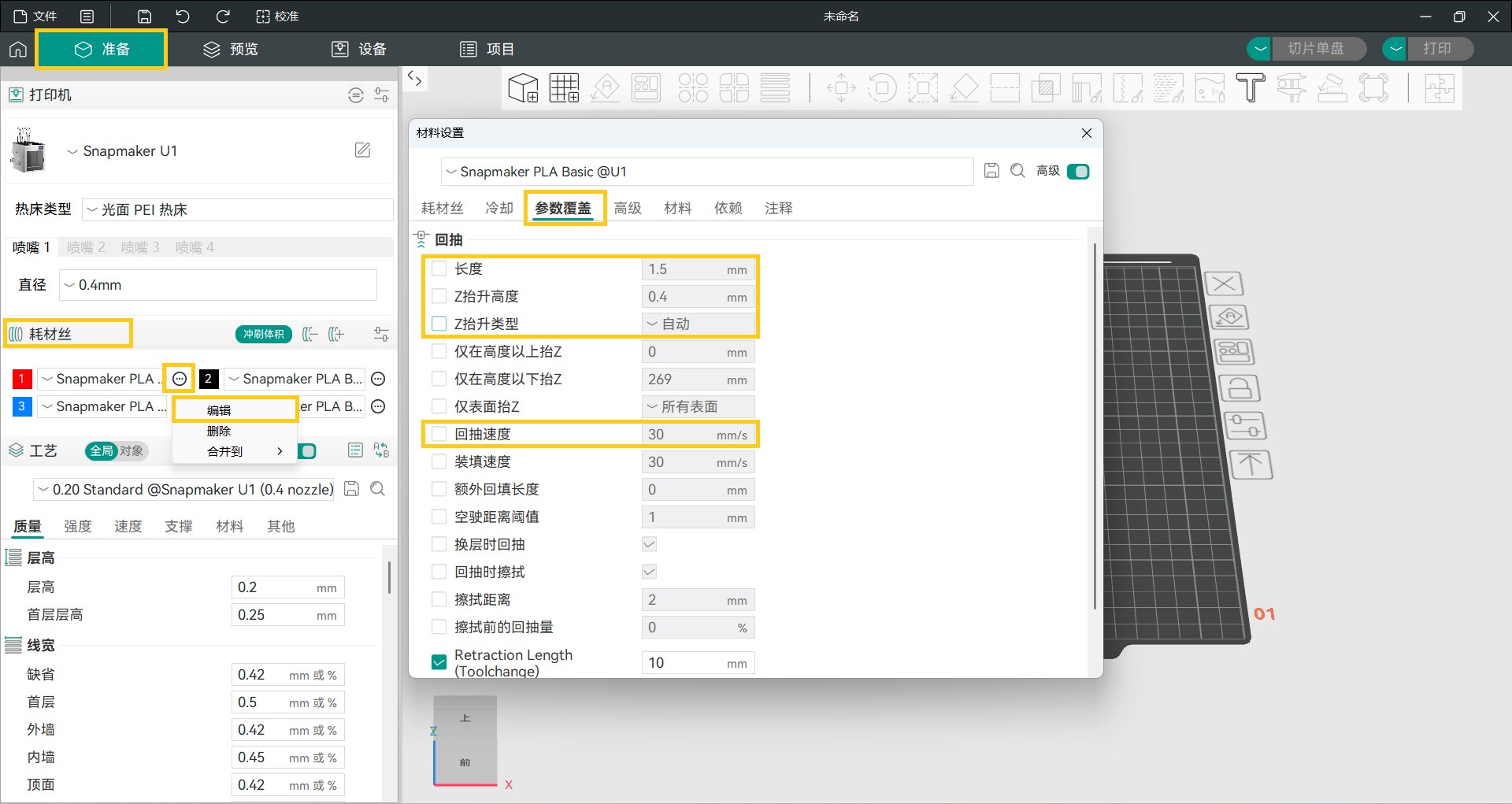
¶ 原因五:回抽参数设置不当
切换至准备 > 在左侧列表的耗材丝,点击特定耗材右侧的... > 编辑 > 在弹出窗口中,找到参数覆盖 > 调整回抽长度、Z 抬升高度、Z 抬升类型、回抽速度。
¶ ✅ 验证方法
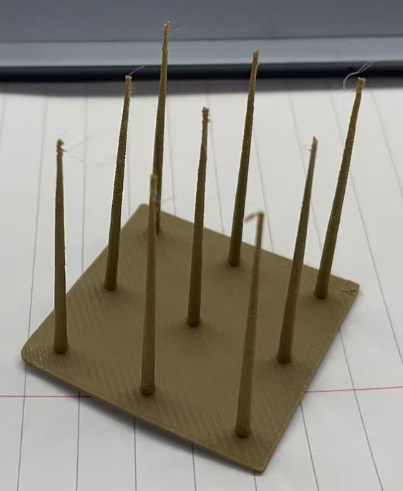
若打印过程中,耗材在喷嘴移动路径上未形成细丝状残留且未发生不受控的耗材溢出,则说明你已找到问题根源并成功解决。
¶ 📚 相关资源
¶ 💬 联系售后
若参考上述步骤仍未解决问题,请搜索并关注微信公众号「Snapmaker 快造科技」,在聊天框右下角点击「服务」> 「售后支持」。请将排查结果及相关图片或视频一并发送给售后技术支持,我们将竭诚相助。