首次打印前,我们为你准备了 U1 视频教程,可以帮助你更顺利地完成初始配置和打印。
¶ 1. 固件升级
为保证设备性能,请将固件升级至最新版本(请以 U1 固件更新日志为准,更新方法可参考 U1 固件更新方法)。
以 V1.0.0 为例,你可以在触控屏设置页面检查固件版本:

¶ 2. 装载耗材
2.1 选择你需要的耗材,将它们悬挂在料架上。

2.2 通过自动进料或手动进料,完成耗材的装载。
U1 支持自动进料和手动进料两种进料模式。
当使用硬质耗材或 95A 及以上柔性耗材时,可优先采用自动进料;当使用 95A 以下的柔性耗材时,需进行手动进料。
¶ 3. 打印测试
校准完成后,尝试打印一个四色测试件。用手触摸测试件表面,通过是否有凹凸感来判断对齐情况。

¶ 1. 导入模型
¶ 1.1 准备模型文件
3D 打印的第一步,是为打印机准备一份精确的 “数字蓝图”,也就是 3D 模型文件。你可以从国内外知名的 3D 模型分享社区和资源网站获取你喜欢的模型,也可以自行使用 3D 建模软件,绘制独一无二的创意模型。
¶ 1.2 了解切片软件
Snapmaker Orca 是一款基于 Orca,专门为 Snapmaker 3D 打印机定制开发的切片软件。点击查看 Snapmaker Orca 更新日志并下载最新版本。
打开 Snapmaker Orca,你将看到如下界面:
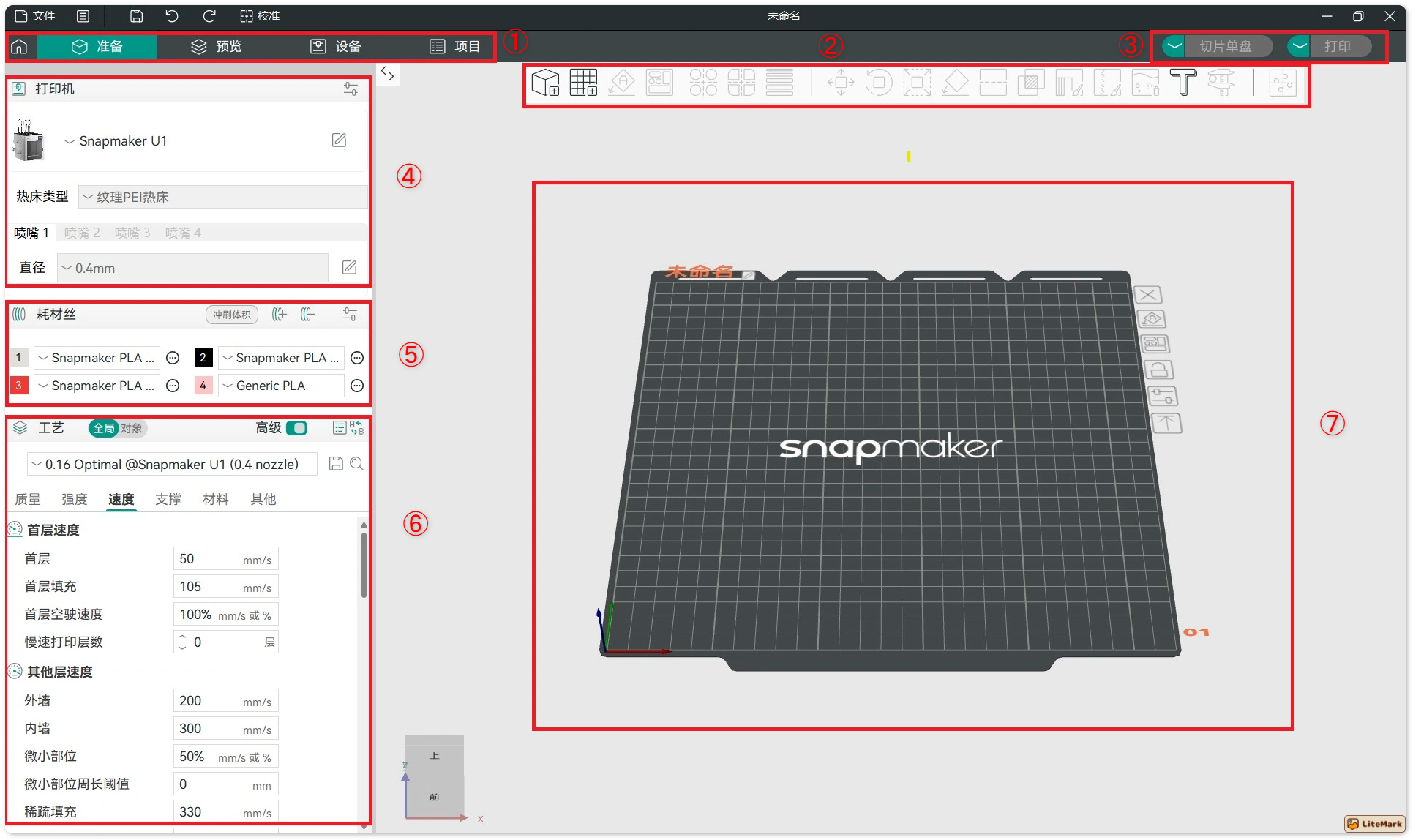
① 标签栏:分为首页、准备、预览、设备和项目共 5 个页面。
② 工具栏:涵盖添加模型、移动、涂色、测量等一系列功能按钮。
③ 执行栏:用于执行切片、生成 G-code 和发起打印任务。
④ 打印设备:可配置打印机型号和各挤出机的具体参数。
⑤ 耗材列表:可添加和删除不同类型的耗材,支持手动配置耗材的打印参数。
⑥ 工艺设置:用于调整模型的各种参数,以优化打印质量、速度和强度等方面的表现。
⑦ 模型展示:展示 3D 模型的核心区域,支持旋转、平移和缩放。
¶ 1.3 导入 3D 模型
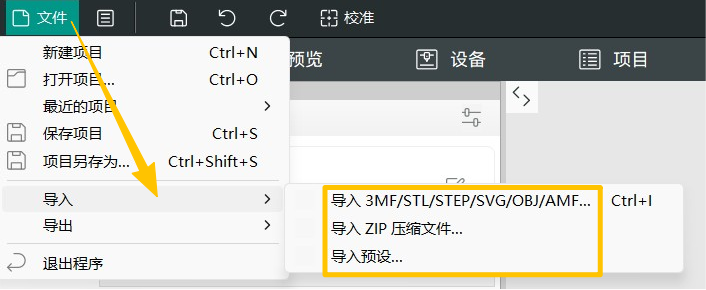
