¶ 💡兼容性
本文适用于以下设备,参考时请注意:
- 设备型号:U1
¶ ⏰ 何时使用本指南
当 U1 在打印前或打印过程中出现以下情况时,请使用本指南进行排查:
- 喷嘴在移动时与热床发生刮擦或碰撞;
- 打印头在移动中发出异常摩擦声或撞击声;
- 热床表面出现划痕、掉涂层或局部磨损。

¶ 📋 速览卡片
- 难度: ⭐⭐⭐☆☆(中等)
- 预计时间:20 分钟
¶ 🔁 排查流程图
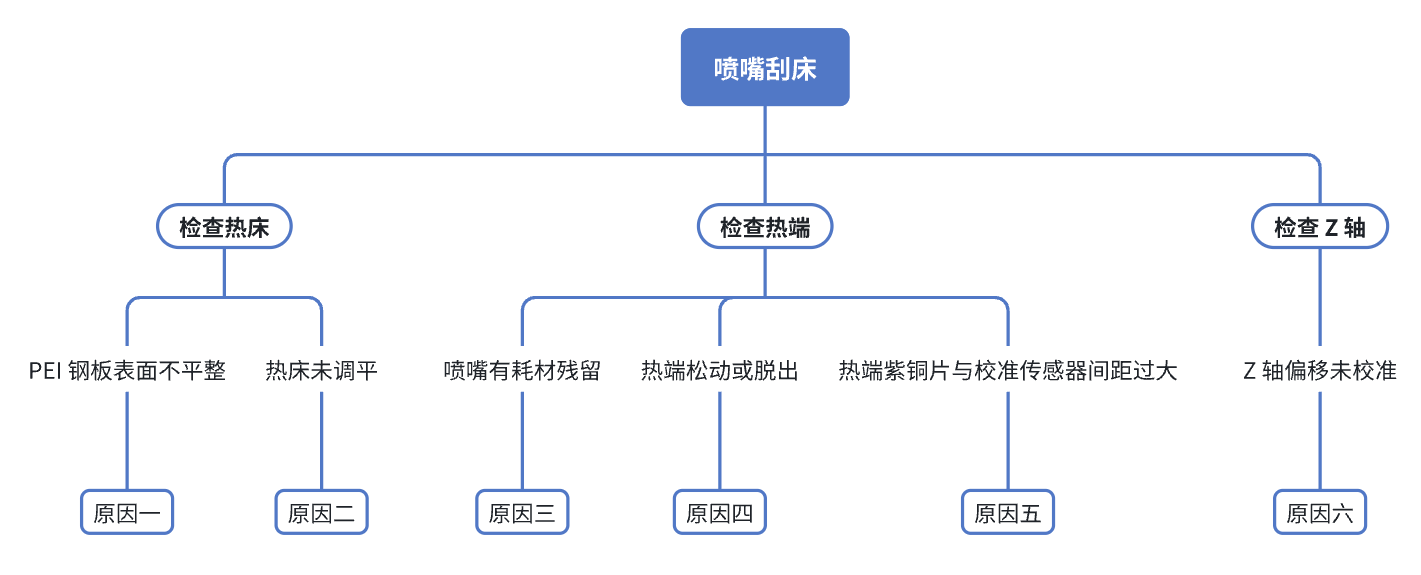
¶ 🔍 快速诊断
¶ ⚠️ 重要提示
涉及对机器硬件的排查时,操作前请务必关闭电源。
