3D printers can work with a variety of materials, each with its own optimal settings. Correctly setting material parameters can increase print success rate.
Luban provides various material settings, which include settings such as print temperature, bed temperature, cooling, and extrusion rates, which are tailored to the specific material being used. This article aims to explain the meaning of each material parameter and what effects they can achieve.
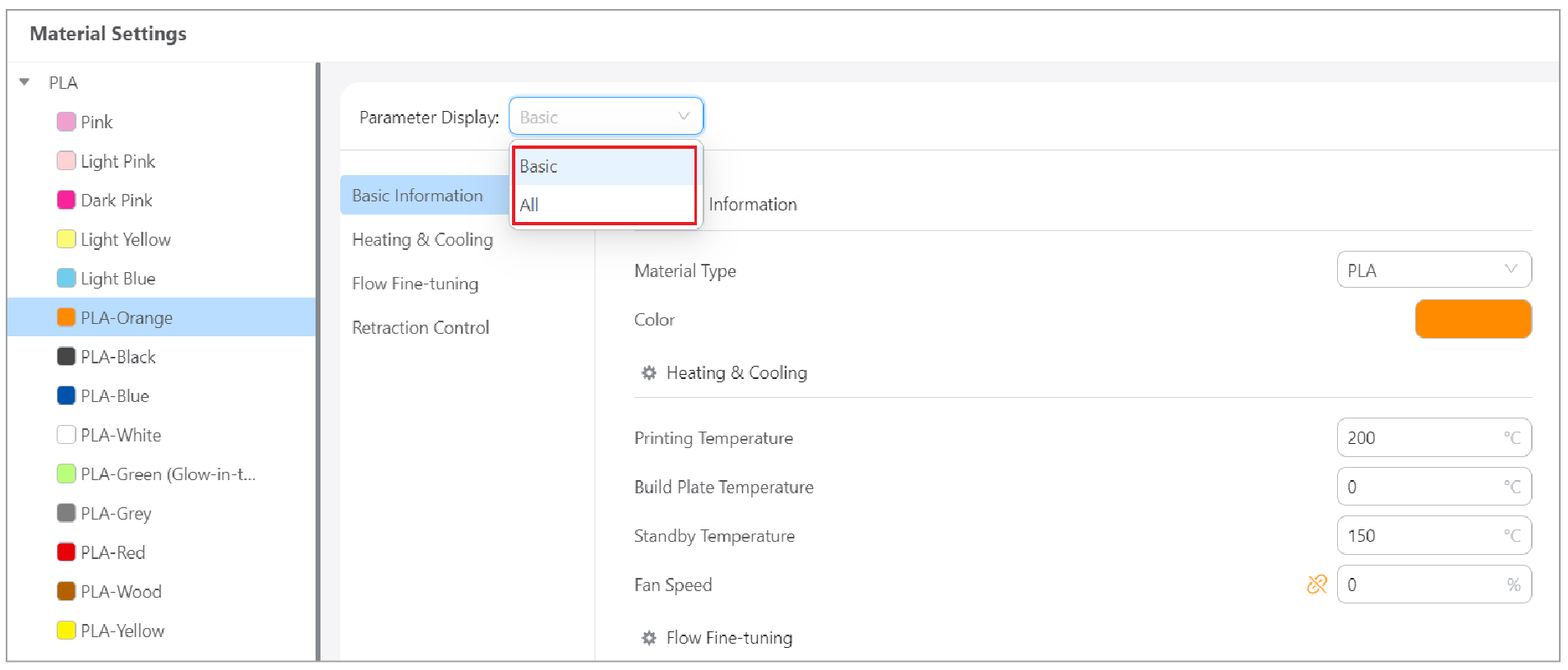
On the Parameter Display drop-downlist, you can select between Basic and All. When All is selected, all parameters related to the material on left side will be displayed. When Basic is selected, only basic parameters will be displayed.
You can adjust these parameters to achieve better printing results, or add new material profile, refer to - Adjust material settings & Add material profiles.
¶ Basic information
¶ Material Type
Luban support different material types: PLA, Break Away Support, ABS, PETG, TPU, PVA, ASA, PC, Nylon and others.
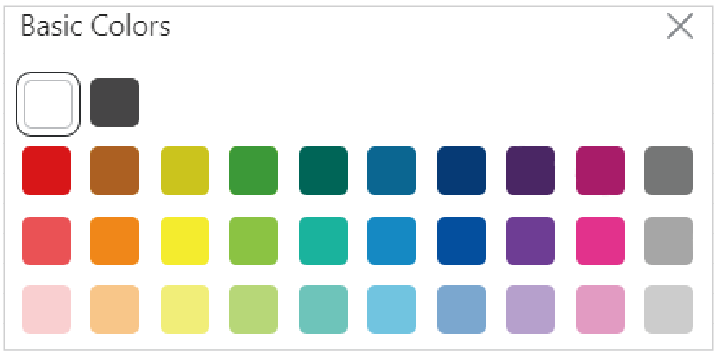
¶ Color
Luban supports the following basic colors.
¶ Heating & Cooling
Temperature control is the cornerstone of successful 3D printing. It's a factor that influences not just the quality of the printed object but also the efficiency and reliability of the printing process. Each part of a 3D printer interacts with temperature in a unique way. It's a dance of precision and control, where each component must be perfectly tuned to the right temperature.
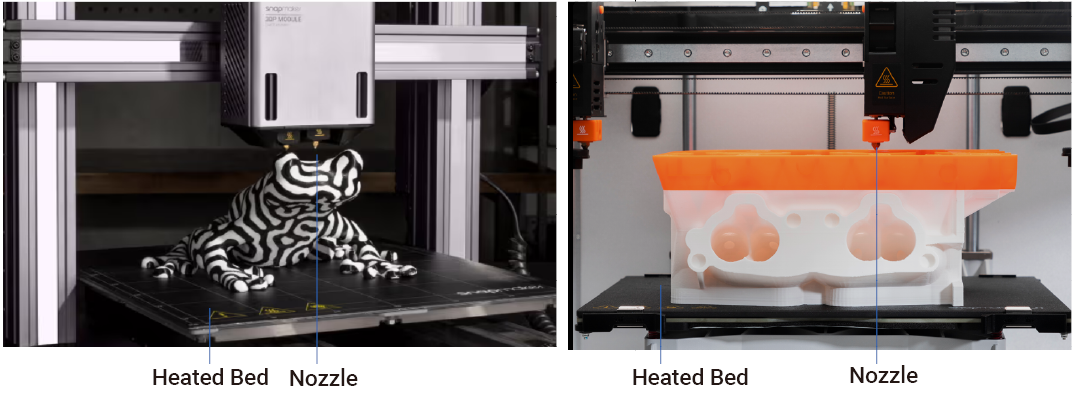
- Heated Bed
The heated bed is vital for the first layer of the print. It needs to be at the right temperature to ensure proper adhesion of the filament to the build platform. If the bed is too cold, the print might warp or detach mid-print. Conversely, an overly hot bed can make the filament too soft, making the print difficult to remove. - Nozzle
The nozzle, where filament is extruded, requires more precise temperature management. The temperature here directly affects the flow and deposition of the filament. A nozzle that's too hot can cause stringing and blobs, while one that's too cool might lead to clogs or incomplete extrusion. This precision is particularly crucial when printing detailed or intricate designs, where the margin for error is minimal.