接下来,就可以将准备好的模型文件导入到切片软件中,开启实际的打印准备工作了。目前,Snapmaker Orca 支持以下两种模型导入方式:
- 方法一:直接将模型文件拖拽至软件界面;
- 方法二:点击
文件>导入,选择相应文件进行本地导入。
¶ 2. 基础处理
¶ 2.1 选择打印机
机型选择 Snapmaker U1,喷嘴直径默认为 0.4mm,同时搭配纹理 PEI 热床。如需切换机型,点击右侧下拉图标,在列表中选择与你的打印机相匹配的机型。

¶ 2.2 耗材映射
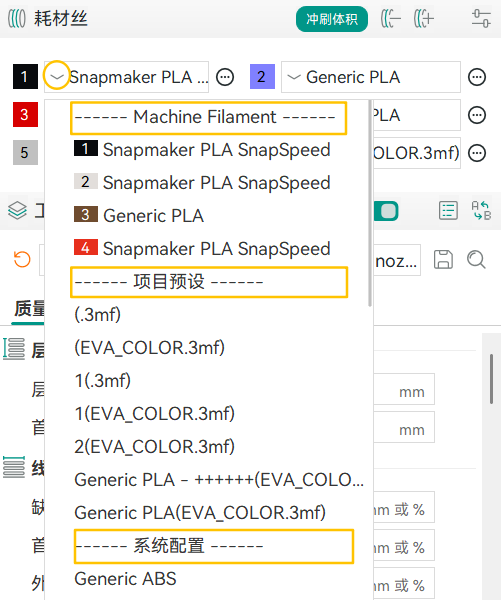
导入模型后,点击耗材右侧的下拉箭头,可以看到 Machine Filament(实际挂机耗材)、项目预设(模型自带的耗材类型)和系统配置(官方配置的耗材类型)。在开始打印前,需要设定此处的耗材属性与打印机的耗材一致,否则可能出现炒面、混色等打印质量问题。
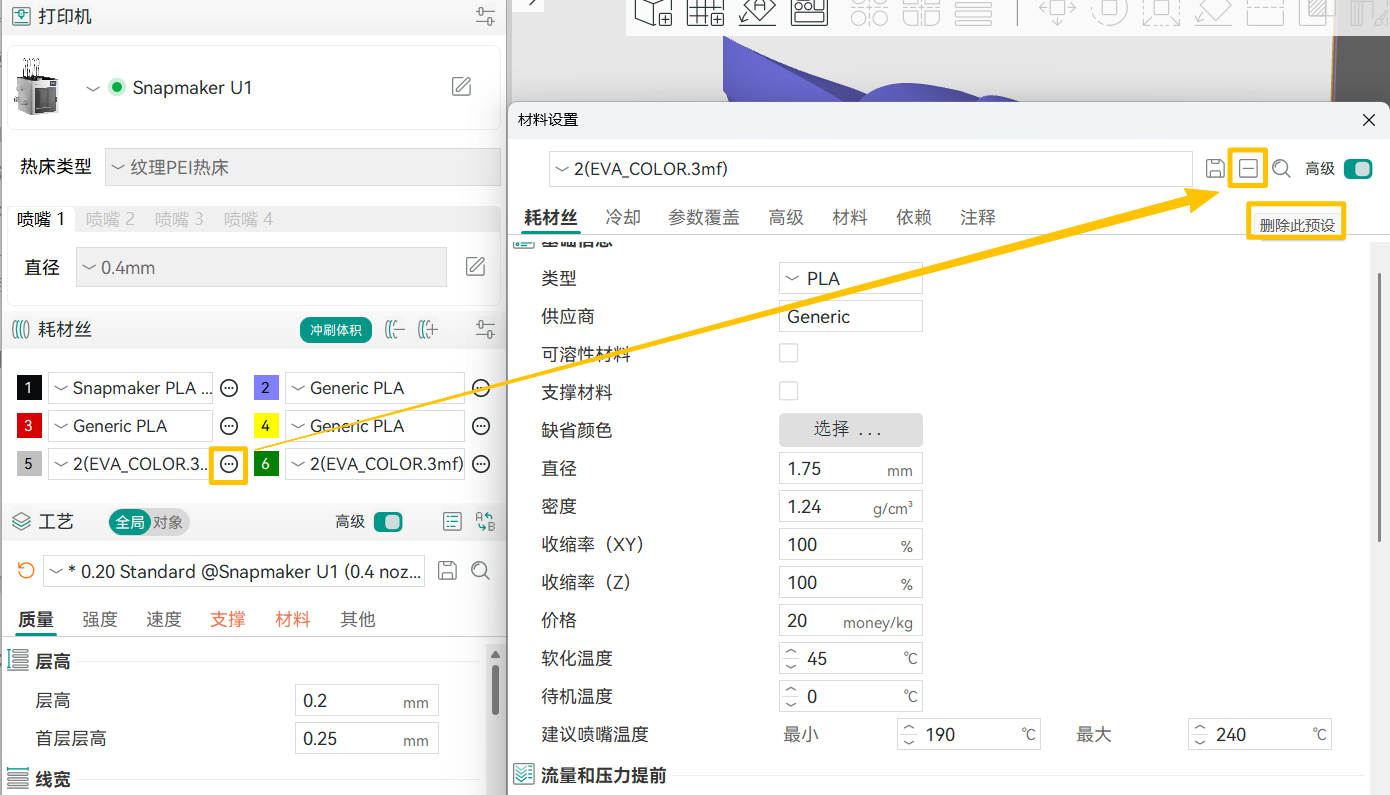
若要删除某一项目预设,点击右侧的更多选项 >
编辑> 点击➖图标,即可移除所选预设。
¶ 2.3 模型涂色
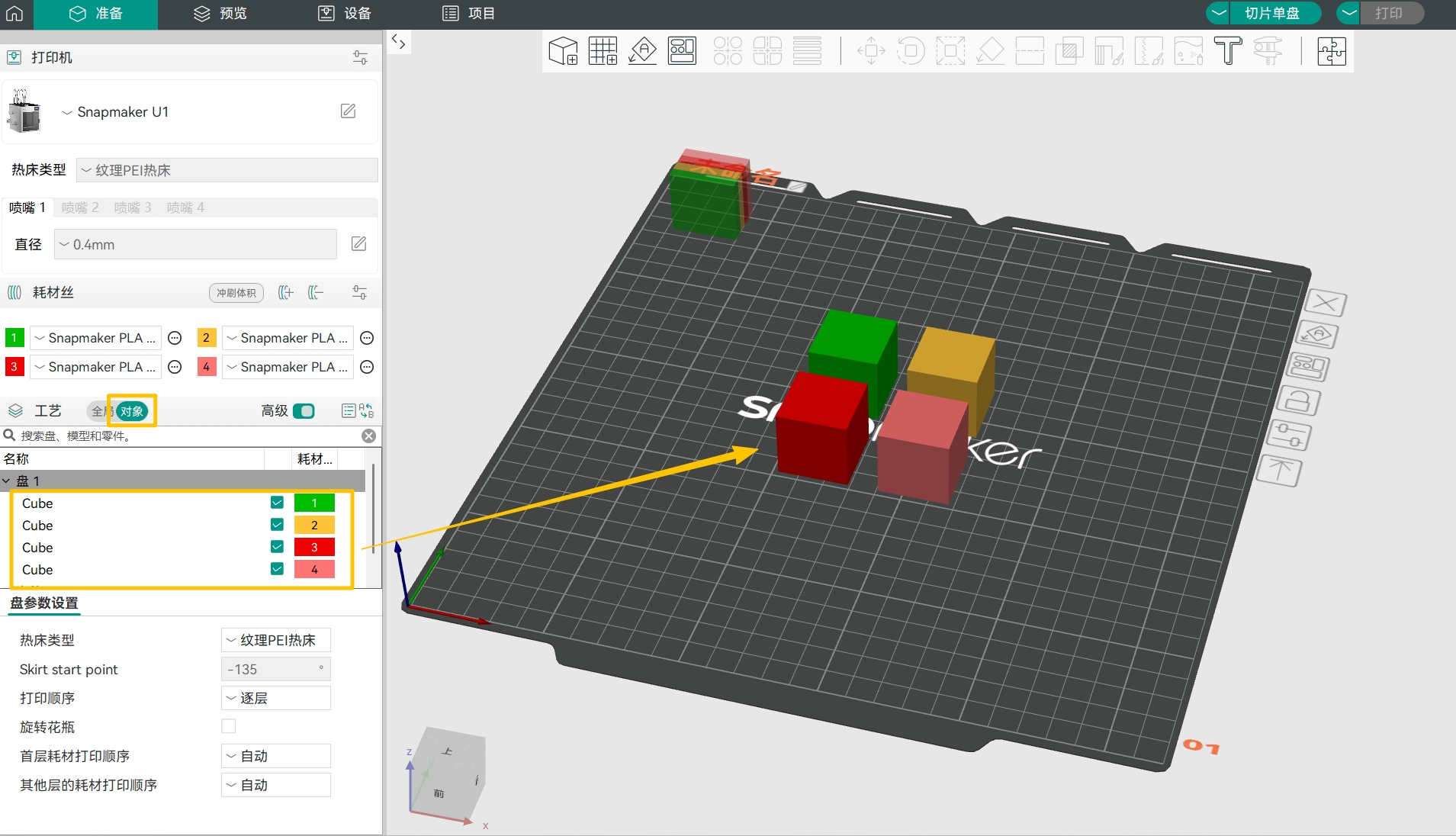
(1)一盘多色模型
通过对象属性,在右侧色框中为特定对象选择相应的颜色。
(2)一体多色模型
Snapmaker Orca 提供 6 种涂色工具。下面,我们用四色小龙模型作为示例进行讲解。当然,你也可以从 MakerWorld 下载同款小龙模型 (@IK3Digital) 进行实操练习。
① 圆
圆是一种常用的画笔工具,支持调节笔刷大小,可以在模型表面进行刷涂。
启用垂直或水平功能,涂色工具将在绘制过程中始终保持垂直或水平状态,帮助你更轻松地绘制直线。
② 球
球形工具的操作和圆类似,区别在于使用该工具时,将为球体内的所有面着色,而不局限于可见的面。
③ 三角形
三角形工具可为鼠标所指的三角形面着色。单击可为单个三角形面着色,拖动可连续选择一连串三角形面来上色。
④ 高度范围
可按 Z 轴高度进行涂色,将设定高度区间内的所有模型表面统一着色,即便这些区域在空间上并不相连。