¶ 🛠️ 排查步骤
¶ 步骤1. 检查热床
¶ 原因一:PEI 钢板表面不平整
若喷嘴在不同位置刮床程度不同,大概率为热床平整度问题。我们建议你观察:
- PEI 钢板表面是否有残留耗材;如有,请用铲刀等工具清理异物。
- 热床表面是否有局部鼓包、翘曲或其他形变;如有,建议更换热床。
¶ 原因二:热床未调平
- 在触控屏主界面点击进入设置页 >
设备维护>手动调平,按照屏幕提示完成调平操作。

- 完成手动调平后,请运行自动热床调平:返回设置页 > 点击
设备校准> 启用热床调平>开始。

¶ 步骤2. 检查热端
¶ 原因三:喷嘴有耗材残留
冷却后附着在喷嘴外壁和底部的耗材残留,会导致喷嘴沿纵向延伸,缩短了喷嘴和打印平台的距离,从而导致刮擦。你可以将喷嘴加热至耗材推荐温度,再使用镊子、钢丝刷等工具清理残余耗材。
¶ 原因四:热端松动或脱出
- 断开电源后,请参照 U1 挤出失败(“场景二:热端通道堵塞”)取下打印头并拆卸热端。
- 用手轻轻摇晃热端组件。正常的热端应稳固无晃动;若热端上下晃动,表明热端组件可能出现松动。
- 移除喷嘴外侧的黑色硅胶套,对比下图观察加热块是否脱出。

- 从随机器附赠的工具盒中取出备用热端,并按照 U1 视频教程 | 陶瓷加热片和 NTC 热敏电阻更换教程,转移原热端的陶瓷片和热敏电阻,然后重新固定组件。