Here are some of the parameters related to the temperature of the nozzle/heated bed, and you can configure them in Luban to improve the printing quality.
¶ Printing & Cooling
¶ Description
Printing Temperature refers to the temperature of the nozzle during printing.
The printing temperature affects how the material behaves during printing. A small difference in temperature can have a large effect on how the material flows. Increasing the temperature generally makes the material more fluid, so that the printer will extrude material faster.
Every type of filament has a range of temperatures it can be printed at. This will usually be listed on the box it came in and on the technical data sheet.
¶ Influence
-
If you set the parameter too high, the following situations may occur:
-
The material becomes harder to cool, which causes overhangs to sag more (requiring more support) and produces more stringing.
-
The material contracts more after being extruded, which may clog your nozzle and potentially damage your printer.
-
-
If you set the parameter too small, the feeder may grind on the material, making it stop extruding.
¶ Usage
When printing with large layer heights, wide lines, large flow, or great speeds, you are recommended to set a higher printing temperature.
¶ Printing Temperature Initial Layer
¶ Description
Printing Temperature Initial Layer refers to the temperature of the nozzle while it prints the initial layer.
¶ Usage
You can set a slightly higher printing temperature for the initial layer than for the rest of the print.
-
This is useful to improve bed adhesion. The material will be more liquid at higher temperature. This allows it to flow out further, reducing the air bubbles below the print and increasing the contact area with the build plate.
-
This also allows the material to anneal a bit longer, which reduces warping.
¶ Initial Printing Temperature
In dual extrusion printing, there are several different temperature settings and nozzle status/modes.
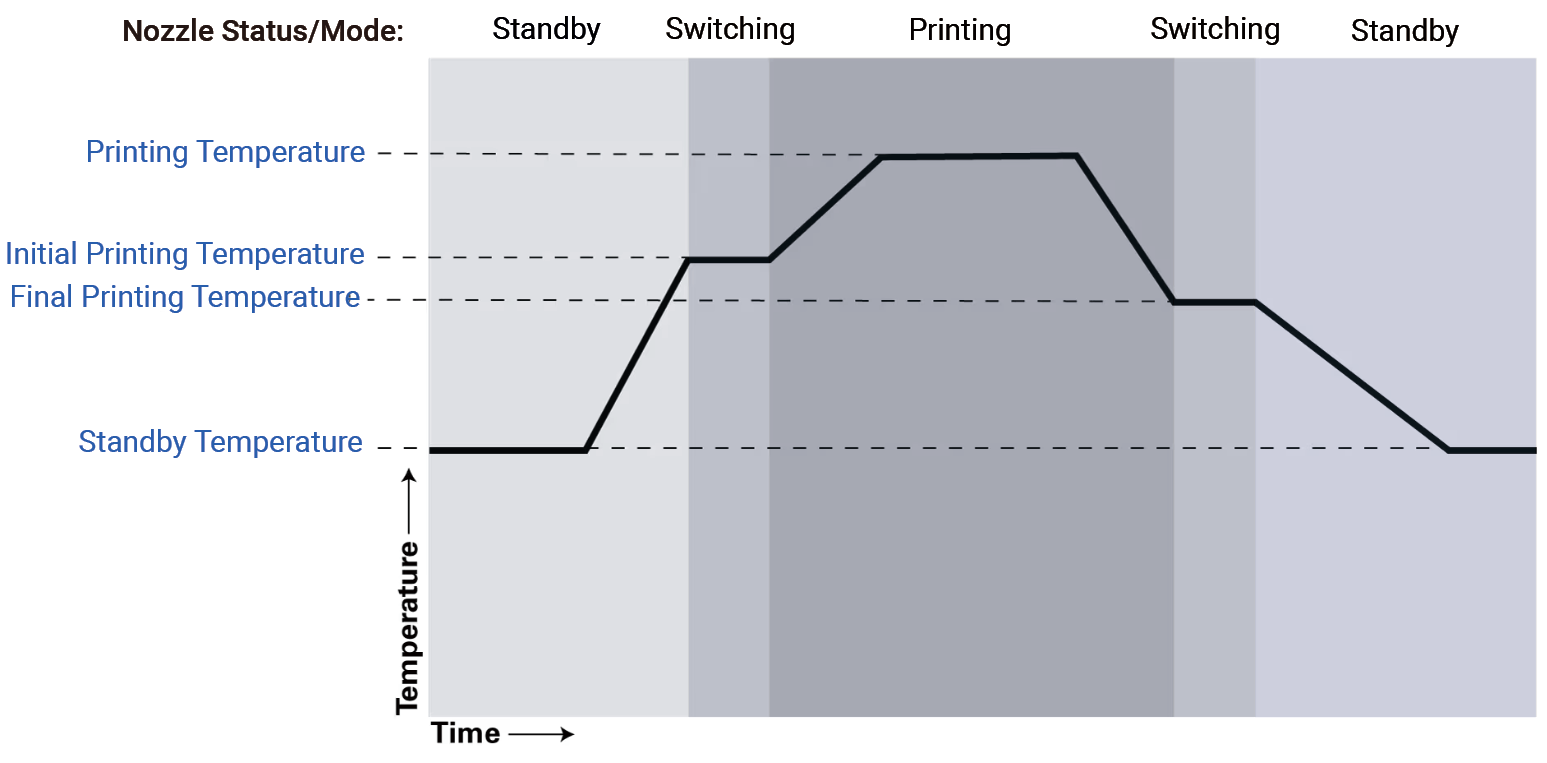
- Printing Temperature: the temperature of the nozzle while it prints.
- Initial Printing Temperature: the temperature of the nozzle at the time when this nozzle is switched back and starts printing again in dual extrusion printing.
- Final Printing Temperature: the temperature of the nozzle at the time when this nozzle is about to end a turn of printing and enter stand-by mode in dual extrusion printing.
- Standby Temperature: when you print a model that needs two different materials/colors, there is always one extruder that is in rest mode while the other is printing. The temperature at this period is called standby temperature.
¶ Description
Initial Printing Temperature refers to the temperature of the nozzle at the time when this nozzle is switched back and starts printing again in dual extrusion printing.
Generally, Initial Printing Temperature is set slightly lower than the normal printing temperature. Then, after the printing starts, the nozzle temperature will quickly increase from the Initial Printing Temperature to normal printing temperature.
¶ Usage
Restarting the print at a slightly lower temperature can help reduce the amount of oozing when the nozzle is switching back. To restart the print, the nozzle needs to heat up from the Standby Temperature to a higher temperature at which the material can melt and be extruded properly. However, increasing temperature also cause the problem of oozing when the print has not started yet. Starting the print at a slightly lower temperature can reduce this oozing.
¶ Final Printing Temperature
¶ Description
Final Printing Temperature refers to the temperature of the nozzle at the time when this nozzle is about to end a turn of printing and enter stand-by mode in dual extrusion printing.