⑤ 填充
填充工具会从鼠标指针所在的面开始,自动给该面及所有相连的面上色。当遇到与起始面颜色不同的面时,填充就会停止。如果启用边沿检测功能,那么当填充传播到比设定阈值更锐利的边缘时,工具将会中断,从而避免跨过明显的折角区域。
在使用填充工具时,如果出现填充范围过大(颜色溢出)或过小(未能完全覆盖目标区域)的情况,可适当调整
智能填充角度来实现精准控制:
-调高数值,填充将跨越较平缓的边缘,扩大填色范围,适用于连续的大面积区域。
-调低数值,填充将在折角等明显边界处停止,缩小填色范围,利于细节区域的精细控制。
⑥ 缝隙填充
手动涂色的过程中通常会产生间隙区域,不仅会影响模型的美观程度,还会增加耗材更换的次数。缝隙填充工具将检测小的空白,并采用相邻面的颜色来自动填充。
为避免出现混色现象,我们建议你在打印前放大模型,当发现表面有细微缝隙时,利用缝隙填充工具,并将间隙面积拉到最大。软件将进行智能补色,从而改善模型最终的呈现效果。
¶ 3. 发起打印
¶ 3.1 绑定打印机
请参阅 Snapmaker Orca 快速入门指南(适用于 U1),完成打印机的绑定,确保 Snapmaker Orca 和设备成功连接。
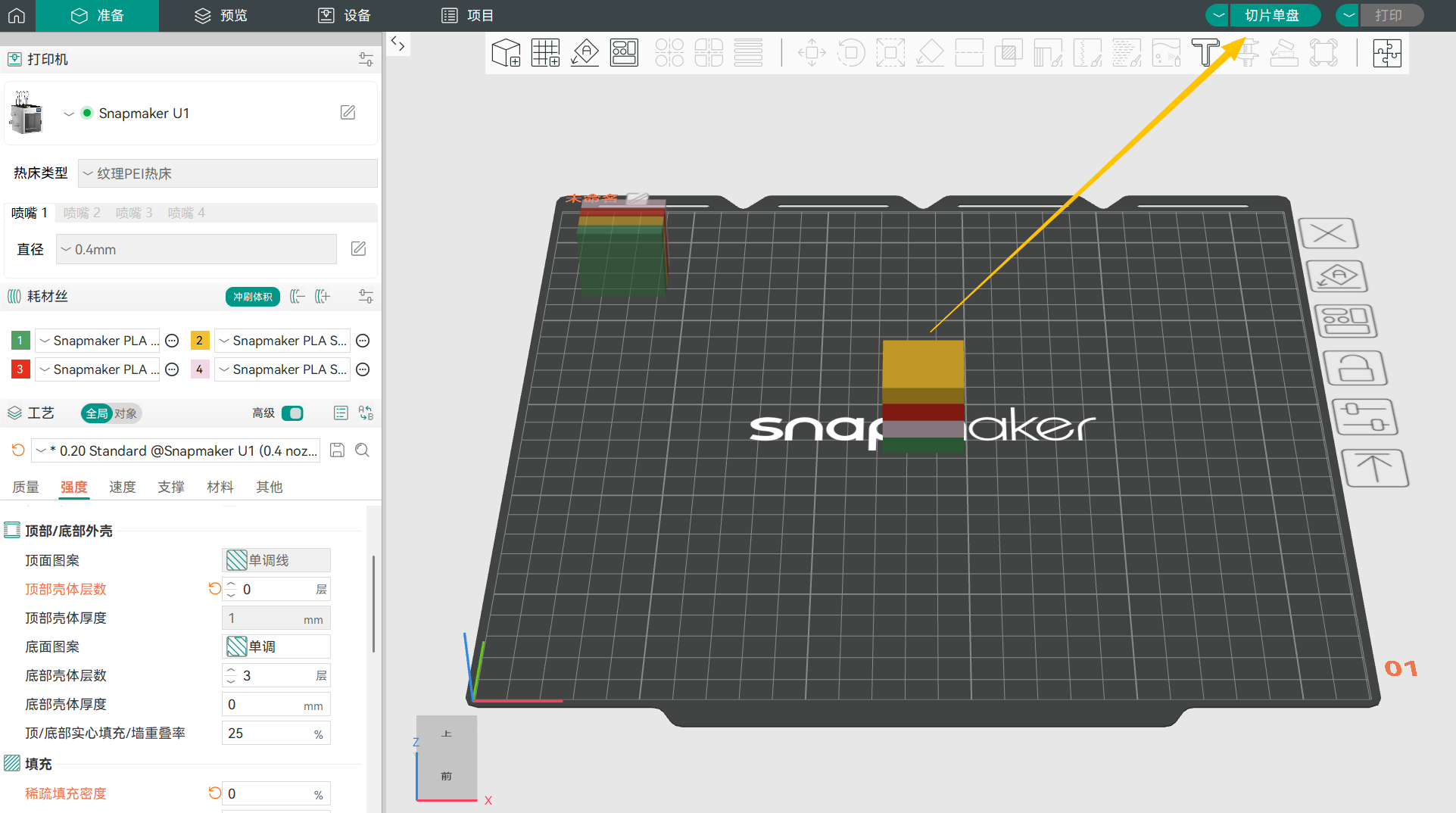
¶ 3.2 切片预览
回到准备页面,点击切片单盘,界面将自动跳转至预览页面。
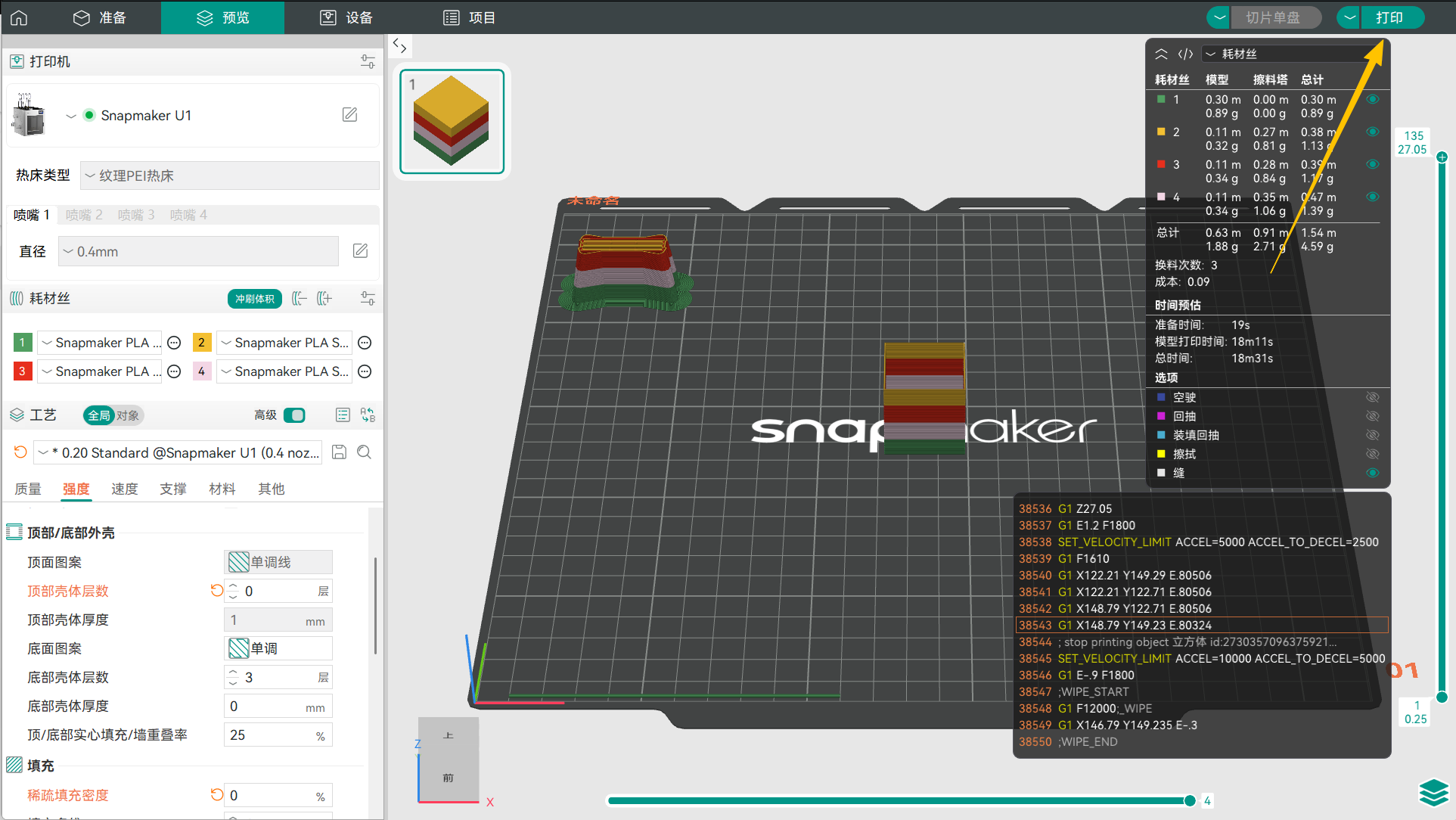
¶ 3.3 生成 G-code
再次检查模型无误后,点击打印。软件将自动生成 G-code 文件。
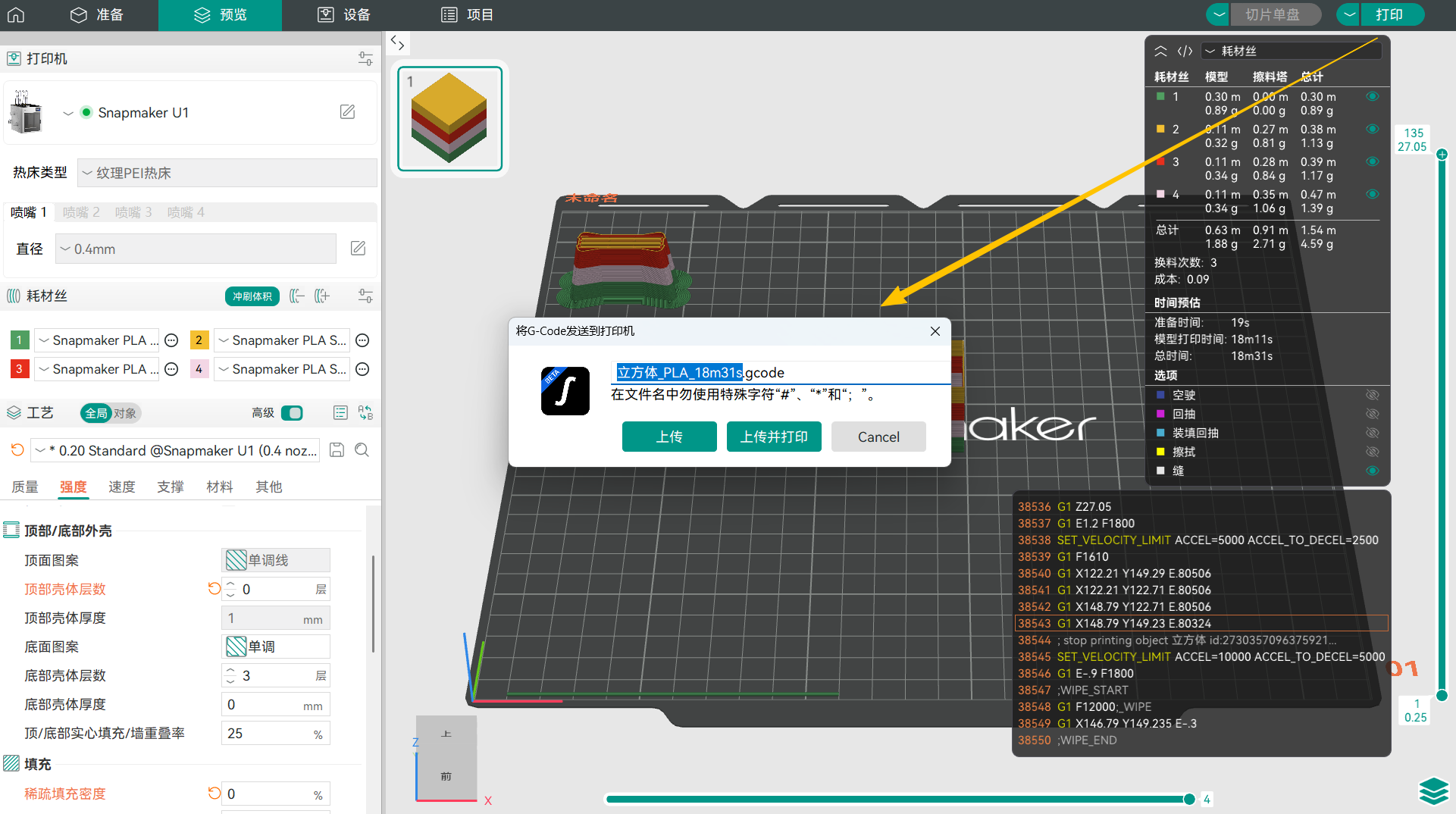
点击上传并打印,进入打印预处理页面。
¶ 3.4 打印预处理
请再次检查软件分配的打印头是否与实际挂机耗材一致。当颜色较为接近导致误判时(如下图 4 号的粉色耗材),你可以点击下拉列表,重新进行手动校正。
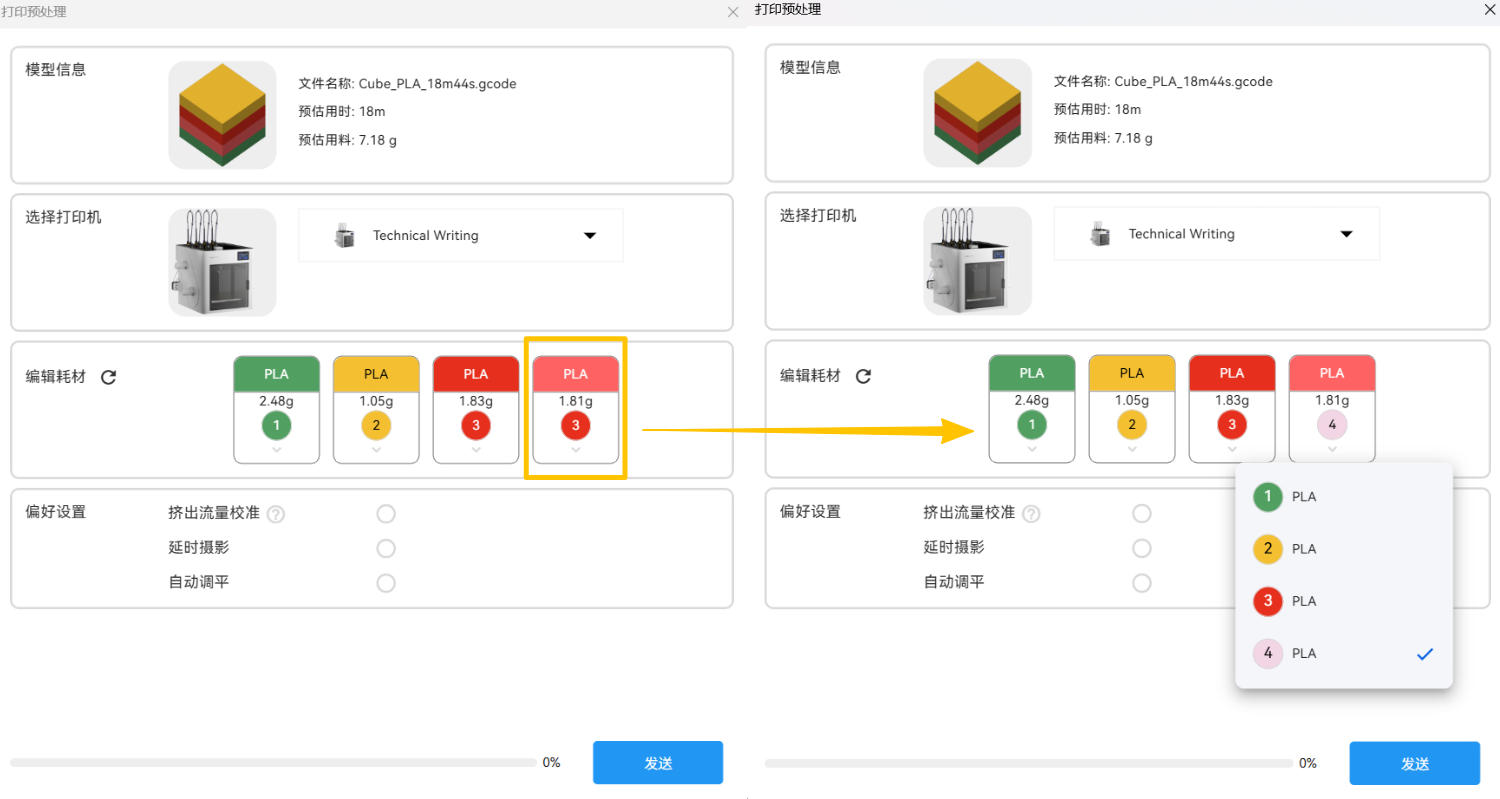
针对偏好设置,我们建议你根据实际场景进行判断:
- 挤出流量校准:(1)首次安装或使用时;(2)更换打印头或对打印头进行维护清洁后;(3)更换耗材后;(4)发现挤出量异常时(过挤或欠挤),请点选挤出流量校准;
- 自动调平:(1)首次安装或使用时;(2)更换打印头 / 热床 / 喷嘴后;(3)固件升级后;(4)移动机器造成震动后;(5)发现首层频繁翘边或不粘时,请点选自动调平。
¶ 3.5 发送打印任务
点击发送,软件会将切片生成的 G-code 文件发送至机器,并开始执行打印任务。
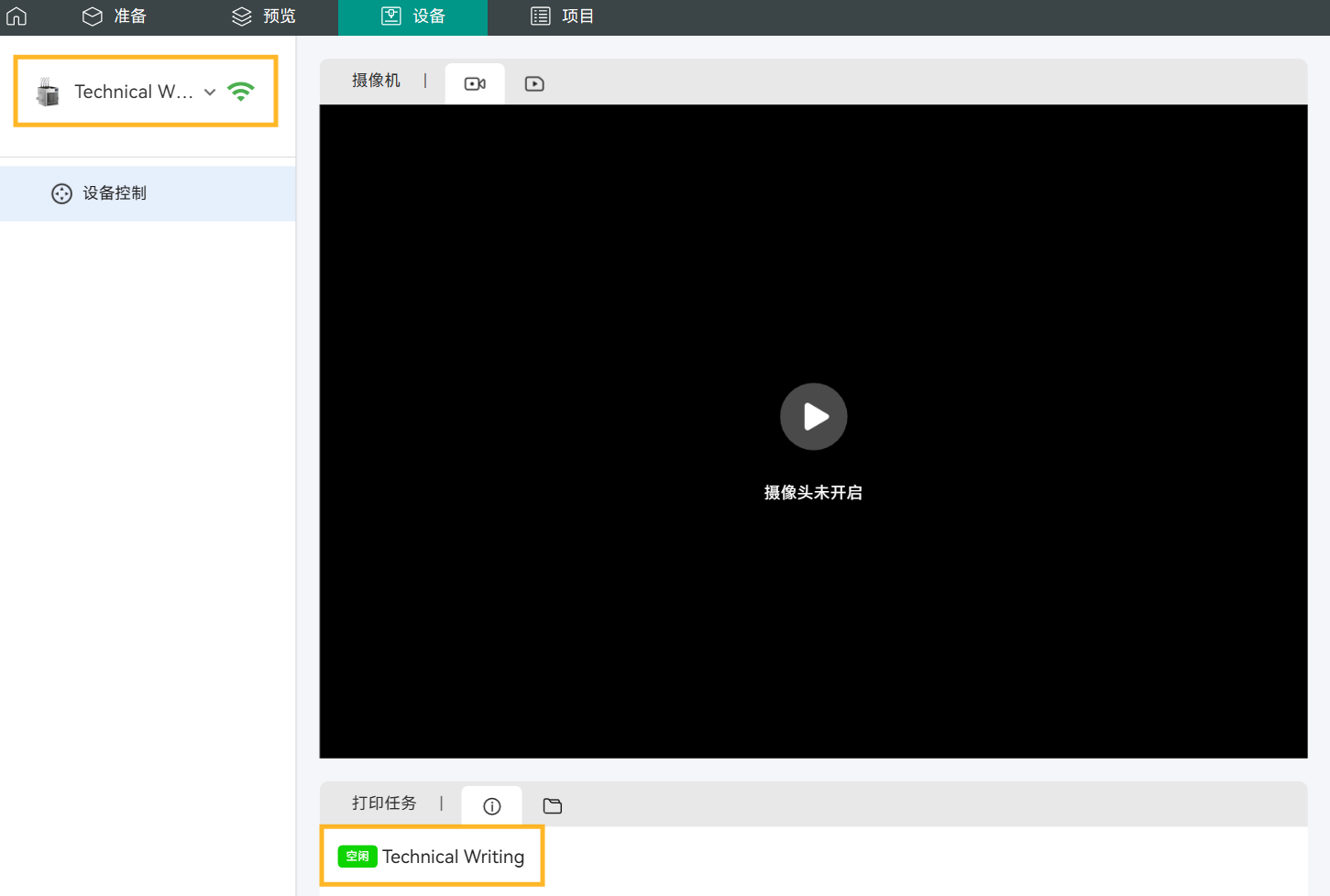
你可以通过 Snapmaker Orca 或 Snapmaker App 进行远程监控。同时,Snapmaker U1 支持延时摄影功能,点击查看如何导出延时摄影文件。
¶ 4. 打印完成
恭喜你🎉完成了第一次多色打印任务!请等热床温度降低至室温后,再从 PEI 钢板上取下模型。
定期清洁 PEI 钢板将有效维持其粘附性,同时有助于提高后续打印的成功率。我们推荐使用洗洁精和擦拭布来进行清洁。点击清洁指南获取详细步骤。
导入文件时,模型内嵌的参数通常会自动载入切片软件中。在 Snapmaker Orca 中,用户预设包括打印机设置、耗材设置和工艺设置。因此,如果你想调整默认参数,可以分别针对以上三个板块进行设置。
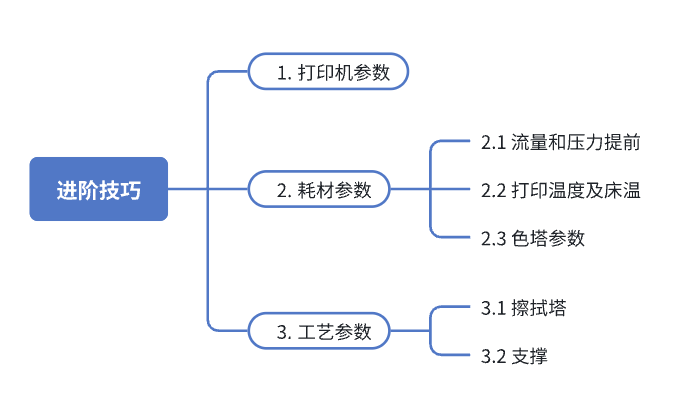
¶ 1. 打印机参数
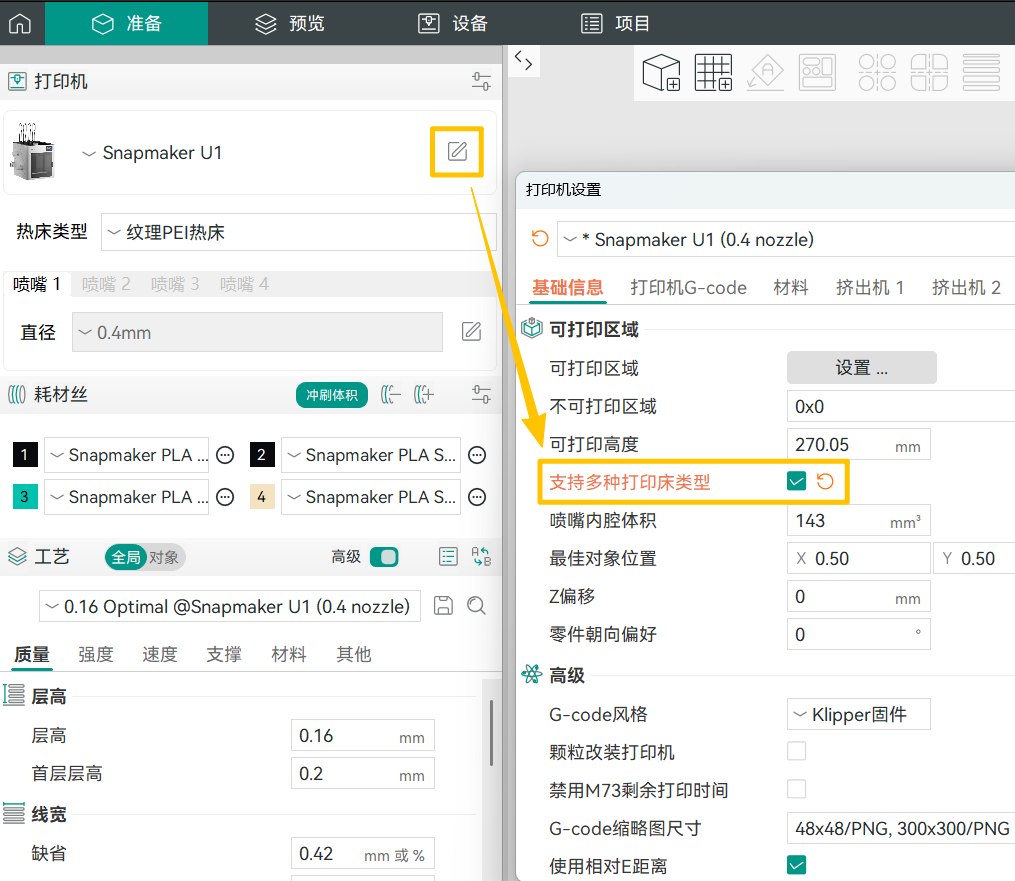
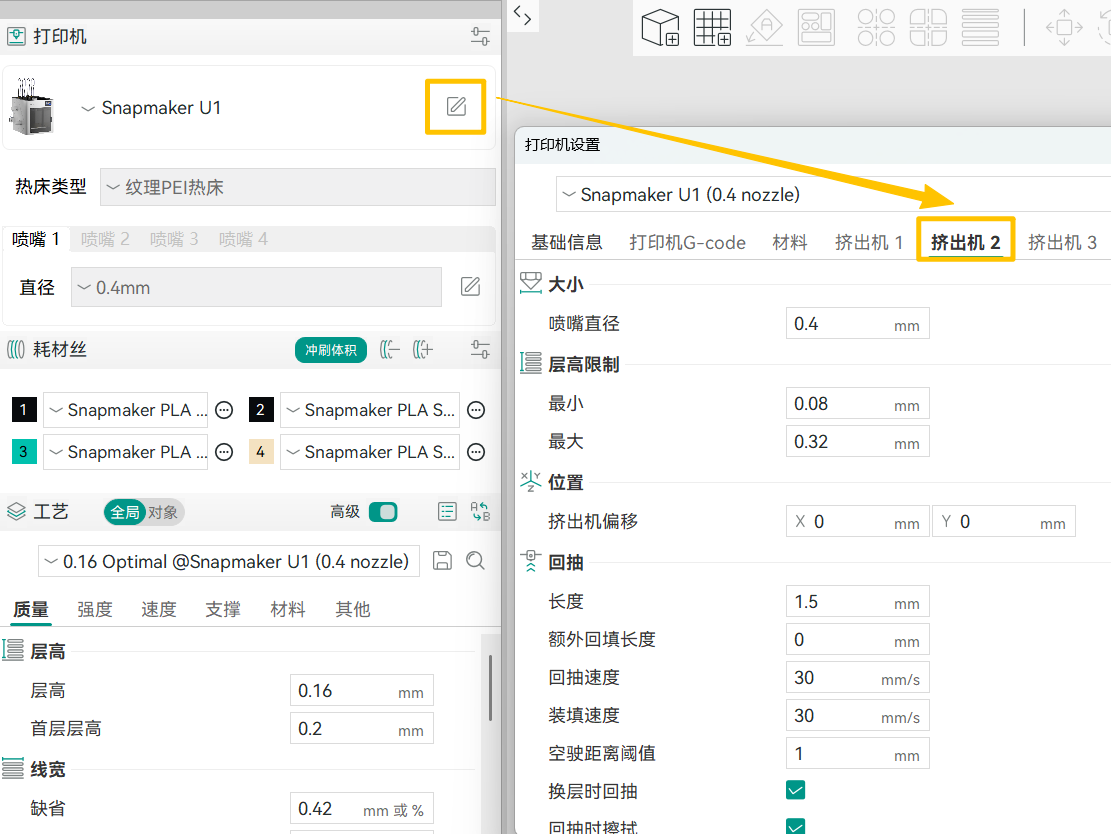
通过点击右侧 ✏ 图标,可以进一步配置打印机型号、热床类型,或为各挤出机修改参数。
¶ 2. 耗材参数
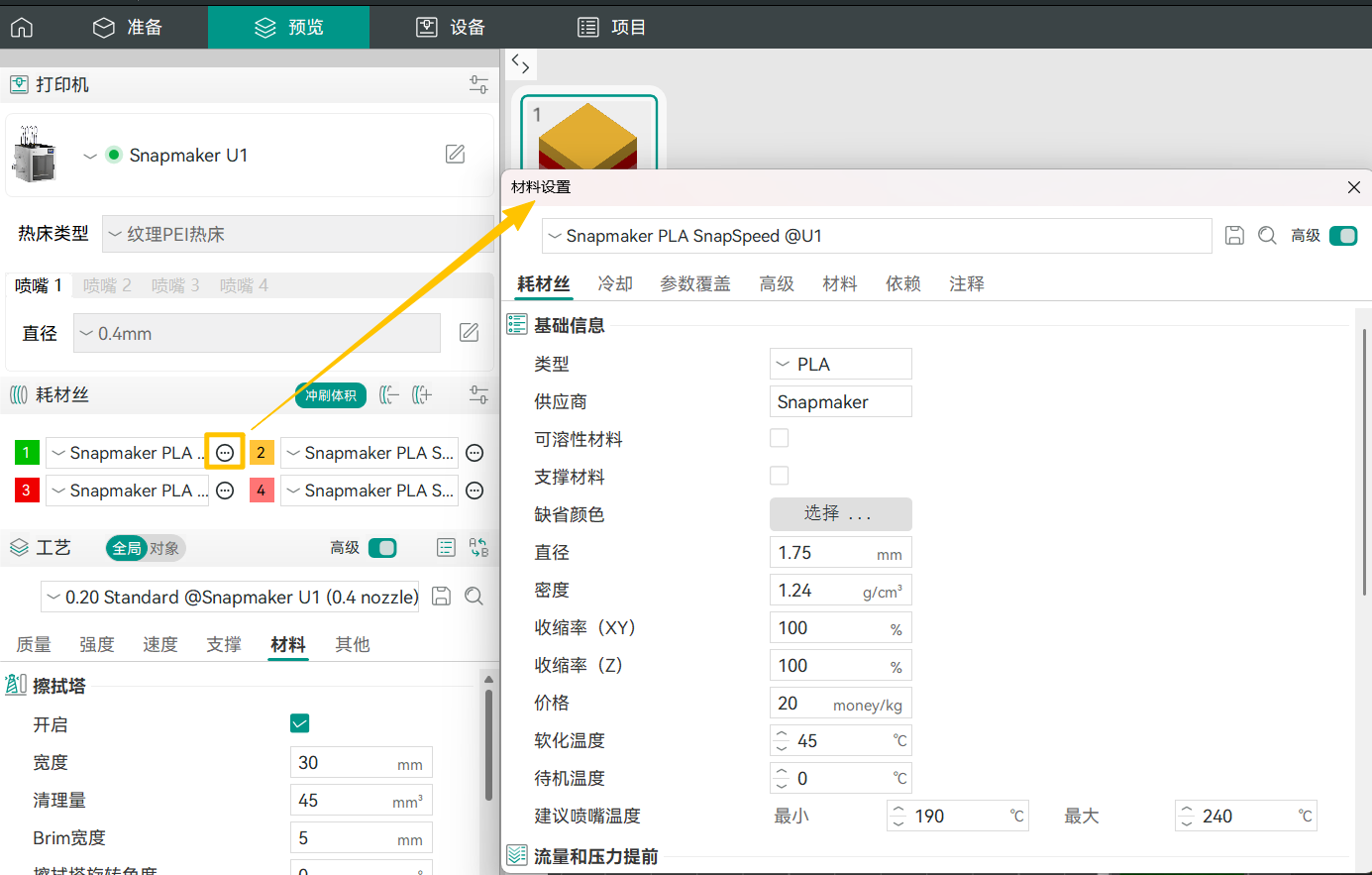
点击耗材右侧的编辑按钮,可对每个耗材进行定制化修改。下面,我们为你介绍几个常用的参数设置:
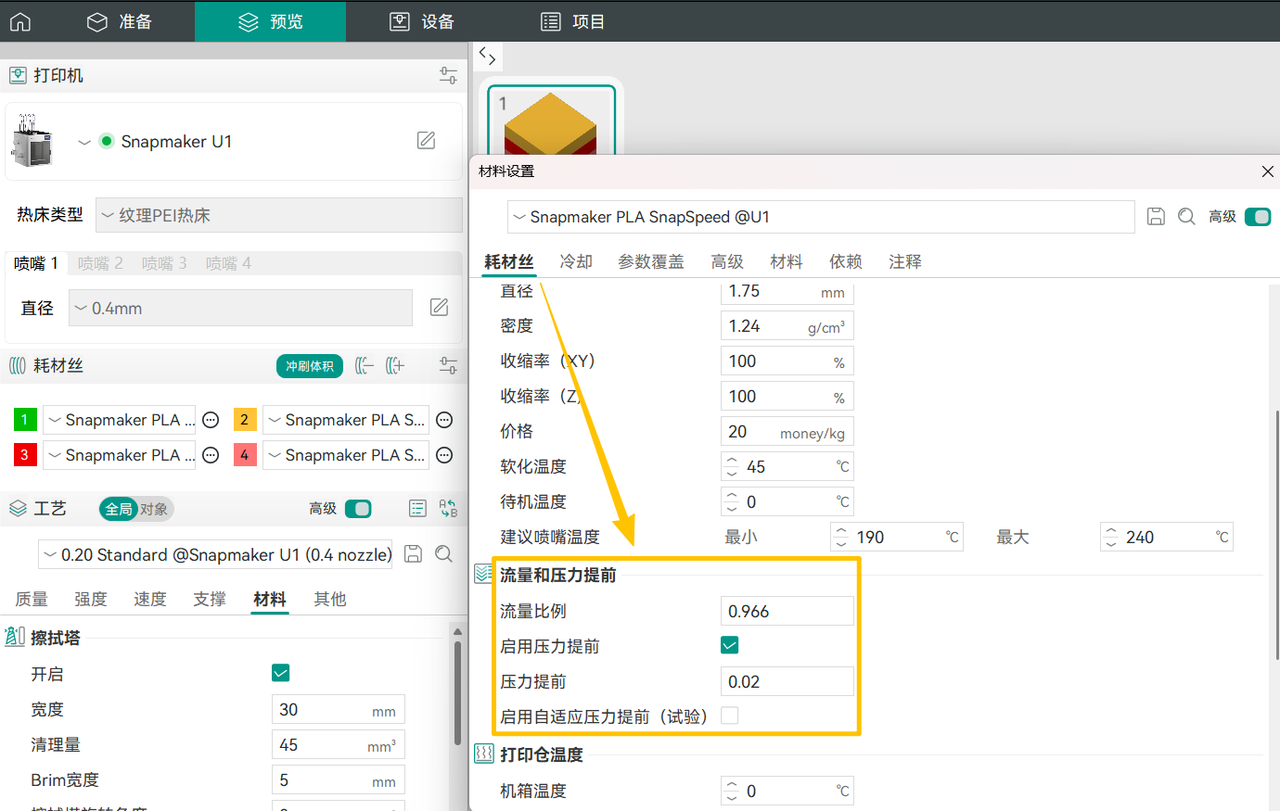
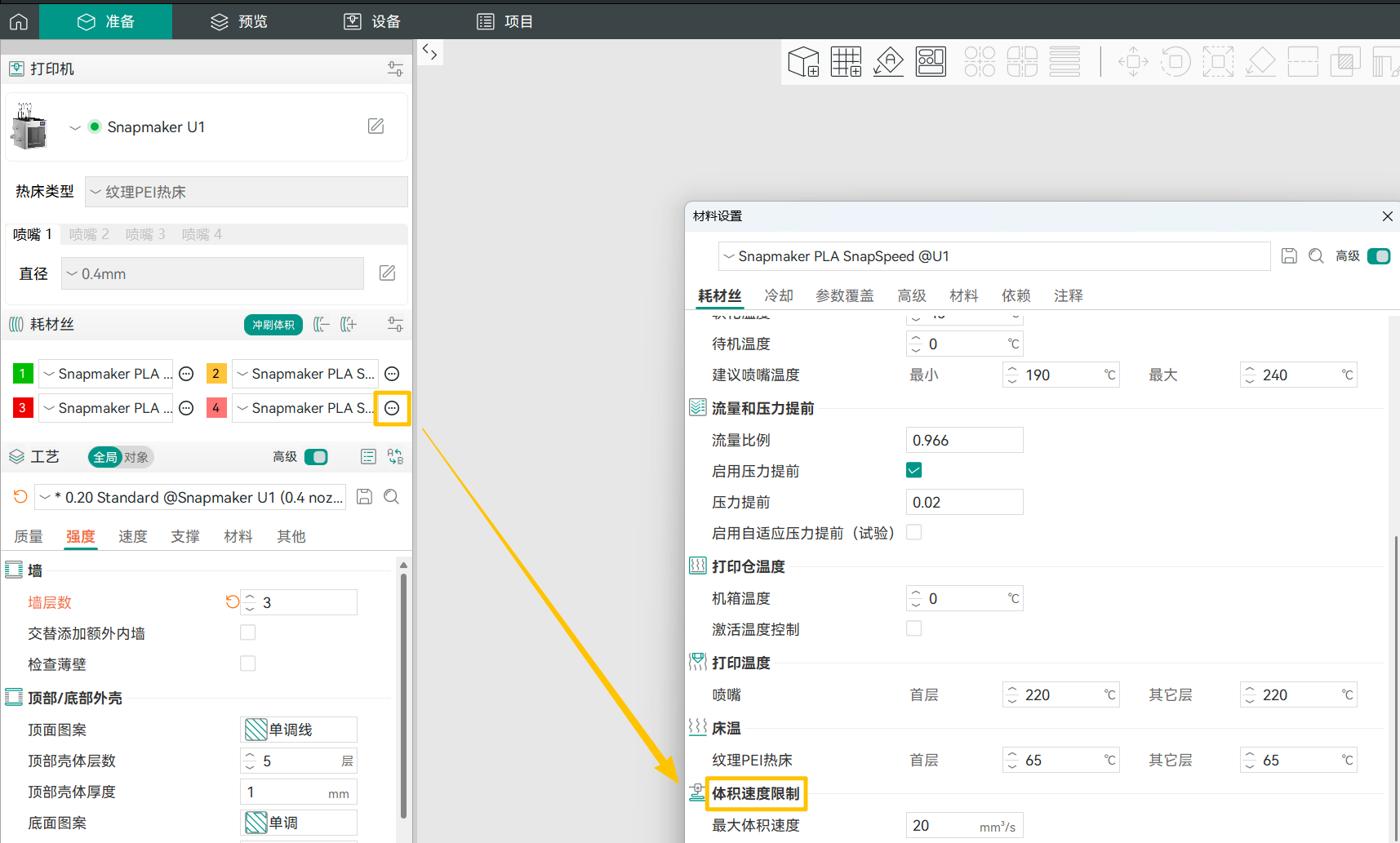
¶ 2.1 流量和压力提前