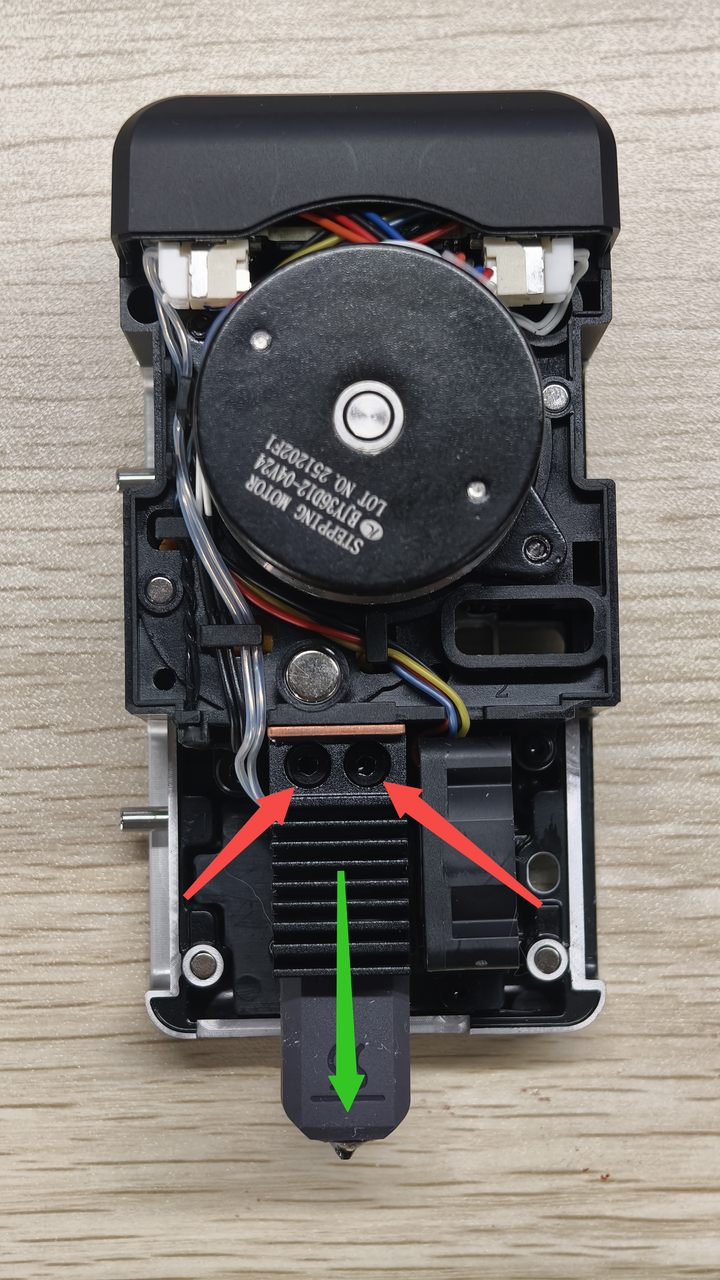
¶ 原因五:热端紫铜片与校准传感器间距过大
- 检查热端紫铜片和校准传感器之间的间隙。正常范围是 0.1-0.4mm,你可以借助一张标准厚度的 A4 纸进行测量。
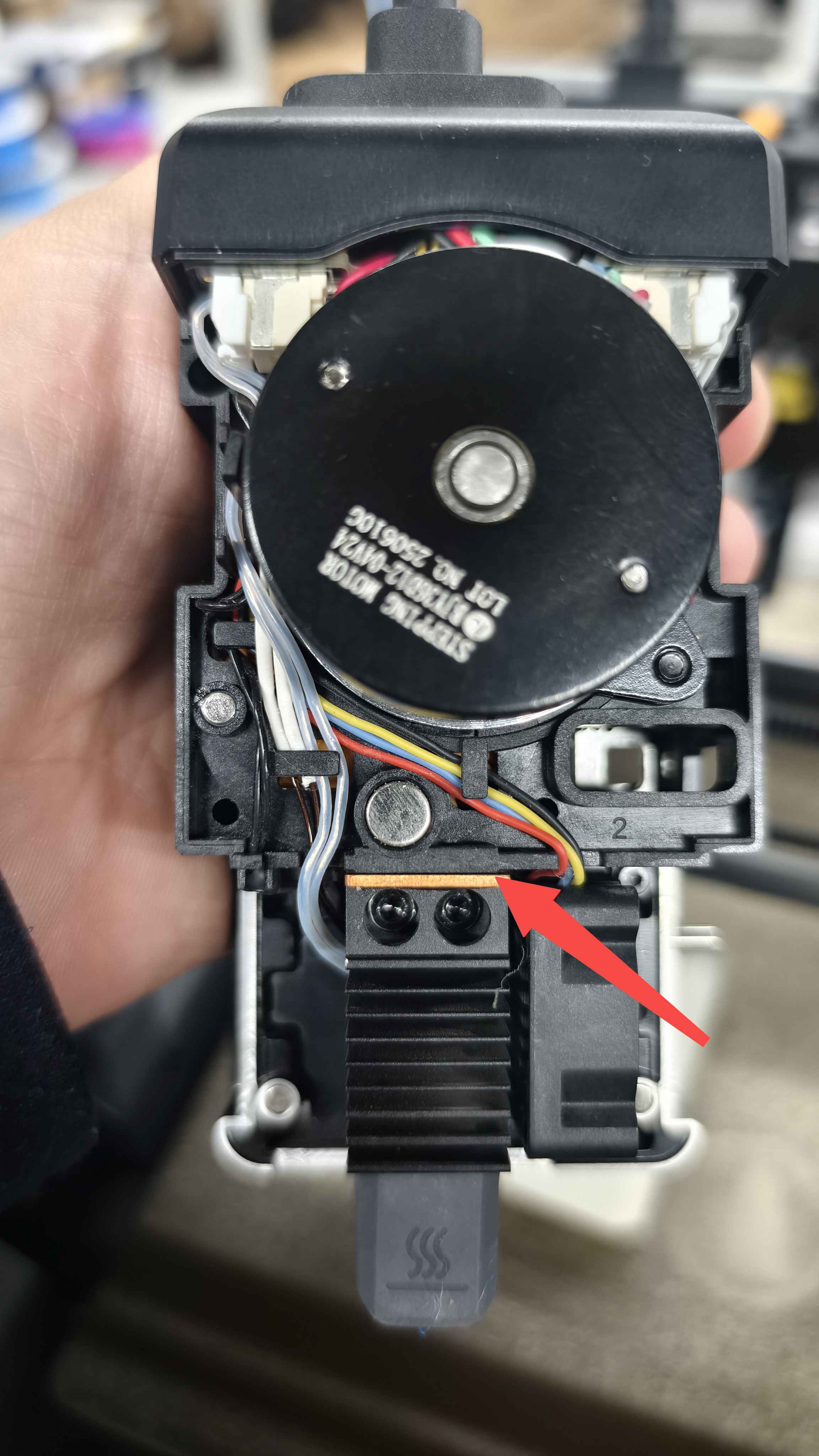
- 当发现两者间距过大时,用内六角扳手松开固定热端的两颗螺钉,往上推送热端再重新锁紧。
¶ 步骤3. 检查 Z 轴
¶ 原因六:Z 轴偏移未校准