Generally, Final Printing Temperature is set slightly lower than the normal printing temperature. In effect, this causes the nozzle to cool down slightly earlier before the extruder has completed printing. The Final Printing Temperature is reached exactly when the extruder switch happens. After that, it will continue cooling down towards the standby temperature.
¶ Usage
If the Final Print Temperature temperature is slightly lower than the normal printing temperature, the nozzle won't ooze as much material on standby while the other nozzle is printing.
¶ Standby Temperature
¶ Description
When you print a model that needs two different materials/colors, there is always one extruder that is in rest mode while the other is printing. During this resting process, the extruder lowers its temperature to its standby temperature.
This happens to avoid burning the material in the hotend, thus causing a clog or wasting the material by dripping.
¶ Usage
Generally, the Standby Temperature is set lower than the Printing Temperature. This is to prevent the nozzle from oozing out too much material in vain.
¶ Influence
-
If the nozzle temperature remains high while the extrusion motor does not move, the heat might extend back and upwards, melting the filament inside the motor. In this case, the gear will not be able to push forward the filament through the nozzle but chew a spot in the filament. This is known as “heat creep” and will cause your nozzle to clog.
-
If the Standby Temperature is set too low, the extruder will need more time to heat up to continue printing when the other extruders are done.
¶ Extrusion Cool Down Speed Modifier
When the material is heated up inside the nozzle chamber, it will take away heat from the nozzle. Extruding material faster tends to take away more heat from the nozzle. If the temperature probe is not exactly at the tip of the nozzle, that will cause the nozzle to have a slightly lower temperature while extruding material than when idle. This setting describes how soon the heat is lost in the nozzle while printing.
If Auto Temperature is enabled, the printing temperature will be adjusted depending on how soon the heat is lost. The extra heat lost by extruding will then be compensated for by increasing the desired printing temperature from the G-code.
The setting's value depends on the nozzle design, the heat capacity of the printed material and the extrusion rate.
¶ Build Plate Temperature
¶ Description
Build Plate Temperature is the temperature of the heated bed during printing.
¶ Usage
Heating the build platform keeps the material slightly fluid and viscous. Some materials form crystals as they cool and therefore shrink significantly during the cooling process. Heating the build platform keeps the material just above its solidification temperature to prevent this shrinkage. Heating the build platform also keeps the liquid plastic viscous, which improves the adhesion of the print to the build platform.
However, if the build plate is kept too hot, the print will be very fluid where it touches the build plate. This causes the material to sag a bit, causing "elephant foot" on the bottom side of the print. Heating the build plate will also create a temperature difference between the material which is resting on the build plate, and the material higher up in the model, which causes warping when the higher up material starts to shrink.
¶ Build Plate Temperature Initial Layer
Build Plate Temperature Initial Layer refers to the temperature of the heated bed during the printing of the initial layer.
If Heated Build Plate is disabled, the material on the build plate will cool down faster. That's because the heat from the molten material can transfer faster to the build plate than to the insulating air.
Having the build plate heated slightly hotter while the first layer is being printed keeps the material away from the freezing point a bit longer, so that it doesn't get a temperature shock which causes the layer to shrink and warp.
After the initial layer is completed, the build plate temperature will be set to ordinary build plate temperature, but it will take a while for the build plate to reach that temperature.
¶ Fan Speed
¶ Description
Fan Speed is the speed at which the fans on the toolhead will spin throughout most of the print. This is a percentage of the maximum capabilities of the fans.
¶ Usage
-
A greater speed allows better cooling. This reduces oozing and stringing and produce better overhangs and reduces the pillowing effect.
-
A lower speed will reduce warping with some materials and will make the print stronger.
The fan speed should almost always be maximum when printing materials with a low glass transition temperature range, such as PLA.
¶ Regular Fan Speed
¶ Description
Regular Fan Speed is the speed at which the fans on the toolhead will spin, unless the layer is very small. It applies to the layers whose printing time is not smaller than the Regular/Maximum Fan Speed Threshold.
¶ Usage
-
A greater speed allows better cooling. This reduces oozing,the pillowing effect and stringing,and it can produce better overhangs.
-
A lower speed will reduce warping with some materials and will make the print stronger.
The fan speed should almost always be maximum when printing materials with a low glass transition temperature range, such as PLA.
¶ Maximum Fan Speed
¶ Description
The speed at which the fans in the toolhead will spin when the layer is printed with the Minimum Layer Time.
Luban will calculate the printing time of each layer so as to determine its fan speed. If the printing time of a layer is larger than the Minimum Layer Time but smaller than the Regular/Maximum Fan Speed Threshold, then the fan speed of this layer is calculated as follows:
Fan Speed of the Layer = Maximum Fan Speed - (Maximum Fan Speed - Regular Fan Speed)/(Regular/Maximum Fan Speed Threshold - Minimum Layer Time) × (Printing Time of the Layer - Minimum Layer Time)
¶ Usage
By using the Maximum Fan Speed, layers whose printing time is short can cool down faster and solidify before the next layer gets put on top of it, and therefore prevents sagging.
¶ Regular/Maximum Fan Speed Threshold
¶ Description
Regular/Maximum Fan Speed Threshold configures a threshold of the layer printing time to determine the fan speed used in the layer.
If the printing time of a layer is equal to or larger than the Regular/Maximum Fan Speed Threshold, then this layer will be printed with the Regular Fan Speed.
Fan Speed of the Layer = Maximum Fan Speed - (Maximum Fan Speed - Regular Fan Speed)/(Regular/Maximum Fan Speed Threshold - Minimum Layer Time) × (Printing Time of the Layer - Minimum Layer Time)
If a layer is printed with the Minimum Layer Time, then this layer will be printed with the Maximum Fan Speed.
¶ Usage
If the printing time of a layer is short, the layer may not be able to cool down properly. That's why we need to increase the fan speed to ensure that the layer is solidified.
¶ Regular Fan Speed at Layer
¶ Description
Regular Fan Speed at Layer configures the layer at which the fan speed is transitioned from Initial Fan Speed to Regular Fan Speed.
At the beginning of the print, the toolhead will use the lower Initial Fan Speed for the initial layer. Then, the fan speed will gradually increase and finally reach the Regular Fan Speed at the layer you set. For example, if you set the Initial Fan Speed to 0%, the Regular Fan Speed to 100%, and Regular Fan Speed At Layer to 6, then the fan speed will begin at 0%, continuously increase during the printing of the first five layers, and reach 100% at the sixth layer.
¶ Influence
Normally, the Initial Fan Speed is set considerably lower to prevent warping and increase build plate adhesion. However, after the initial layer is printed, it may still be risky to increase the fan speed too suddenly. If the first few layers cool down too quickly, they may still shrink and through shear friction pull the first layer up, warping the print as well. The purpose of this setting is to allow printing multiple layers with a lower fan speed. This way, the warping can be prevented until the print has sufficient stiffness to resist the warping.
¶ Usage
Increasing this setting can improve bed adhesion.
If your build plate is heated to a high temperature, you might need to reduce this setting in order to prevent elephant's foot or oozing.