流量比例:材料在熔融态和结晶态之间切换时可能会发生体积变化。此设置会按比例改变 G 代码中该耗材的所有挤出流量。建议值范围为 0.95 至 1.05。如果出现轻微的溢流或欠流,可以调整此值以获得平整的表面。
启用压力提前:能够补偿喷嘴在加速和减速过程中耗材压力的滞后,有助于减少诸如挤出不均匀、渗漏等问题,从而提高打印质量,尤其是在拐角处或快速移动时。
¶ 2.2 打印温度及床温
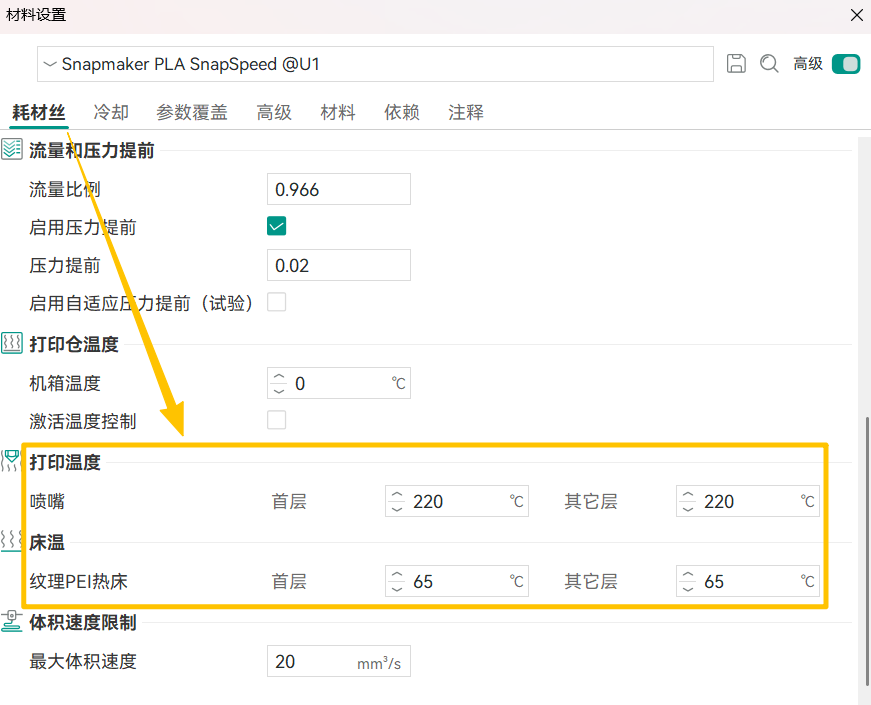
不同的材料所需的喷嘴温度和热床温度往往不同,你可以参考下表设置相应的打印温度及床温:
| Material | Nozzle Temp (°C) | Bed Temp (°C) for Textured PEI Plate |
|---|---|---|
| PLA | 190-230 | 55-65 |
| PETG | 230-270 | 60-80 |
| TPU | 220-240 | 30-35 |
| PVA | 210-250 | 55-65 |
| PCTG | 240-280 | 65-85 |
| PET | 260-290 | 80-100 |
| ABS | 240-280 | 90-100 |
| ASA | 240-280 | 90-100 |
| PA (Nylon) | 260-300 | 60-100 |
| PC | 260-300 | 80-100 |
| PLA CF | 210-240 | 55-65 |
| PETG CF | 240-270 | 60-80 |
| PET CF | 260-300 | 70-100 |
| ABS GF | 240-280 | 90-100 |
| ASA CF | 250-290 | 90-100 |
| PA6 CF | 260-300 | 60-100 |
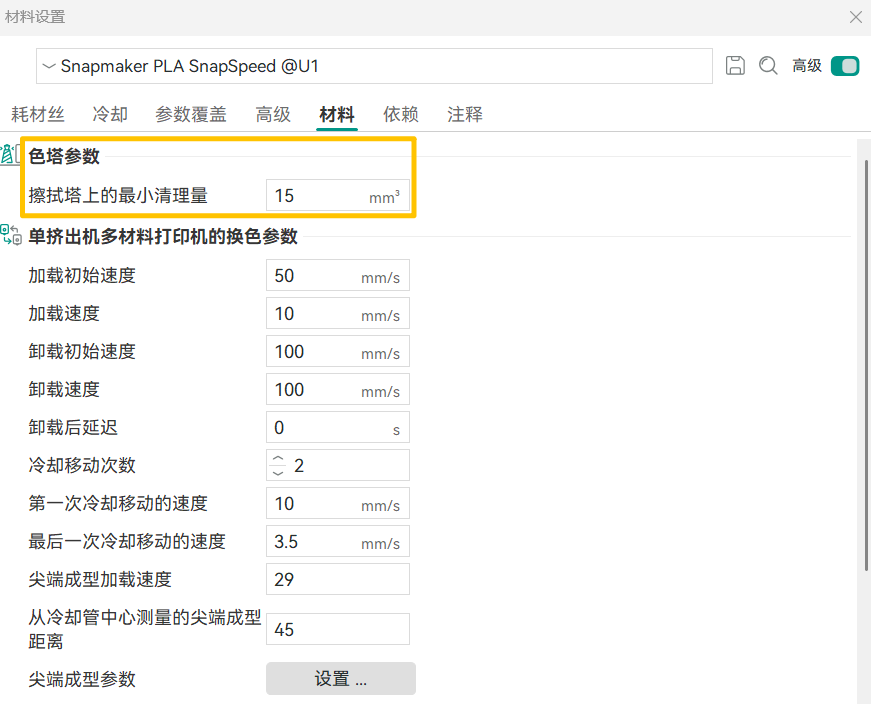
¶ 2.3 色塔参数
擦拭塔上的最小清理量:当前层第一次换头的耗材需要换色冲刷的量,默认设为 15mm³。
¶ 3. 工艺参数
¶ 3.1 擦拭塔
(1)多色打印为什么需要开启擦拭塔?