Z 轴偏移异常会导致喷嘴初始高度过低、自动调平后仍发生刮床。此时,需要重新执行 Z 轴偏移校准:
- 在触控屏主界面点击进入设置页 >
设备维护>高级模式> 点选左下角的同意按钮,以启用高级模式。

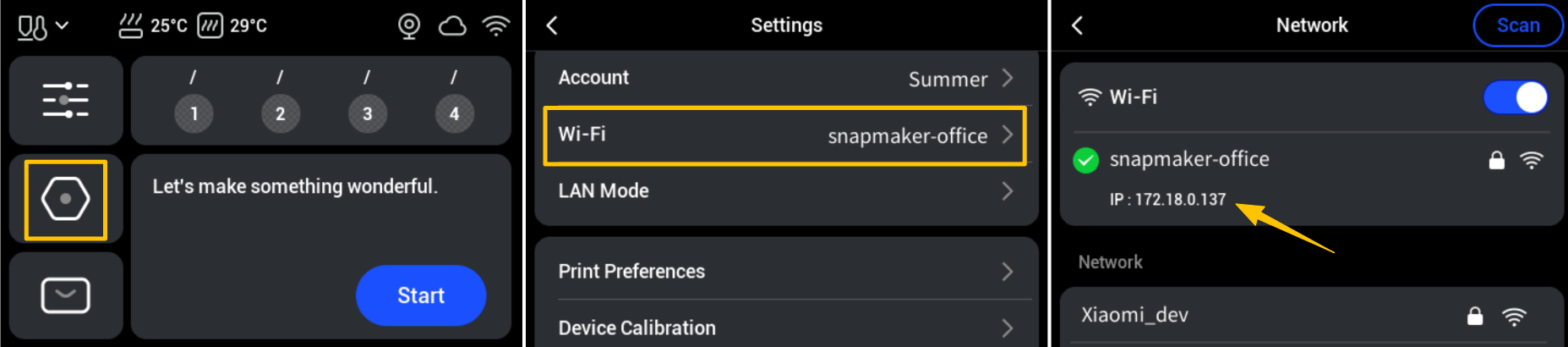
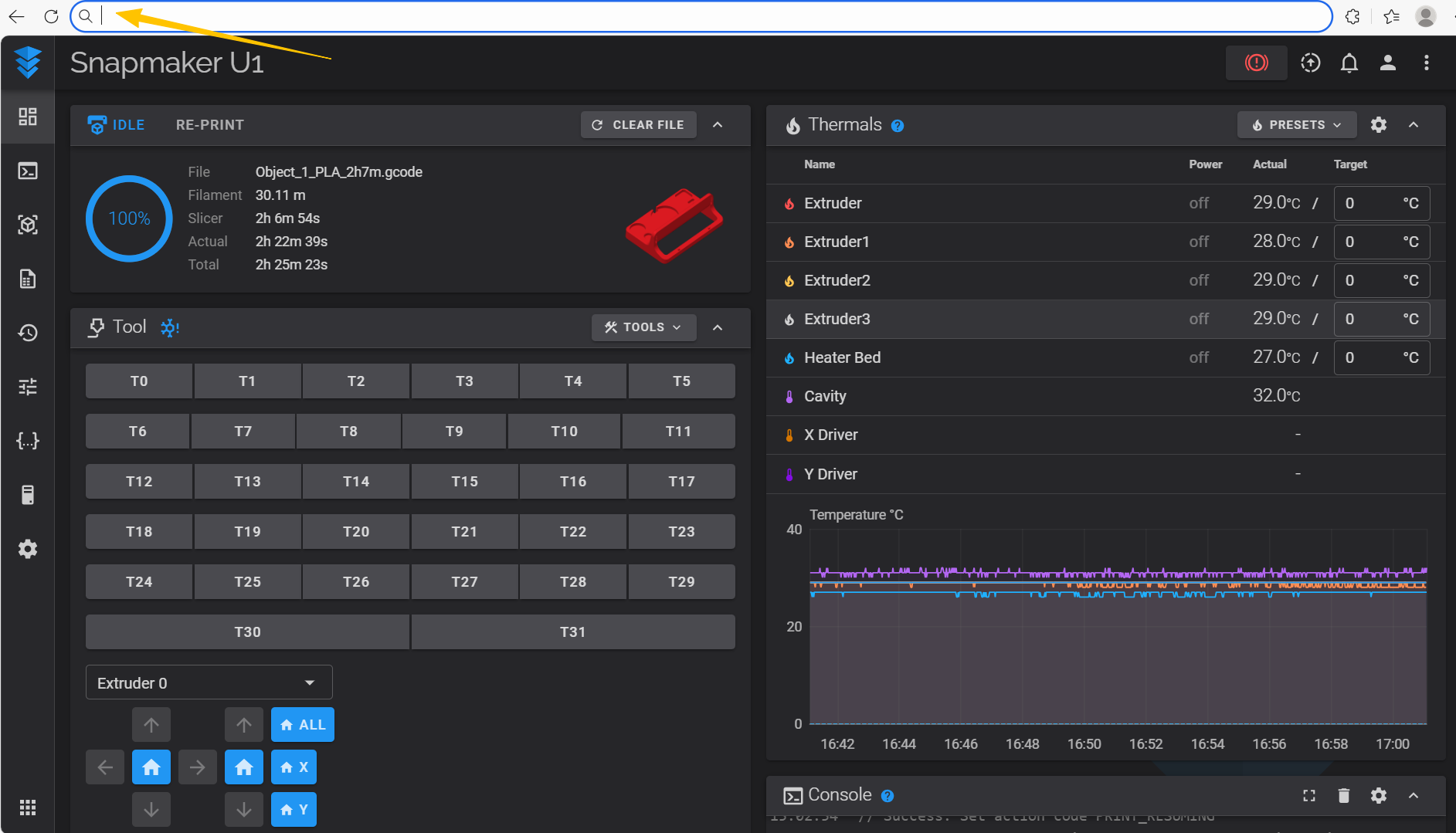
- 获取打印机的 IP 地址。返回设置页 >
Wi-Fi,例如截图中的 IP 地址为 172.18.0.105。
- 在网页浏览器中输入打印机的 IP 地址,即可访问 Fluidd 界面。
