¶ 💡兼容性
本文适用于以下设备,参考时请注意:
- 设备型号:U1
¶ ⏰ 何时使用本指南
当你已装载耗材并完成进料,但在打印过程中仍出现送料异常或完全不出料时,请参阅本指南进行逐步排查。
¶ 📋 速览卡片
- 难度: ⭐⭐⭐☆☆(中等)
- 预计时间:30 分钟
¶ 🔧工具清单
你可以在随机器附赠的工具盒中找到下列工具:
-
H2.0 和 H1.5 内六角扳手
-
喷嘴疏通针(下文统称为 “通针”)
-
斜口钳
-
备用热端组件

¶ 🔁 排查流程图
¶ ⚠️ 重要提示
- 拆卸或安装机器组件时,请务必关闭打印机电源,保证安全操作。
- 拆卸挤出机时,请小心操作其内部组件,相关线缆可能较为脆弱,需谨慎处理。
¶ 🪄前置工作
在开始下面的排查步骤前,请先为对应打印头执行退料操作。根据不同耗材的属性,请分别参阅硬质耗材退料或柔性耗材退料。
¶ 🛠️ 排查步骤
¶ 场景一:主动挤出轮打滑
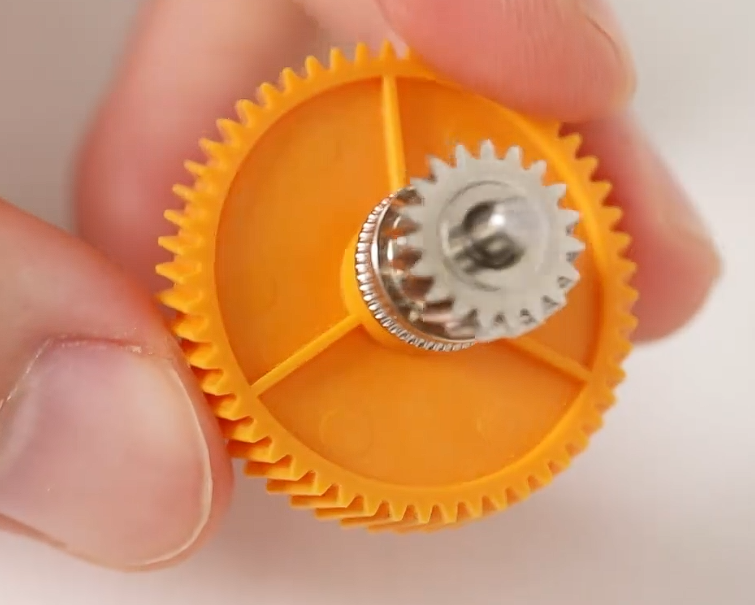
作为挤出机的关键部件,主动挤出轮借助摩擦力将线材送入喷嘴进行打印。当主动挤出轮打滑,意味着电机转动却未能有效推送线材,造成挤出量减少或间歇性中断。例如,步进电机收到指令,预计送出 10mm 线材,但由于主动挤出轮与线材之间摩擦力不足,线材实际只前进了 8mm 或更少,从而导致一系列挤出问题。
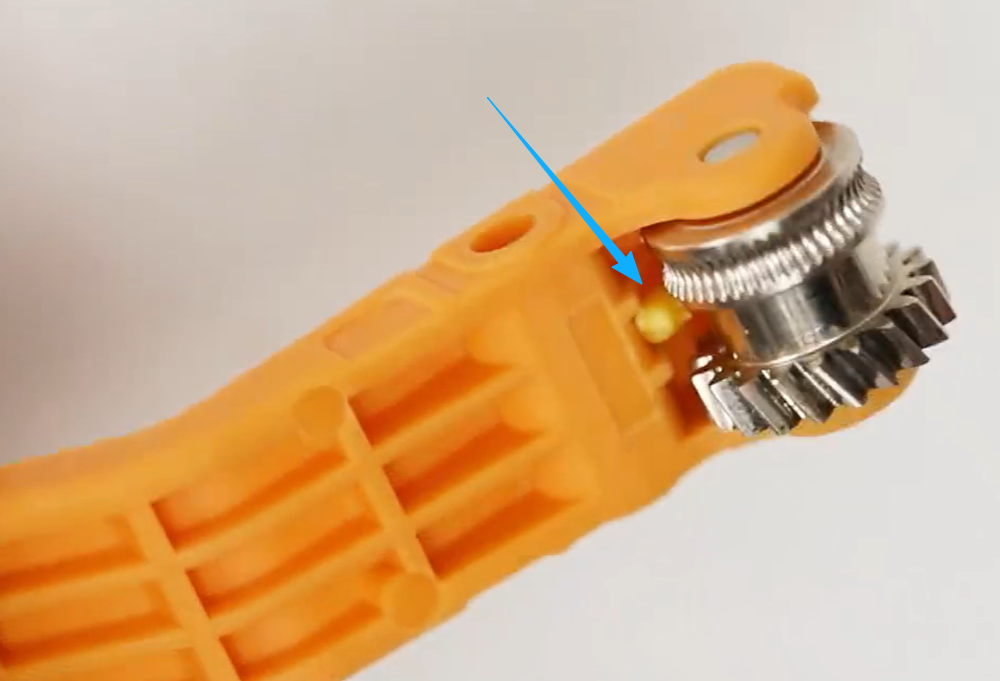
- 主动挤出轮位于打印头的挤出单元内。在初始排查阶段,你无需拆解挤出单元,即可从打印头的右侧看到齿轮的局部细节。
- 完成退料后,通过挤出验证主动挤出轮的运转状态。
- 在触控屏主界面点击进入控制页 >
执行头> 点选需要排查的打印头 >打印头温度。