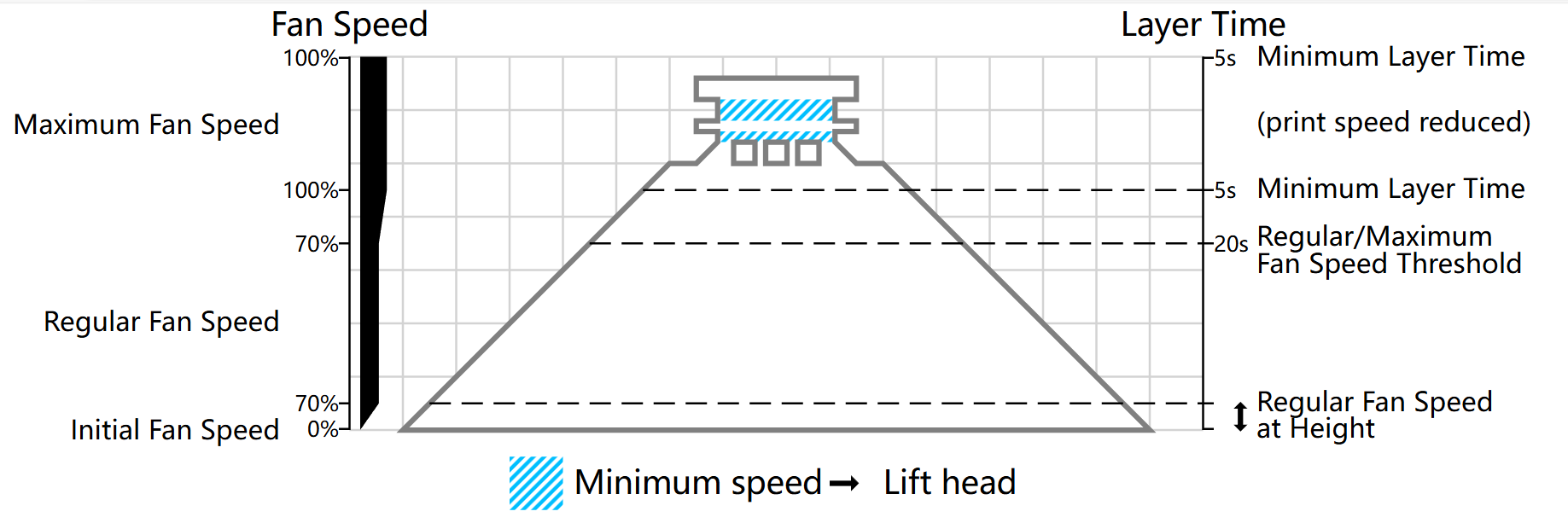
¶ Lift Head
With Lift Head enabled, the toolhead will rise up a bit when it reaches the end of a layer waiting for the Minimum Layer Time to pass.
If a layer is so small that it would take less than the Minimum Layer Time to print at regular printing speed, then its actual printing speed will be reduced so that the layer still takes the Minimum Layer Time to print. But the printing speed will not be reduced below the Minimum Speed. If printing the layer at Minimum Speed would take less than the Minimum Layer Time, the printer will wait at the end of the layer until the Minimum Layer Time has passed. Enabling Lift Head is to make the toolhead lift up a bit when it finish printing the very small layer.
If this setting is disabled, then the print head will wait at the end of the layer with the nozzle touching the print.
The print head will always move up by 3 mm. There is no setting to configure this at the moment.
¶ Minimum Layer Time
¶ Description
Minimum Layer Time configures the shortest duration of printing a layer that is allowed. The printer is not allowed to print a layer using any less time than this.
This ensures that a small layer has enough time to cool down and solidify before the next layer gets put on top of it, and therefore prevents sagging.
¶ Usage
If a layer is so small that it would take less than the Minimum Layer Time to print at regular printing speed, then its actual printing speed will be reduced so that the layer still takes the Minimum Layer Time to print. But the printing speed will not be reduced below the Minimum Speed setting. If printing the layer at the minimum speed would take less than the Minimum Layer Time, the toolhead will wait at the end of the layer until the Minimum Layer Time has passed.
For a layer that is printed with the minimum layer time, the toolhead will use the Maximum Fan Speed so as to cool down the layer faster.
¶ Minimum Speed
Minimum Speed configures the lowest printing speed that is allowed. This setting is to limit the printing speed of layers that use the Minimum Layer Time.
If a layer is so small that it would take less than the Minimum Layer Time to print at regular printing speed, then its actual printing speed will be reduced so that the layer still takes the Minimum Layer Time to print. But the printing speed will not be reduced below the Minimum Speed. If printing the layer at the minimum speed would take less than the Minimum Layer Time, the toolhead will wait at the end of the layer until the Minimum Layer Time has passed.
If the printing speed is too slow, the heat from the nozzle will have time to spread out to lower layers and adjacent walls. As a result, the print surface may become messy and localised sagging may happen. That is why we need to set a minimum printing speed as a limit.
¶ Flow Fine-tuning
¶ Flow
¶ Description
This setting directly adjusts how much material is placed down. Normally the amount of material is calculated by Snapmaker Luban such that the material would fill the exact space in the line's width, height and length, but this can be adjusted using the flow settings.
¶ Usage
The main use case for this setting is to compensate for some fault during extrusion. For instance, if the nozzle is slightly clogged, underextrusion will occur. Increasing the flow could then push more material through the clogged nozzle, hopefully causing it to end at the right amount of material. This can also compensate for slip or variance in filament diameter.
It is almost always better to fix the actual problem causing the overextrusion or underextrusion, but adjusting the flow can be an easy temporary fix.
If you want the lines to be wider, it is better to adjust the actual line width setting. The line width doesn't necessarily need to be the same as the nozzle size. Adjusting the line width will also adjust the spacing between the lines which prevents overextrusion and underextrusion. Adjusting the flow doesn't adjust spacing.
¶ Outer Wall Flow
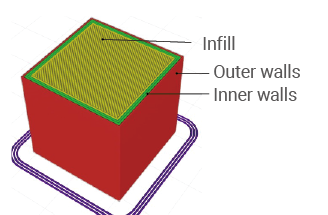
This setting adjusts the flow rate for the outer wall.
The flow rate for the outer wall can be adjusted separately from the flow rate of the inner walls.
Adjusting the flow rate during the outer wall is a stop gap method to fix problems with extrusion rate or dimensional accuracy. The same effect can also be achieved by adjusting the Outer Wall Line Width and Outer Wall Inset settings, but this setting could be a more intuitive way to tune initially.
If there is a problem with extrusion rate during the outer wall, it is better to look at the printing speeds and printing temperature. Perhaps the material doesn't get enough momentum out the nozzle and a greater print speed could help. Perhaps the lines are too thin to extrude properly. Perhaps the material is too cool or too hot.
If there is a problem with dimensional accuracy, it is better to look at line widths horizontal expansion and the printing order.
¶ Inner Wall(s) Flow
¶ Description
This setting adjusts the flow rate for the inner walls.
¶ Usage
The flow rate for the inner walls can be adjusted separately from the flow rate of the outer wall. Adjusting the flow rate during the inner walls is a stop gap method to fix problems with extrusion rate or dimensional accuracy.
