¶ 1. 选型指南
Snapmaker U1 标配 0.4mm 不锈钢热端,你可以根据需求在 Snapmaker 官方商城选购不同口径的硬化钢热端。
| 喷嘴直径 | 0.2mm | 0.4mm | 0.6mm | 0.8mm |
|---|---|---|---|---|
| 喷嘴材质 | 硬化钢 | 硬化钢 | 硬化钢 | 硬化钢 |
| 打印效果 | 极致细节,最佳的表面光洁度 | 标准尺寸模型,打印品质出色,细节清晰 | 打印效果尚可,但小型模型的细节表现不够分明 | 小型模型基础品质打印,层纹较为明显 |
| 推荐耗材 | 适用于无颗粒或碎屑的耗材,如 Pure PLA、PETG、ABS、ASA,等等 | 适用于通用及常规复合耗材,如 PLA、PETG、PVA、ABS、ASA、PC、TPU、PA,等等 | 适用于高流速耗材,如 SnapSpeed PLA、TPU、PETG、PVA、ABS、ASA、PC、PA,等等 | 适用于各类常见耗材,尤其适合低粘度耗材 |
| 推荐设置 | 最佳层高为 0.05-0.12mm,即喷嘴直径的 25-60%,常规推荐设置为 0.1mm | 最佳层高为 0.1-0.3mm,即喷嘴直径的 25%-70%,常规推荐设置为 0.2mm | 最佳层高为 0.15-0.45mm,即喷嘴直径的 25%-70%,常规推荐设置为 0.3-0.4mm | 最佳层高为 0.2-0.6mm,即喷嘴直径的 25%-70%,常规推荐设置为 0.4-0.5mm |
| 应用场景 | 微型模型、精致徽标、精细文字、模具等 | 玩具、机械部件、装饰性物品等 | 大型结构件、家用功能部件、工业或工程部件、高强度模型等 | 大型结构件、家用功能部件、工业或工程部件、高强度模型等 |
| 最大打印温度 | 300°C | 300°C | 300°C | 300°C |
硬化钢热端适用于含有硬颗粒的磨损性耗材,而不锈钢热端适用于大多数不含纤维或者颗粒的非磨损性通用耗材。
喷嘴与耗材的兼容性
| 品牌 | 类别 | 系列 | 0.2mm | 0.4mm | 0.4mm(不锈钢) | 0.6mm | 0.8mm |
|---|---|---|---|---|---|---|---|
| Snapmaker | PLA | Basic | ✔ | ✔ | ✔ | ✔ | ✔ |
| Snapmaker | PLA | SnapSpeed | ✔ | ✔ | ✔ | ✔ | ✔ |
| Snapmaker | PLA | Matte | ✔ | ✔ | ✔ | ✔ | ✔ |
| Snapmaker | PLA | Silk | ✔ | ✔ | ✔ | ✔ | ✔ |
| Snapmaker | PETG | HF | ✔ | ✔ | ✔ | ✔ | ✔ |
| Snapmaker | TPU | 95A HF | / | ✔ | ✔ | ✔ | ✔ |
| Snapmaker | TPU | 90A | / | ✔ | ✔ | ✔ | ✔ |
兼容性说明:暂不支持在同一打印任务中混用不同口径的热端。
不推荐 0.2mm 硬化钢热端打印 TPU 95A HF,建议使用 0.4mm 及以上规格。
¶ 2. 热端更换
请参阅 U1 热端更换指引完成热端更换。
视频教程 “陶瓷加热片和 NTC 热敏电阻更换教程” 包含更换热端相关内容,你也可以选择观看视频。
¶ 3. 固件配置
固件版本要求:V1.3.0 或更高版本。请通过触控屏进行本地更新,或前往 U1 固件更新日志下载所需版本。
更换热端后,你需要在触控屏上进行以下操作——
- 设置喷嘴直径:在触控屏主界面点击进入设置页,依次点击
设备维护>执行头信息。




若喷嘴直径与切片文件设置不一致,触控屏将弹窗提醒。
- 重新进行校准:在触控屏主界面点击进入设置页,点击
设备校准,重新进行多头偏移校准与热床调平。


如需观看多头偏移校准与手动调平的视频教程,请前往多头偏移校准 | 回零校准/手动调平教程。
- 进行动态流量校准:在触控屏开始任一打印任务前,在主界面依次点击
开始>下一步>挤出流量校准,然后启动打印。