擦拭塔主要是为了解决换色后的挤出状态稳定问题。为实现快速多色换头打印,非工作打印头需保持待机温度并提前预热。然而,耗材在高温下长时间停留可能发生性能劣变,导致其在恢复打印的初始阶段挤出不稳定,出现拉丝、滴料或颜色不均等问题。通过在擦拭塔上预先挤出,可以提前清理喷嘴并稳定挤出状态,从而避免影响模型表面质量。
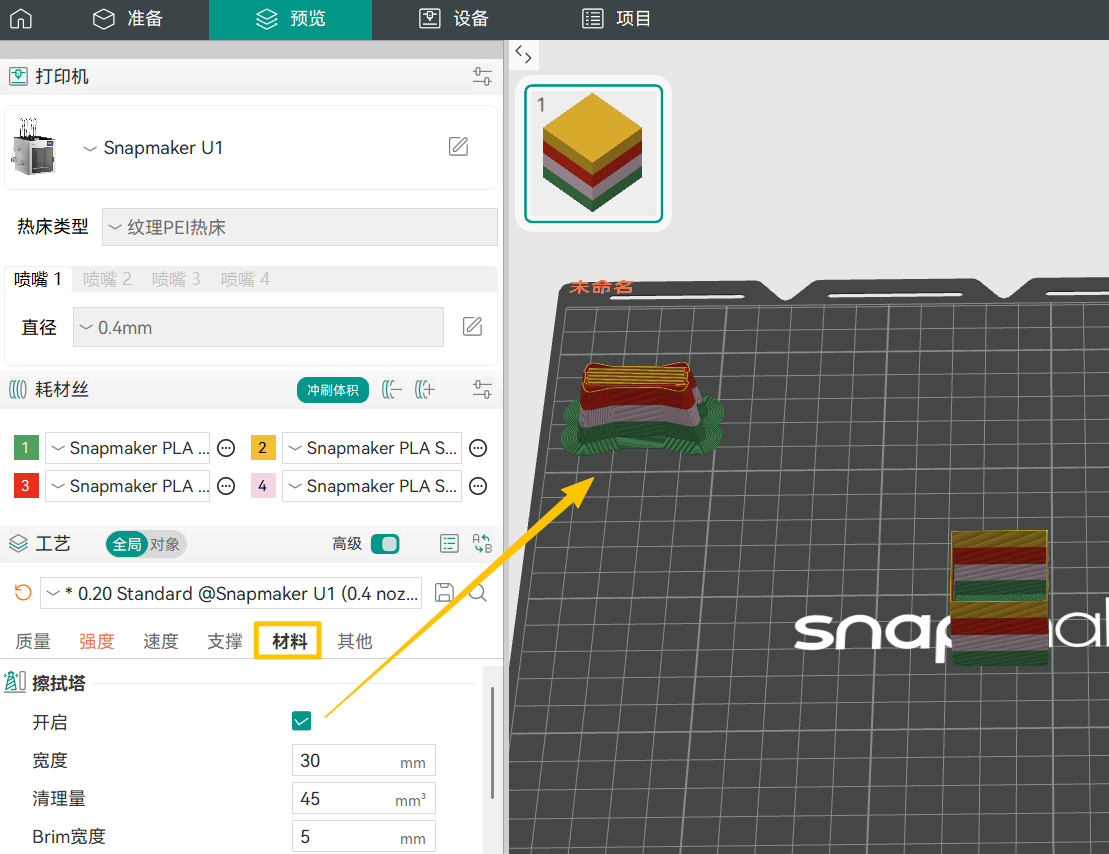
(2)如何设置擦拭塔的参数?
切片软件内默认的参数适配大多数打印场景。如果你想根据模型和耗材特点来自定义相应参数,我们建议你从以下几个方面来调整:
- 修改宽度。软件内擦拭塔的宽度默认为 30mm,是为了在 45mm 的冲刷长度下,使擦拭塔在打印时的横截面形状尽可能接近正方形。在当前版本中,如果需要精确控制塔形,可参考此逻辑进行微调。
- 修改清理量。常规调整范围为 40-60mm³。若模型结构简单,色块面积较大,可适当减少清理量以节省材料;若模型有较多精细颜色区域,建议增加清理量以确保换色纯净。
- 修改 Brim 宽度。常规模型可设为 3-8mm,较高的模型可增至 10mm 或以上。如果擦拭塔高度较大或材料(如 PETG/ABS)易翘边,可以将擦拭塔的 Brim 宽度设为模型 Brim 宽度的 1.5-2 倍。

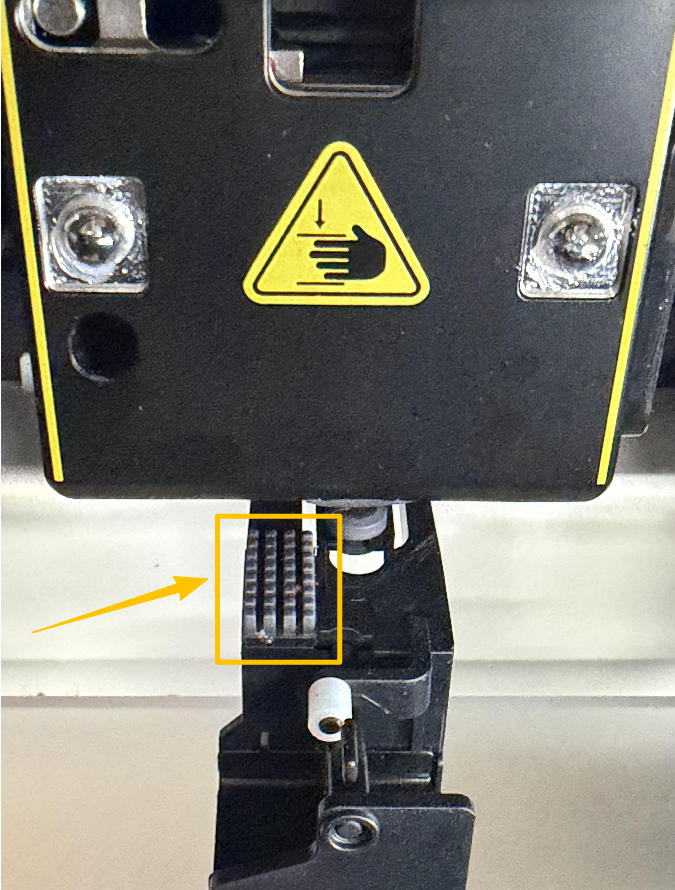
为进一步降低混色风险,请定期用随机器附赠的钢丝刷清理喷嘴和打印头下方的黑色硅胶片。
(3)如何为每种耗材单独配置换色参数?
为了降低对擦拭塔清理量的依赖,你也可以搭配使用多色尖端成型设置,实现更好的多色打印效果。
点击对应耗材右侧的按钮 > 编辑 > 材料 > 在下方的换色参数区进行设置。
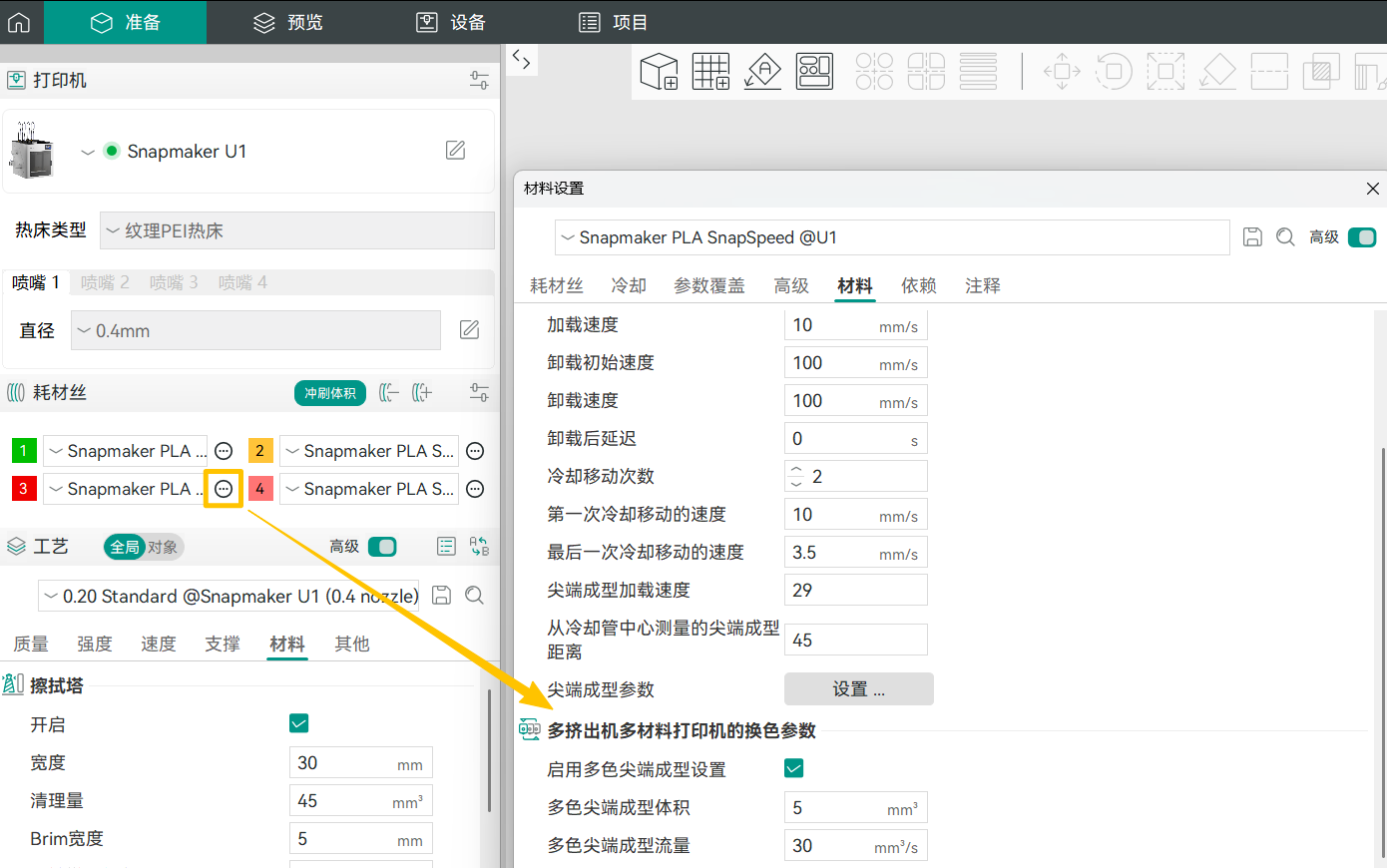
- 多色尖端成型体积:换头后,保证喷头正常挤出状态的最小挤出量。我们在实验后发现,如果使用官方 PLA 耗材,尖端成型体积设置为 5mm³ 时,既不会出现混色现象,也能最大程度节省耗材。当使用其他材料时,你也可以参照这样的逻辑进行微调。
- 多色尖端成型流量:尖端成型阶段的挤出速度。一般来说,我们推荐将该值设为最大体积速度的 1.2-1.5 倍。
¶ 3.2 支撑
(1)类型
- 普通(自动)
这是最基础的支撑模式。你只需要设置一个 “悬垂角度”,软件会自动在所有超过此角度的悬空区域下方,生成垂直于平台的密集支撑。它就像一个可靠的 “安全网”,但代价是后期处理会比较麻烦。 - 树状(自动)
软件会分析模型,生成如树枝般 “生长” 并 “分叉” 的支撑,用最少的材料去接触多个悬空点。它能显著节省材料并让支撑更容易剥离,尤其适合支撑雕像、生物模型这类复杂形状。 - 普通(手动)
你可以像使用画笔工具一样,在模型表面的特定位置点击,放置一根根的支撑柱。常用于补充自动支撑可能遗漏的细小孤立点;删除影响关键表面(如手办脸部)的自动支撑;或在受力关键处加固(如加粗支撑直径)。 - 树状(手动)