If there is a problem with extrusion rate only during the inner walls, it is better to look at the printing speeds and printing temperature. Perhaps the material doesn't get enough momentum out the nozzle and a greater print speed could help. Perhaps the lines are too thin to extrude properly. Perhaps the material is too cool or too hot.
¶ Infill Flow
¶ Description
This setting adjusts the flow rate for the infill.
¶ Usage
Adjusting the flow rate during the infill is a stop gap method to fix problems with extrusion rate or strength. The same effect can be achieved by adjusting the distance between lines and of the infill, but this setting may be more intuitive.
Problems with extrusion rate or strength of the infill are mainly caused by crossings in the infill pattern, or too much of a change in flow rate between the infill and other structures. Rather than adjusting this flow rate, it may be more effective to adjust the infill pattern or the line width. Choose an infill pattern that doesn't cross itself, such as zigzag. If the line width needs to be increased for strength but is limited in the flow rate, it's a good idea to use the infill multiplier instead of increasing the flow.
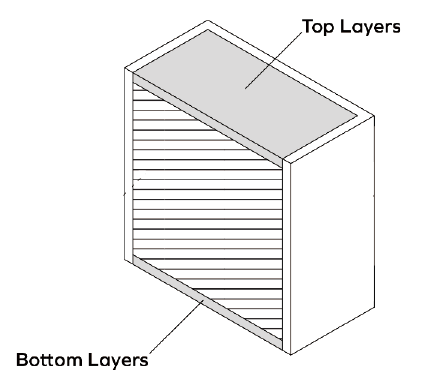
¶ Top/Bottom Flow
¶ Description
This setting adjusts the flow rate for the top and bottom layers.
¶ Usage
The flow rate for the top and bottom can be adjusted separately from the flow rate of the rest of the print.
Adjusting the flow rate during the top and bottom is a stop gap method to fix problems with extrusion rate or not being water tight.
If there is a problem with extrusion rate during the printing of the top side, it is better to look at the infill density and or perhaps gradual infill, in order to reduce the distance the top side needs to bridge.
If there is a problem with extrusion rate during the printing of the bottom side, take a look at the density, pattern and gradual infill for support. The temperature and printing speed are also important factors for achieving good, consistent extrusion.
¶ Skirt/Brim Flow
¶ Description
This setting adjusts the flow rate for the skirt or brim.
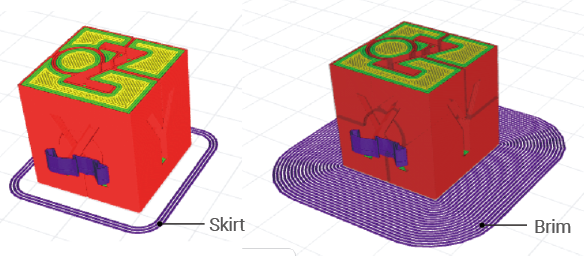
¶ Usage
Increasing the flow rate of the skirt or brim can make it stick better to the build plate, because the material is pressed onto the build plate with more force. However, care must be taken to not overextrude too much.
If the material sticks out above the brim, the nozzle may bump into the brim and tear it off the build plate when a travelling across the brim.
If the skirt or brim lines overlap too much, some lines will not be able to reach the build plate because they are blocked by overly wide adjacent lines. This can be detrimental to the adhesion to the build plate.
Instead, the Skirt/Brim Line Width can get the same effect of pushing down harder on the build plate, but spaces the lines out further as well so that they can all stick to the build plate.
The flow rate for the skirt or brim can be adjusted separately from the flow rate of the rest of the print.
¶ Support Flow
¶ Description
This setting adjusts the flow rate for the support.
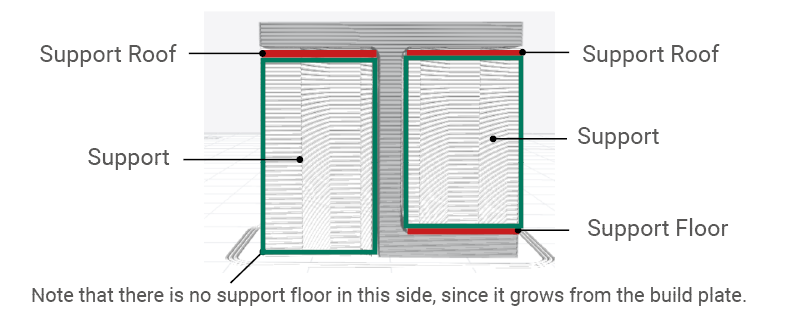
Support interface refers to a flat roof (and/or floor) on support structures that better conforms to your model. It tends to improve surface finish and break away easier, assuming you don't accidentally fuse it to the print.
The "interface" means the interface between the model and the support. It has to touch the model, not the build plate.
Support roof refers to the skin at the top of the support on which the model is printed.
Support floor refers to the skin at the bottom of the support, where it rests on the model.
Only when the support skin rests on the model (right side in the figure below), it can be called support floor. If the support is comes directly from the build plate (right side in the figure below), then it is not a support floor.
¶ Usage
The flow rate for the support can be adjusted separately from the flow rate of the rest of the print.
Adjusting the flow rate during the support is a stop gap method to fix problems with extrusion rate or the adhesion between the support and the print. The same effect can be achieved by adjusting the line width or line spacing of the support, but adjusting the flow may be more intuitive.
If there is a problem with extrusion rate or strength during the support, it is better to look at the printing speeds and temperature. Perhaps the flow difference between the support and the other structures is too great to properly extrude. Another common issue with the flow rate of support is that there are too many crossings in the support pattern. It could help to choose a pattern that doesn't cross itself, such as Gyroid or Zigzag.
¶ Support Roof Flow
¶ Description
This setting adjusts the flow rate for the support roof.
¶ Usage
The flow rate for the support roof can be adjusted separately from the flow rate of the rest of the support.
Adjusting the flow rate during the support roof is a stop gap method to fix problems with extrusion rate or adhesion between the model and support. The same effect can be achieved by adjusting the line width or line spacing of the support roof, but adjusting the flow rate may be more intuitive.
If there is a problem with extrusion rate, it is better to look at the printing speeds, temperature and line width. Perhaps there is too great of a difference between the flow rate of the support roof and the other structures on the layer. Perhaps the line width is too thin to extrude properly.
If the interface is printed with a different material, a common problem is that the material that the interface is printed with doesn't get enough time to start flowing properly. This can be fixed by using a prime tower or increasing the area of the support roof.
If the support sticks too well to the model, adjusting the line width will usually be more effective since it also causes the lines to be closer together to achieve the same support infill density.
¶ Support Floor Flow
¶ Description
This setting adjusts the flow rate for the support floor.
¶ Usage
The flow rate for the support floor can be adjusted separately from the flow rate of the rest of the support.
Adjusting the flow rate during the support bottom is a stop gap method to fix problems with extrusion rate or adhesion between the model and support. The same effect can be achieved by adjusting the line width or line spacing of the support floor, but adjusting the flow rate may be more intuitive.
If there is a problem with extrusion rate, it is better to look at the printing speeds, temperature and line width. Perhaps there is too great of a difference between the flow rate of the support floor and the other structures on the layer. Perhaps the line width is too thin to extrude properly.