如需观看动态流量校准的视频教程,请前往动态流量校准。
若你使用的是 0.2mm 热端,此时动态流量补偿不可靠,因此不推荐进行动态流量校准。
¶ 4. 软件配置
Snapmaker Orca 版本要求:V2.3.1 或更高版本。请通过软件内置的更新检测功能进行升级,或访问 Snapmaker 官网,亦可在 Snapmaker Orca 更新日志中下载所需版本。
更换热端后,你需要在 Snapmaker Orca 上进行以下操作——
参考 Snapmaker Orca 快速入门指南(适用于 U1),确保 Snapmaker Orca 已连接至打印机,点击同步喷嘴信息即可将打印机的喷嘴直径同步至软件。
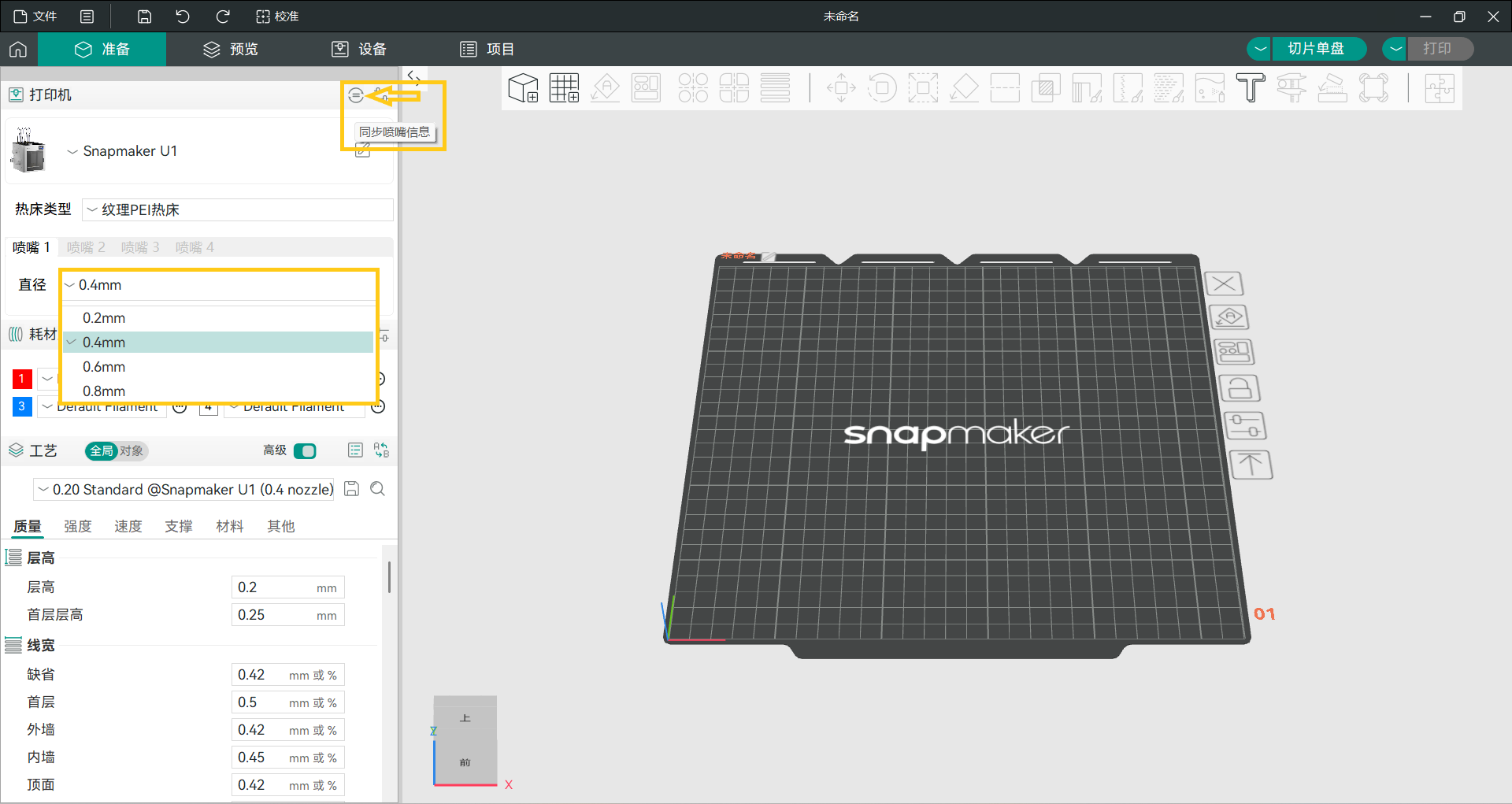
若 Snapmaker Orca 切片所使用的喷嘴直径与打印机触控屏上设置的喷嘴直径不一致,打印任务将无法进行。
你也可以手动选取相应的喷嘴直径进行切片,完成设置后,工艺配置包将自动适配。
¶ 5. 常见问题