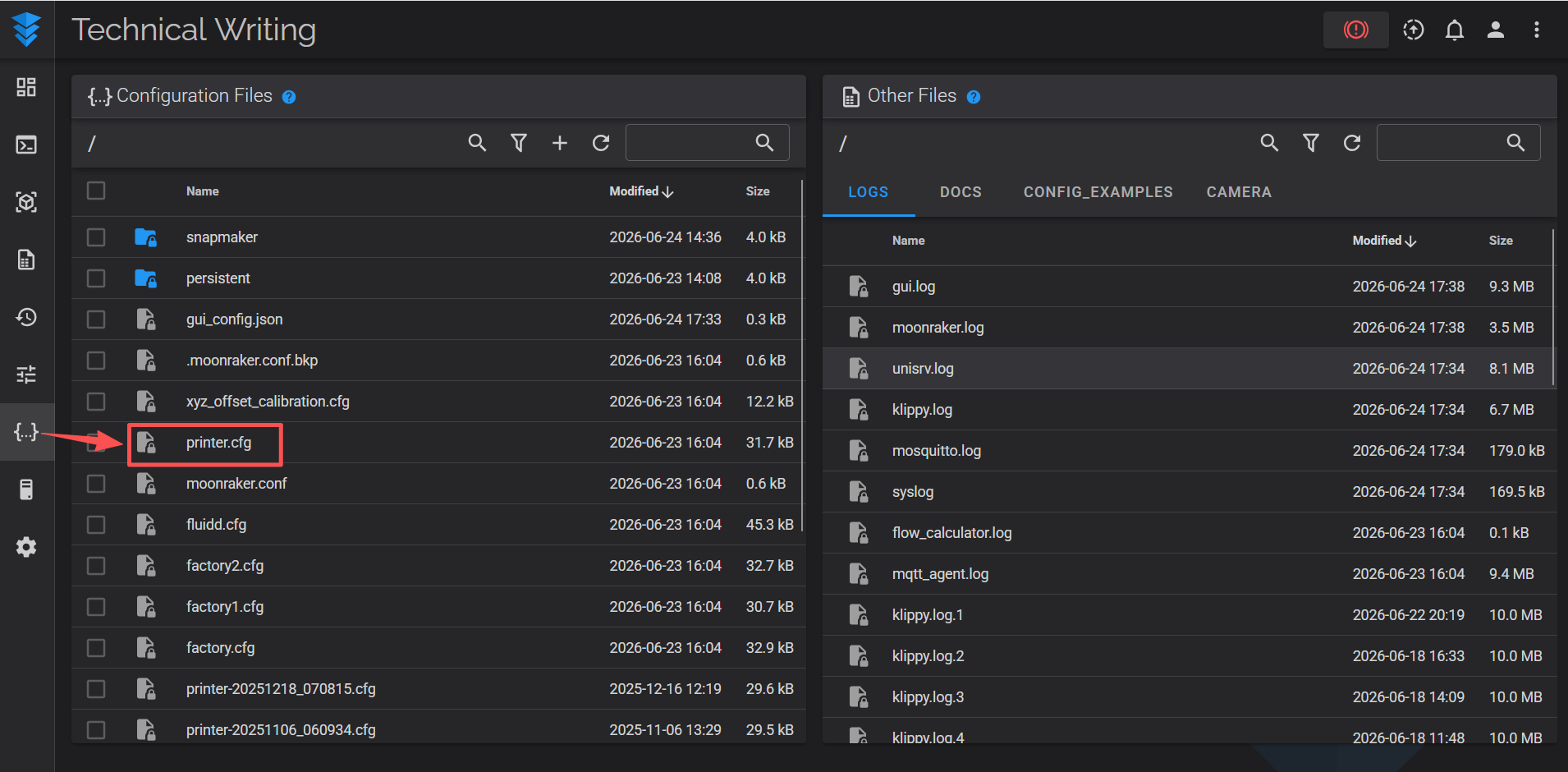
- 在 Fluidd 界面左侧边栏,选择
Configuration菜单项。左侧面板显示文件列表,找到并打开名为 printer.cfg 的文件。
- 在文件中找到参数
z_offset,以 0.02mm 的幅度调整 Z 偏移量。
Z 偏移量的数值越大,喷嘴离热床越近;数值越小,离热床越远。例如,当出现喷嘴刮床的情况时,可由 -0.05 依次调整为 -0.07、-0.09 等。
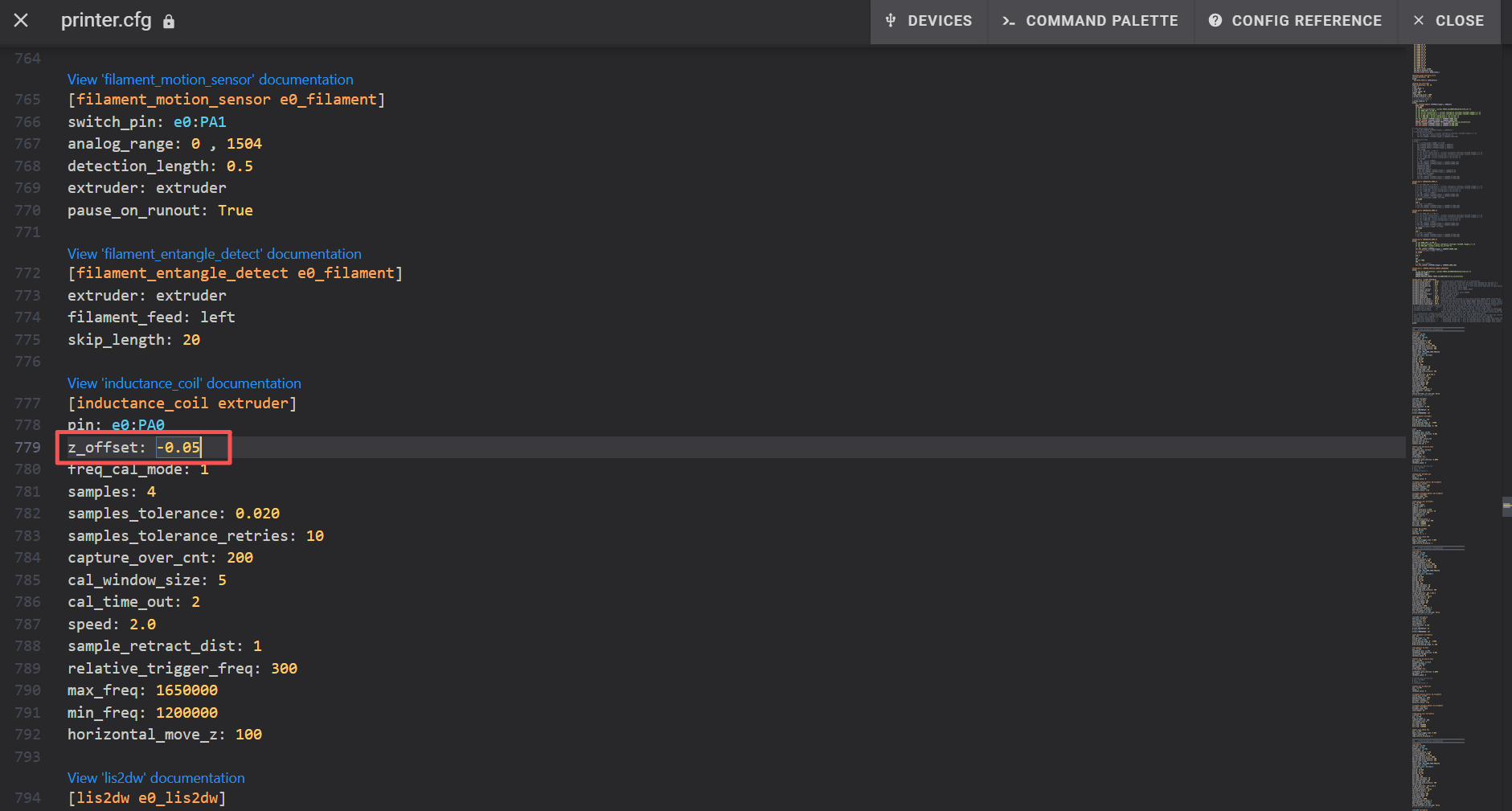
- 保存更改,重启打印机,观察首层打印效果。若剐蹭改善,可继续微调,或直接保存当前数值。
¶ ✅ 验证方法
打印单层测试模型,观察喷嘴是否还会与床面发生碰撞。同时,观察打印过程中是否有异常噪音、喷嘴与床面是否保持均匀间距。若不存在以上现象,表明问题已成功解决;否则,建议返回排查,或联系售后进行反馈。
¶ 📚 相关资源
¶ 💬 联系售后
若参考上述步骤仍未解决问题,请搜索并关注微信公众号「Snapmaker 快造科技」,在聊天框右下角点击「服务」> 「售后支持」。请将排查结果及相关图片或视频一并发送给售后技术支持,我们将竭诚相助。