If the interface is printed with a different material, a common problem is that the material that the interface is printed with doesn't get enough time to start flowing properly. This can be fixed by using a prime tower or increasing the area of the support floor
¶ Prime Tower Flow
¶ Description
Prime Tower Flow refers to the flow rate of the prime tower.
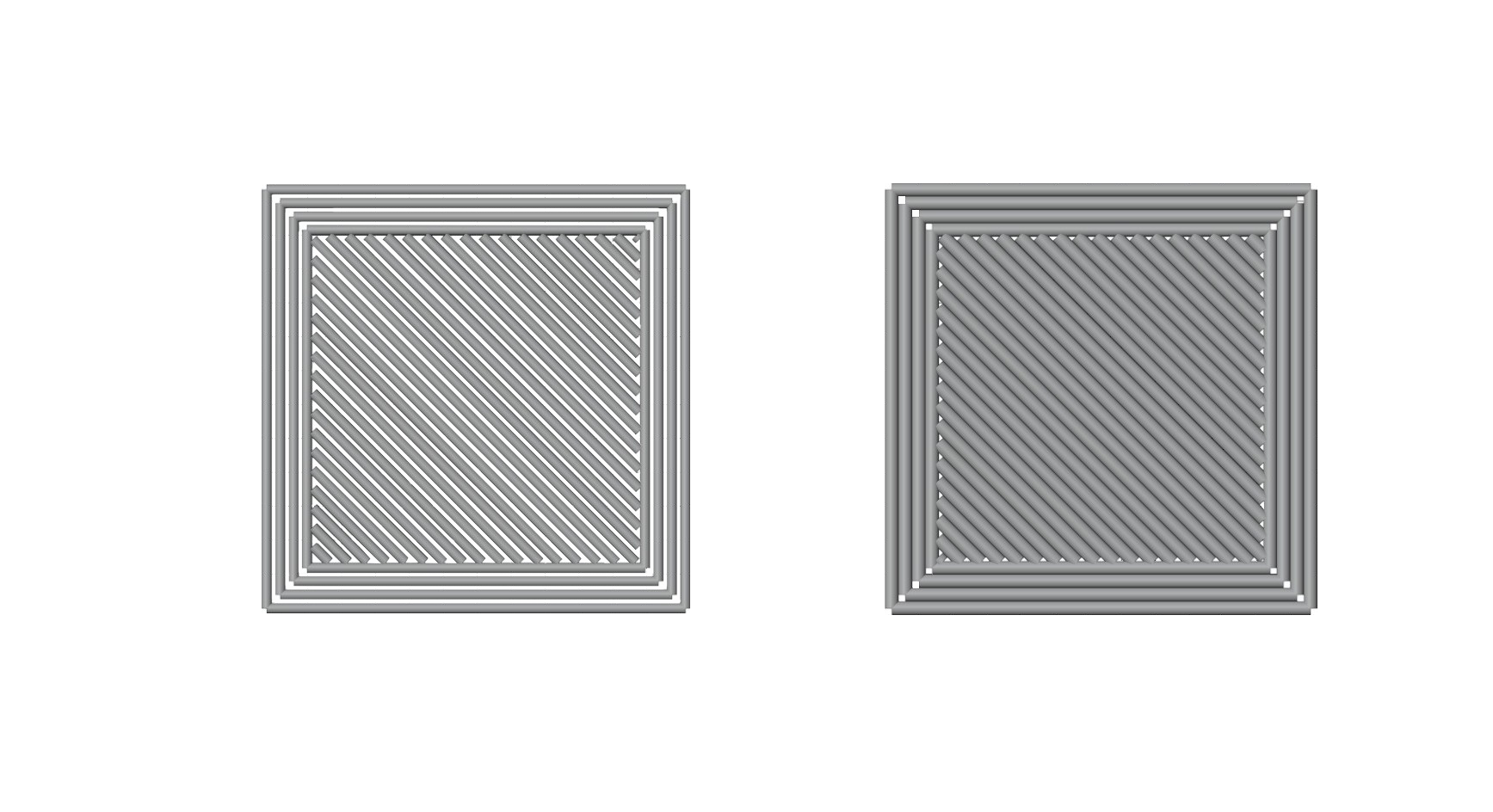
A prime tower, a bit similar to a wipe tower, is an additional print that is created on the build plate to help prime the nozzle before printing the next layer. It reduces oozing and under-extrusion and enhances overall printing quality.
In 3D printing, we usually need a prime tower in multi-color printing tasks. When changing colors, there might be some residual material left inside the nozzle. With prime tower enabled, the extruder can extrude these residues out during printing the prime tower. In such way, it can help to get a sharper and cleaner separation between the two colors. As can be seen in the right picture below, the surface of the prime tower absorbs a lot of defects and looks hairy, while the model is more be more clean and tidy.
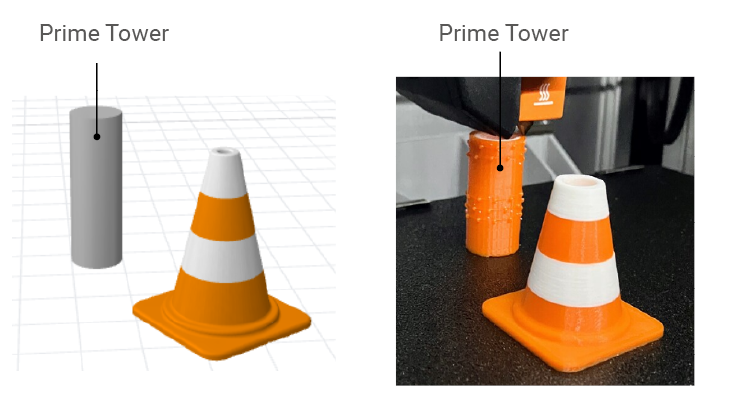
The prime tower is enabled by default but will only be generated on the build plate for multi-color printing tasks.
¶ Usage
Increasing this setting enables more material being pushed in a smaller amount of space, which causes the nozzle to prime faster. This can save some time.
Increasing this setting too much can cause overextrusion. As a result there could be blobs on the prime tower which can cause the tower to be knocked over.
This setting is taken into account when calculating how many perimeters the prime tower will have to prime enough volume for the Prime Tower Minimum Volume setting, so increasing this setting will cause the prime tower to have fewer perimeters.
¶ Flow Equalization Ratio
This feature allows you to change the way that your printer will use to adjust the line width: Instead of changing the flow rate of material through the nozzle, the printer will change the speed at which the nozzle moves.
FFF printers are notoriously bad at changing the rate at which material flows out of the nozzle. If the printer changes the speed of the feeder, it takes a fraction of a second before this actually translates into a change of flow rate. By that time, depending on the print speed, the nozzle may already be several millimetres beyond the point where the flow rate should've been adjusted. This is even worse if your printer has the feeder removed from the print head with a Bowden tube in between.
Instead of changing the feed rate, the printer can also change the movement speed of the print head. The print head can accelerate much faster and so could get better control over the width of the line. If the print head speeds up while the flow rate is kept the same, the same amount of material gets stretched over a greater length, which reduces the line width. If the print head slows down, the same amount of material is bunched up in a smaller space, increasing the line width.