你不仅决定支撑的起点和终点,还能手动规划支撑杆的 “生长” 路径和分叉点。作为最高阶的控制模式,这需要你对模型结构和支撑原理有很深的理解。
| 支撑类型 | 核心原理 | 主要优点 | 主要缺点 | 典型应用场景 |
|---|---|---|---|---|
| 普通(自动) | 软件依据预设悬垂角度,在模型与平台间生成密集的垂直网格或直线支撑。 | 支撑稳固可靠。 | 材料消耗多,难拆除,易在模型表面留下明显痕迹。 | 大型模型、有大面积平坦悬垂的结构。 |
| 树状(自动) | 软件算法生成类似树枝的分形结构,用更少的接触点支撑多个悬空区域。 | 省材料、易拆除、接触点少。 | 稳定性相对普通支撑稍差,不适合支撑非常重的平面。 | 人像、手办、具有复杂曲面和多个孤立悬空点的模型。 |
| 普通(手动) | 用户在认为需要的位置,手动添加垂直的支撑柱(圆柱或长方体)。 | 精准控制,可在关键部位加固或避免在重要表面留下痕迹。 | 非常依赖经验,耗时较长。 | 对自动支撑进行查漏补缺,或需要精准避免支撑接触的精细模型。 |
| 树状(手动) | 用户手动绘制支撑的起点和路径,软件据此生成自定义的树枝状支撑结构。 | 结合了树状支撑的高效性与手动控制的灵活性,可创建独特的支撑路径。 | 操作复杂,对空间想象力和经验要求极高。 | 处理极其复杂的几何结构,或优化自动树状支撑的布局。 |
(2)样式
① 普通支撑包含两种样式:
- 网格:常规支撑的默认样式。支撑区域被扩展为规则网格,从而创建更稳定的支撑结构。
- 紧贴:支撑区域没有额外扩展,但与悬垂区域紧密对齐,可节省材料并减少模型表面疤痕。
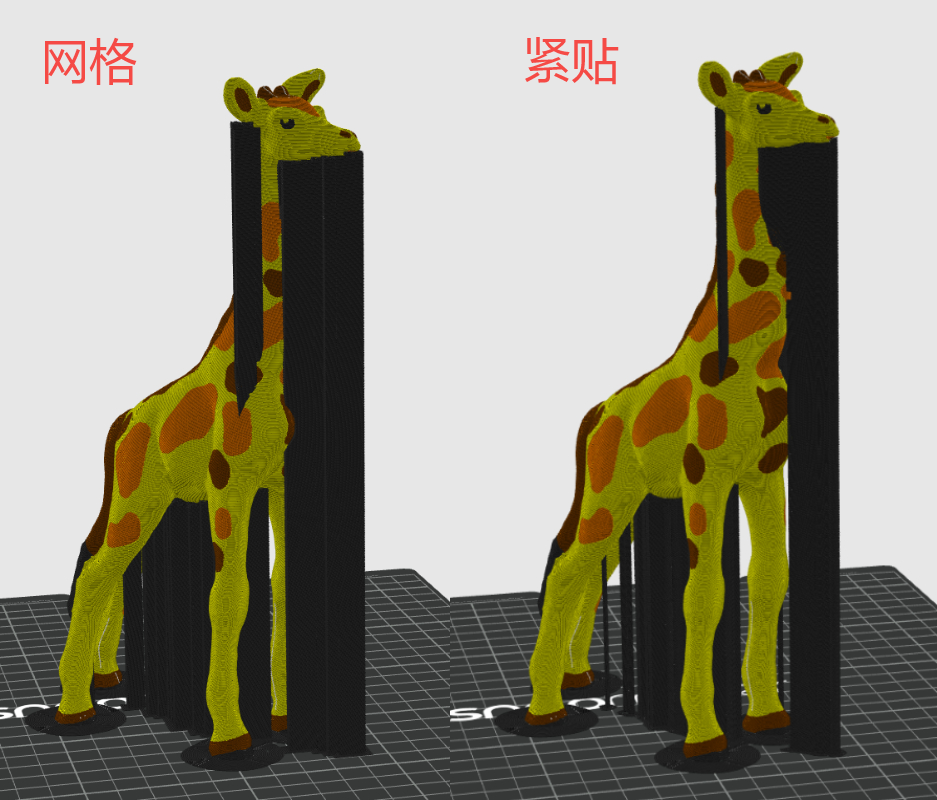
普通支撑适用于打印大尺寸平面悬垂、结构简单、重量较大的模型。
② 树状支撑包含四种样式:
- 有机树:采用仿生算法生成,能找到优化的路径来接触悬垂点。这是树状支撑的默认样式,有助于节省材料且方便拆卸。
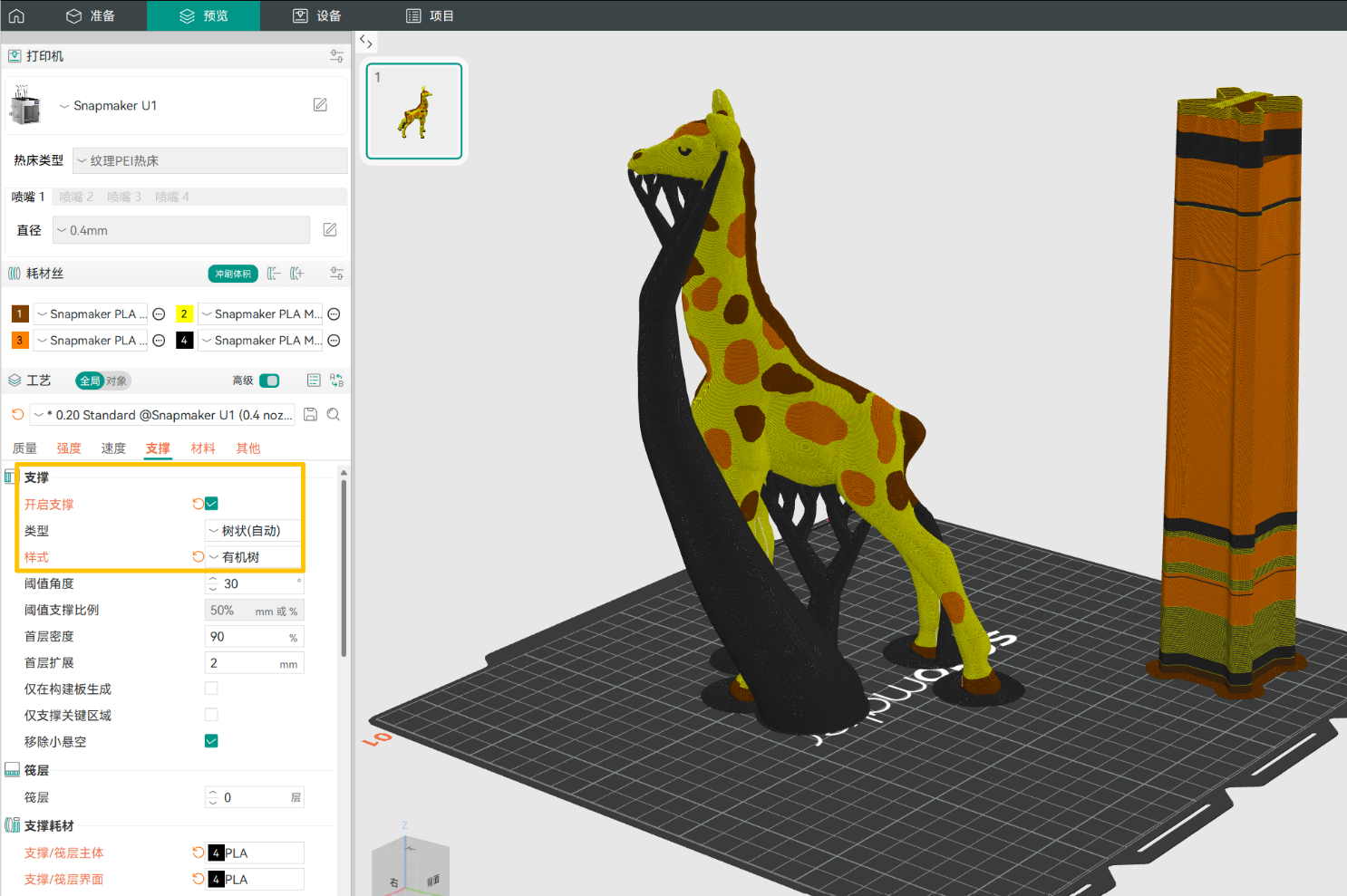
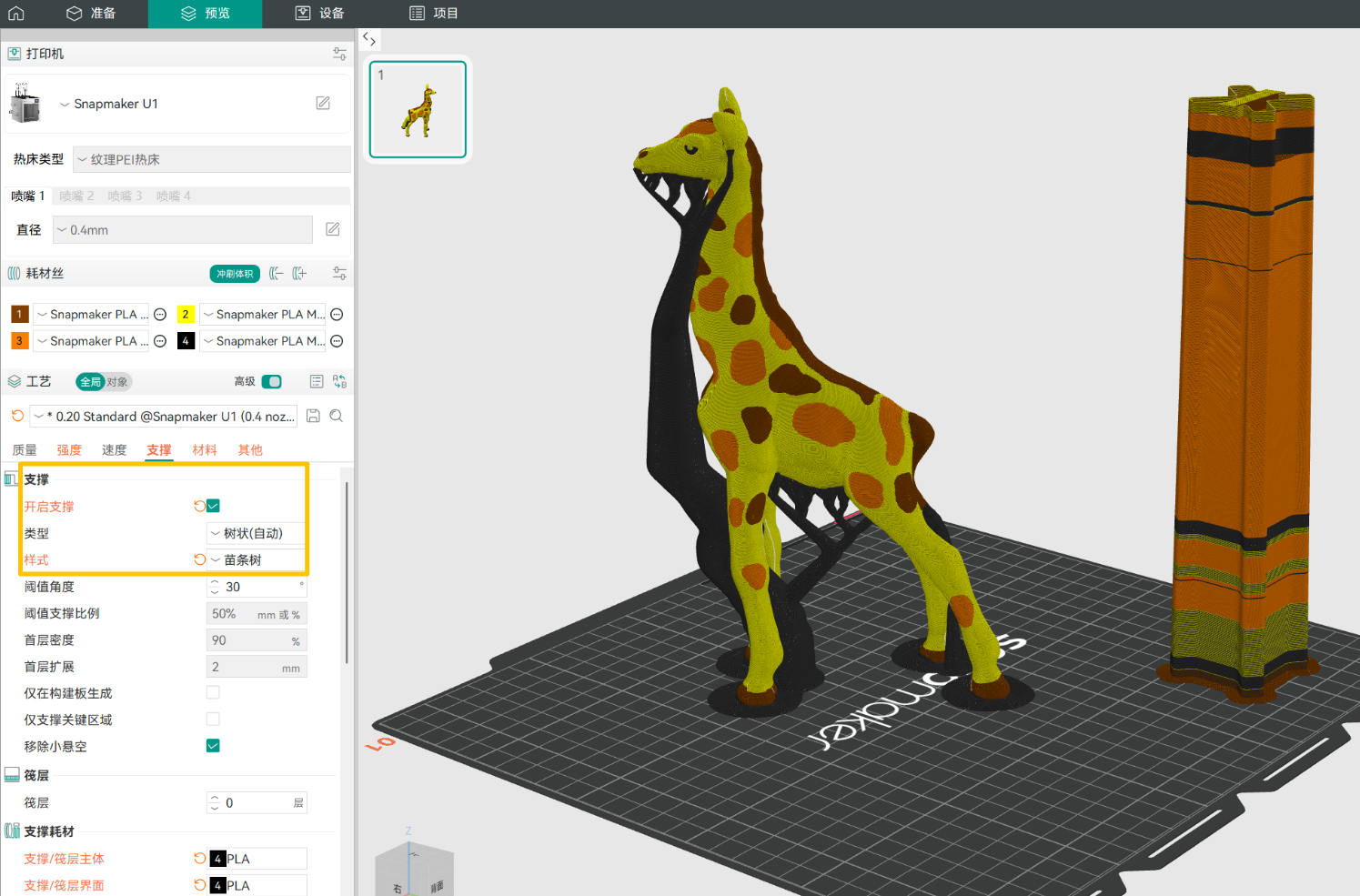
- 苗条树:运用更精细的分支合并逻辑,支撑体积较小,最大限度地节省支撑材料并减少移除痕迹,但强度相对较弱。
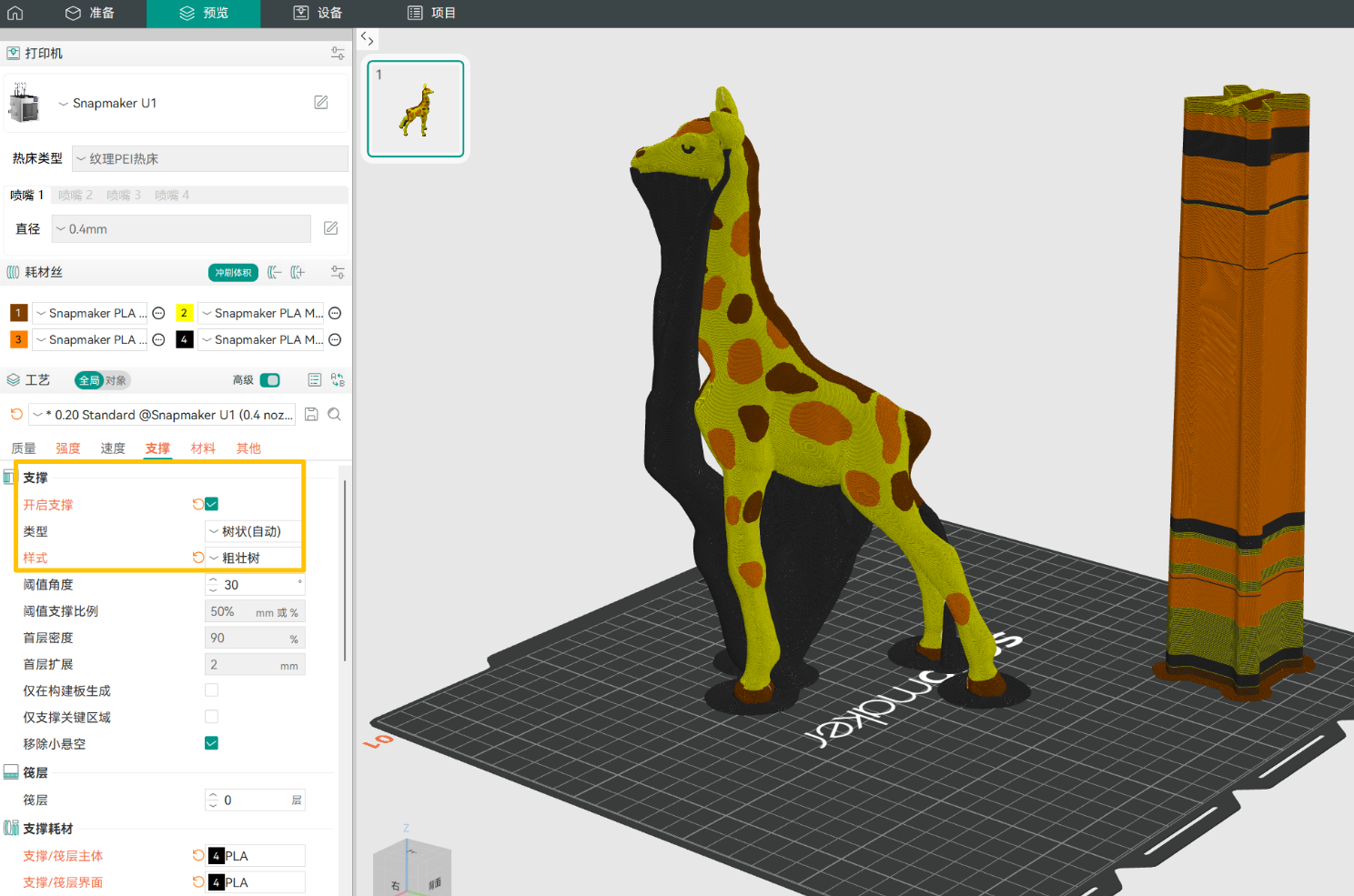
- 粗壮树:支撑分支设计更坚固稳定,承重能力强,可为较大的悬垂部分提供额外支撑。但有时会难以移除。
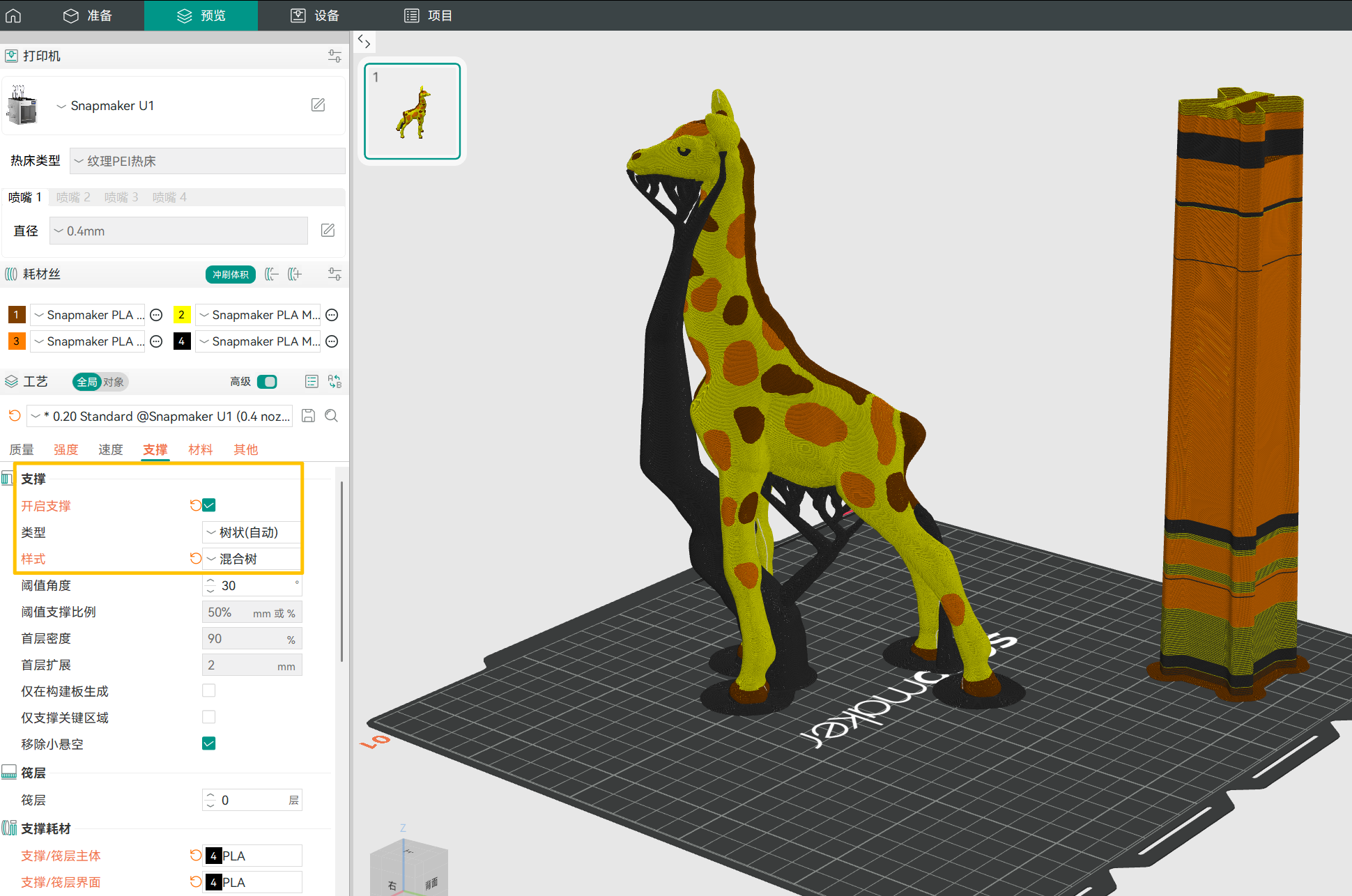
- 混合树:在较大的平面悬垂区域下,结合了树状支撑和普通支撑的特点,从而能够针对模型不同部位优化支撑方式。
树状支撑适合打印具有复杂曲面、精细细节(如手办、雕像)或多岛屿结构的模型。
(3)手动绘制支撑
① 在准备页面点击支撑 > 勾选开启支撑 > 类型选择树状(手动)或普通(手动) 。
② 选中需要添加支撑的模型,在顶部工具栏点击支撑绘制工具。