This setting is a ratio. It could adjust the flow rate (0%) or the print speed (100%) or a combination of the two. The ratio can even exceed 100%, which means that the flow rate is reduced in order to produce thicker lines, but the speed is reduced even more to compensate.
Increasing this ratio towards 100% means that it uses the speed instead of the flow rate to change the line width, which has the following effects on the print:
-
The line width is likely more accurate, improving the dimensional accuracy of the print.
-
The flow rate will be kept equal, which makes the print more reliable, especially with exotic materials.
-
In some places the print head moves faster, which results in ringing.
This setting only applies to the variations in line width caused by fitting the lines into the width of thin parts and sharp corners. Changes in flow rate due to settings such as different line widths for infill vs. wall will not be compensated for, nor features like bridging or ironing. Printers that implement Linear Advance or similar compensation features should still use those, even if this setting is set to 100%, because flow changes can still occur due to those settings.
¶ Retraction Control
¶ Enable Retraction
¶ Description
When a 3D printer stops pushing material, the material won't immediately stop flowing from the end of the nozzle. The residual material in the nozzle will keep oozing out. To actually stop the material from flowing, the printer needs to retract the material backward from the nozzle opening. This is necessary to make clean travel moves without stringing.
After you enable retractions, the extruder will retract material while making travel moves that are particularly sensitive to stringing. For travel moves that only pass through infill or from support to support, the extruder will not perform retraction. There is also a limit to how often the material can be retracted, through the Maximum Retraction Count and Minimum Extrusion Distance Window settings.
¶ Advantages of Retraction
-
It'll reduce stringing significantly.
-
It will significantly reduce the amount and size of blobs on the surface where the nozzle enters the perimeter of a part.
¶ Disadvantages of Retraction
-
It takes a bit of time to retract.
-
The material flow gets interrupted when a retraction happens. This has negative consequences for dimensional accuracy, and may lead to underextrusion.
-
The filament could wear down when too many retractions happen, preventing the feeder from gripping the material.
¶ Usage
Flexible materials are harder to retract, because pulling on the filament makes the filament stretch instead of retracting backward from the nozzle tip. It may be very time consuming and relatively ineffective to enable retraction with such materials.
¶ Retraction Distance
¶ Description
Retraction distance is the distance that the material is retracted from the nozzle tip when a retraction is made.
¶ Influence
This setting has five effects:
-
Retraction produces an underpressure inside the nozzle chamber, which pulls the material back from the nozzle opening. Retracting the material farther increases this underpressure, so that it works for denser materials.
-
When making long travel moves, the retracted material still has some time to melt in the nozzle chamber. Retracting the material farther offers a longer time for this molten material to drip out, preventing stringing.
-
Retractions wear down the material where the feeder grips them. Longer retractions wear down more of the material. This may cause the feeder to lose grip, thereby making the printer stop extruding altogether.
-
Longer retractions take more time than shorter ones.
-
Retractions that are made on the surface of the model will cause a bigger blob while the material is being retracted, because the nozzle pauses for a longer time while the material is being retracted.
¶ Usage
If the feeder is very far removed from the nozzle, then the retraction distance must be very large as well.
¶ Retraction Retract Speed
¶ Description
Retraction Retract Speed is the speed at which the material is pulled backward from the nozzle chamber during a retraction.
¶ Usage
It is recommended to set the Retraction Retract Speed as high as possible without grinding the material at the feeder. Moving the filament at greater speed makes the nozzle stand still for a shorter amount of time, which reduces the size of the blob in the location where it retracts and slightly reduces printing time.
If the speed is set too high however, the force exerted by the feeder will be so high that the feeder wheel will start to grind into the filament. This reduces the reliability of the print.
¶ Retraction Prime Speed
¶ Description
Retraction Prime Speed is the speed at which the material is pushed forward in the nozzle after retracting.
¶ Usage
It is recommended to set the Retraction Prime Speed as high as possible without grinding the material at the feeder. Moving the filament at greater speed makes the nozzle stand still for a shorter amount of time, which reduces the size of the blob in the location where it unretracts and slightly reduces printing time.
If the speed is set too high however, the force exerted by the feeder will be so high that the feeder wheel will start to grind into the filament. This reduces the reliability of the print.
¶ Retraction Extra Prime Amount
¶ Description
This setting compensates for the material lost amid retraction by pushing the material a bit further in than how far it was retracted.
¶ Usage
The larger the extra prime amount is, the more pressure is added in the nozzle chamber after a retraction, which helps for the loss of pressure in the chamber.
If the setting is too high, it will lead to blobs in the place where the nozzle lands after a retracted travel move.
¶ Z Hop When Retracted
¶ Description
Whenever a retraction is done, the nozzle is raised (or the build plate lowered) to create clearance between the nozzle and the print. When the nozzle needs to travel from one place to another, the nozzle will be lifted above the print slightly. This way, the nozzle goes over the print instead of hitting the previously printed parts.
¶ Usage
It prevents the nozzle from hitting the print during travel moves. When the nozzle hits the print it leaves a visible scar, so it should improve the visual quality of the walls of the print.
If the material oozes out of the nozzle during travel moves, the ooze gets deposited where the nozzle lands after the travel move, which is often in the infill where it's not visible. This reduces blobs on the surface.
Blobs on the surface have a chance to knock over your print, so enabling this setting can improve reliability.
However, moving the nozzle up and down all the time takes a bit more time, so your print will take longer to complete. It can also wear down the Z axis of the printer faster, depending on the printer's design.
¶ Z Hop Only Over Printed Parts
¶ Description
If the Avoid Printed Parts setting is enabled, the nozzle will avoid other parts when travelling from one place to another. Normally, if a Z hop is applied, avoiding printed parts is not necessary any more. This setting switches that logic around: If avoiding printed parts is not possible, a Z hop is applied.
¶ Usage
Z hops can be problematic for the wear of the Z axis of some printers. This setting can reduce the amount of Z hops by going around an object horizontally instead of vertically. For some printers, moving horizontally can also be faster than moving vertically, and thus save time.
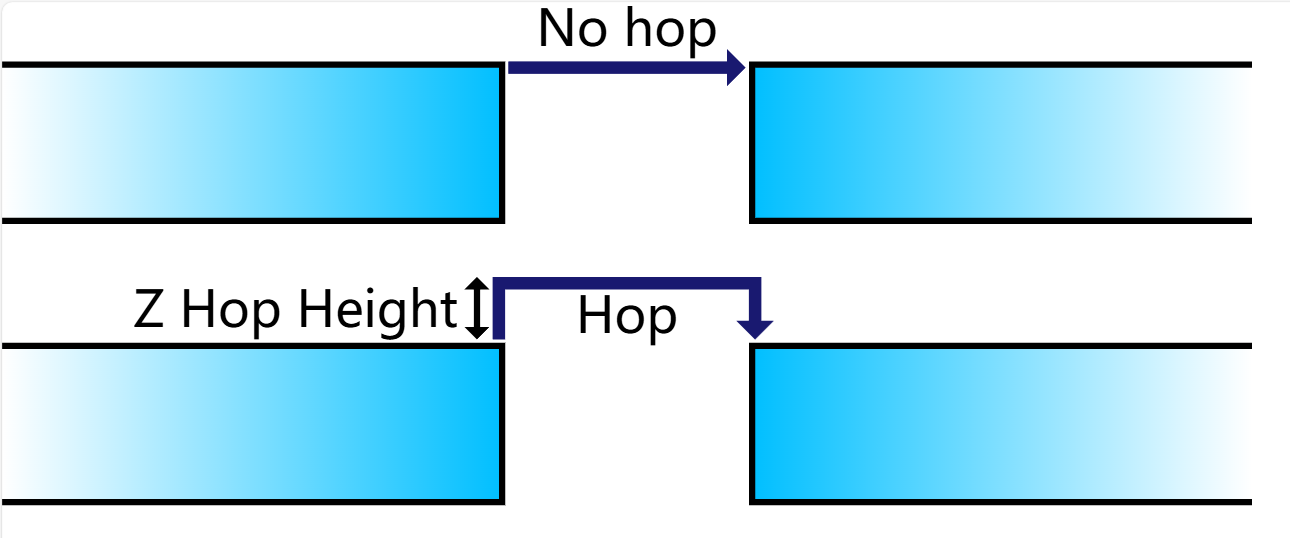
¶ Z Hop Height
¶ Description
If a Z hop is performed, this setting determines how high the nozzle will move up before travelling to the destination.
¶ Usage
Higher Z hops take more time to do, which increases the total printing time and slightly increases the amount of oozing as well. However passing too low over the surface allows the ooze out of the nozzle to hit the model anyway, defeating the purpose of the Z hop.
¶ Z Hop After Extruder Switch
This setting, if enabled, will make the nozzle move up slightly with a Z hop during the switching of extruders.
Switching extruders brings in a nozzle that has had some extra time to ooze, so you may decide to give this a bit of a higher Z hop than the normal Z hops during the print.
If a prime tower is printed, this will only increase the Z hop height when travelling away from the print and to the prime tower. Since blobs on the prime tower are sort of expected anyway, it's not effective to increase this setting too much when using a prime tower.
¶ Z Hop After Extruder Switch Height
¶ Description
This setting controls how high the nozzle will move up after the extruder switch. This height can be adjusted separately from the ordinary Z Hop Height setting.
¶ Usage
This can be useful since the nozzle tends to ooze more while it's been in stand-by while other extruders have been printing. This extra ooze will be bigger and thus requires a greater clearance between the nozzle and the last printed layer. Setting the Z hop height slightly higher after an extruder switch prevents the bigger-than-usual blob underneath the nozzle from hitting the print as well, without incurring additional printing time for most of the Z hops.
¶ Nozzle Switch Retraction Distance
¶ Description
When printing with multiple extruders, the extruders that aren't currently printing will be held on stand-by. The material must be retracted out of the heat zone completely while they are on stand-by, because they will get a lot of time to ooze otherwise.
This setting determines how far the material for this extruder is retracted when the extruder goes into stand-by during an extruder switch.
¶ Usage
This setting can be configured separately from the regular retraction distance. Generally, the retraction distance for stand-by extruder is much greater. This is to ensure that the material doesn't keep oozing in the nozzle chamber while the other extruder is printing.
¶ Nozzle Switch Retraction Speed
¶ Description
While a nozzle is on stand-by, the material is kept out of the heat zone to protect it from oozing out. This setting configures how fast the material is retracted from the nozzle chamber when switching to a different extruder, and how fast it's being pushed back when switching back to this extruder.
¶ Usage
Increasing the setting can reduce oozing, but has a chance of grinding the filament which may cause the feeder to lose grip on the filament.
Since the retraction for the extruder switch is longer, this setting can be configured separately from the speed of ordinary retractions.
¶ Nozzle Switch Prime Speed
While a nozzle is on stand-by, the material is kept out of the heat zone to protect it from degrading. This setting configures how fast the material is pushed back in the nozzle chamber after the extruder switches back.
Since the retraction for the extruder switch is longer, this setting can be configured separately from the speed of ordinary retractions. Increasing the setting can reduce oozing, but has a chance of grinding the filament which may cause the feeder to lose grip on the filament.
¶ Nozzle Switch Extra Prime Amount
¶ Description
This setting allows you to configure the printer to purge a bit of extra material every time when the extruder is switched back. It is intended to restore the pressure on the nozzle after it has been oozing while other extruders have been printing or during an extruder switch.
¶ Influence
While other extruders are printing, this extruder will have been waiting on stand-by. During this time though, it will ooze material. That loss of material can be compensated for by pushing through some extra material. This puts the pressure back in the nozzle chamber. The material that was oozed out will still be hanging under nozzle tip though, so unless a prime tower or ooze shield is used, it will end up on the side of your print.
¶ Usage
This setting is configurable per extruder. The configured amount of material is purged before printing with the material.
¶ Initial Layer Optimization
¶ Initial Fan Speed
¶ Description
Initial Fan Speed is the rotation speed of the fans on the toolhead at the beginning of the printing.
The fan speed will gradually transition from the Initial Fan Speed to the Regular Fan Speed based on the Regular Fan Speed At Layer you set. For example, if you set the Initial Fan Speed to 0%, the Regular Fan Speed to 100%, and Regular Fan Speed At Layer to 6, then the fan speed will begin at 0%, continuously increase during the printing of the first five layers, and reach 100% at the sixth layer.
¶ Usage
The Initial Fan Speed is normally set lower than the Regular Fan Speed. This allows the material to cool down slower and sag further onto the build plate, and thus improves build plate adhesion.
¶ Initial Layer Flow
¶ Description
Initial Layer Flow adjusts the amount of material being pushed through the nozzle during the printing of the initial layer.
¶ Usage
The Initial Layer Flow is normally set larger than the flow of other layers. This allows the material to be pushed harder onto the build plate, and thus improves build plate adhesion.
This setting can also be used to compensate for an improperly levelled heated bed. If the heated bed is too close, you'll want to reduce the flow. If the heated bed is too far, you'll want to increase the flow. Nevertheless, it's still better to properly level the heated bed at the beginning.
¶ Initial Layer Outer Wall Flow
Initial Layer Outer Wall Flow refers to the amount of material that is extruded for the outer wall of the initial layer of a print.
¶ Initial Layer Inner Wall Flow
Initial Layer Inner Wall Flow refers to the amount of material that is extruded for the inner wall of the initial layer of a print.
¶ Initial Layer Bottom Flow
Initial Layer Bottom Flow refers to the amount of material that is extruded for the bottom of the initial layer of a print.
¶ Unclassified
¶ Horizontal Scaling Factor Shrinkage Compensation
To compensate for the shrinkage of the material as it cools down, the model will be scaled with this factor, in the horizontal direction.
¶ Vertical Scaling Factor Shrinkage Compensation
To compensate for the shrinkage of the material as it cools down, the model will be scaled with this factor, in the vertical direction.
A factor of 100% will not cause any scaling. A scaling factor of slightly more than 100% is appropriate for some high-temperature materials such as polycarbonate. A scaling factor of less than 100% would be suitable for the material that grows when cooling, like foam maybe.