③ 开始绘制前,你可以点选仅对悬空区生效来辅助判断悬垂结构。为高亮悬空区域设定相应数值,软件将自动高亮低于该悬空角度的面片。
④ 选择绘制工具,根据需要调节画笔尺寸或智能填充角度。按住鼠标左键在模型表面进行涂抹,绿色的区域将会强制生成支撑;按住 Shift + 鼠标右键,通过涂抹消除不需要的支撑。
(4)阈值角度
阈值角度是指触发支撑自动生成的最大悬垂角度。当模型表面的坡度角超过该阈值,软件便会为对应区域生成支撑。一般而言,坡度角越大,生成的支撑范围也越大。系统默认的阈值角度为 30 度。对于大多数材料来说,这是一个可以安全打印而不需要支撑的角度。
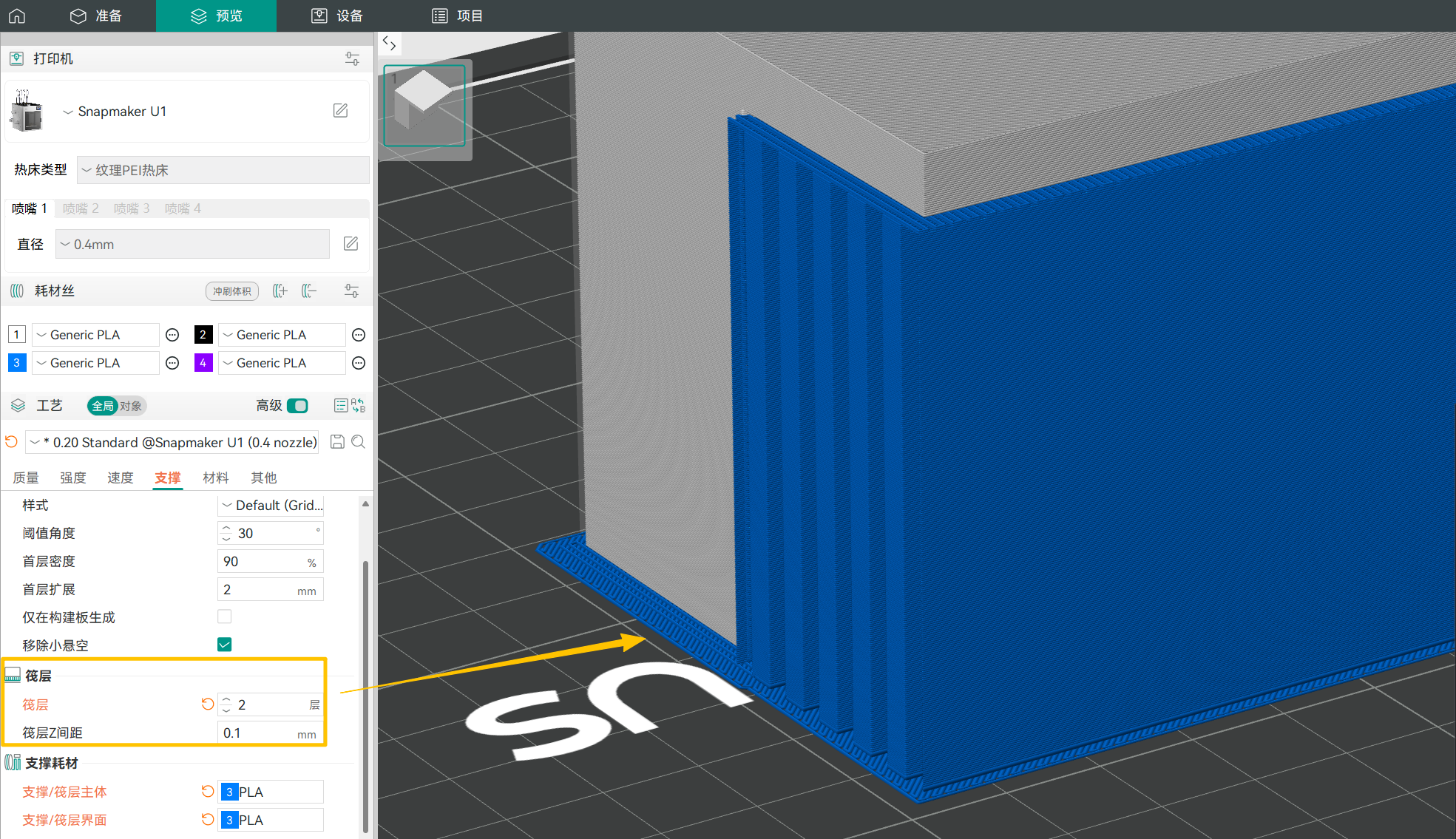
(5)筏层
① 筏层是增强模型与打印平台附着力的额外底层网格结构。我们可以将它理解为一个专用的 “打印底座”,可以有效解决平台不平、接触面小、材料易翘曲等问题。
推荐开启筏层的场景:
-打印平台不平整或难以调平。
-打印容易翘曲的材料,如 ABS。
-模型底面极小或呈点状接触,直接打印附着力不足。
-模型底部结构复杂,直接打印在平台上效果不佳。
② 筏层层数越多,筏板越厚、越坚固,但也会消耗更多材料和打印时间。通常建议 2-3 层即可提供足够的强度和易于剥离的效果。
③ 筏层 Z 间距指的是筏层顶面与模型首层之间的垂直距离。设置一个微小的间隙可以使模型在打印完成后更容易从筏层上剥离。系统默认参数为 0.1mm,如果间隙为 0 且模型与筏层使用同种耗材时,两者将牢固地粘在一起。
在多色打印过程中,你可能会遇到一些问题。别担心,我们整理了一些典型场景及解决方案,可以帮助你快速排查和处理。
¶ 问题一:颜色错位,即不同颜色区域没有对齐,出现重影或缝隙。
可能原因:设备未校准,导致四个打印头的 XY 坐标没有精确对齐。
解决方案:在触控屏主界面点击设置 > 设备校准 > 启用相应校准功能。按照屏幕指引,依次完成校准流程。

¶ 问题二:打印颜色与预期不符。
可能原因:耗材颜色未正确映射。
解决方案:检查耗材颜色与打印头分配。
- 如果从 Snapmaker Orca 发起打印,需要在
打印预处理页面检查软件分配的打印头是否与实际挂机耗材一致。当颜色较为接近导致误判时(如下图 4 号的粉色耗材),你可以点击下拉列表,重新进行手动校正。
- 如果直接从本地发起打印,你可以在触控屏上检查并调整耗材的映射关系。在首页点击
开始,选择本地打印文件。检查设备分配的打印头是否与实际挂机耗材一致。当颜色较为接近导致误判时(如下图 4 号的粉色耗材),你可以点击右方箭头,重新进行手动校正。

¶ 问题三:模型表面出现透色现象。
可能原因:填充颜色与外壁颜色差异较大(如深色填充和浅色外壁)或墙层数不足。
解决方案:在涂色时尽量避免外浅内深的颜色设计,或者通过增加墙层数(设置为 3 层或以上)来提升遮挡能力。

如果你遇到了其他问题仍待解决,欢迎联系 Snapmaker 官方技术支持,我们会为您提供一对一的服务。