- 将对应喷嘴的温度增加至 200°C,加热完成后返回上一页,点击
挤出。

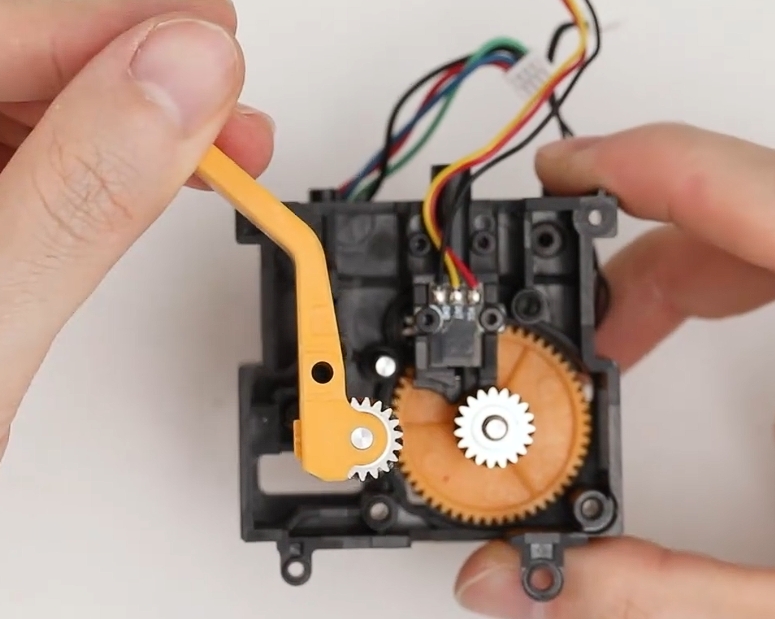
- 此时,来到打印机右侧进行观察:
- 如果黄色齿轮转动时,左侧的银色齿轮不动,表明主动挤出轮打滑。你可以联系售后更换主动挤出轮组件,并参照 U1 主动挤出轮组件更换指引完成相应操作;
- 如果所有主动挤出轮组件同步转动,表明机械传动正常,请继续排查场景二。
¶ 场景二:热端通道堵塞
U1 热端的核心组件从上到下依次为散热块、喉管、加热块和喷嘴。当任一位置发生堵塞时,相当于直接阻断了线材前进的通道,从而导致挤出失败。
- 退料完成后,在触控屏左上角查看对应喷嘴的温度,当冷却至 40°C 以下时,继续下一步。

- 在触控屏主界面点击进入控制页 >
执行头> 点选需要排查的打印头 >放回打印头。
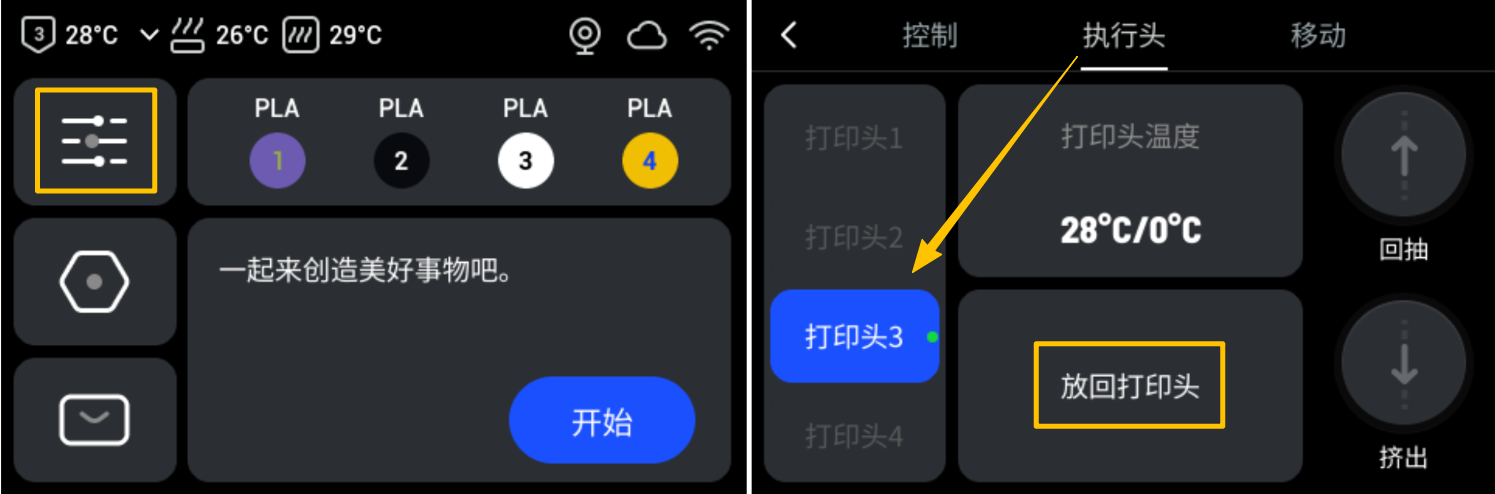
在进行下一步操作之前,请务必关闭电源。
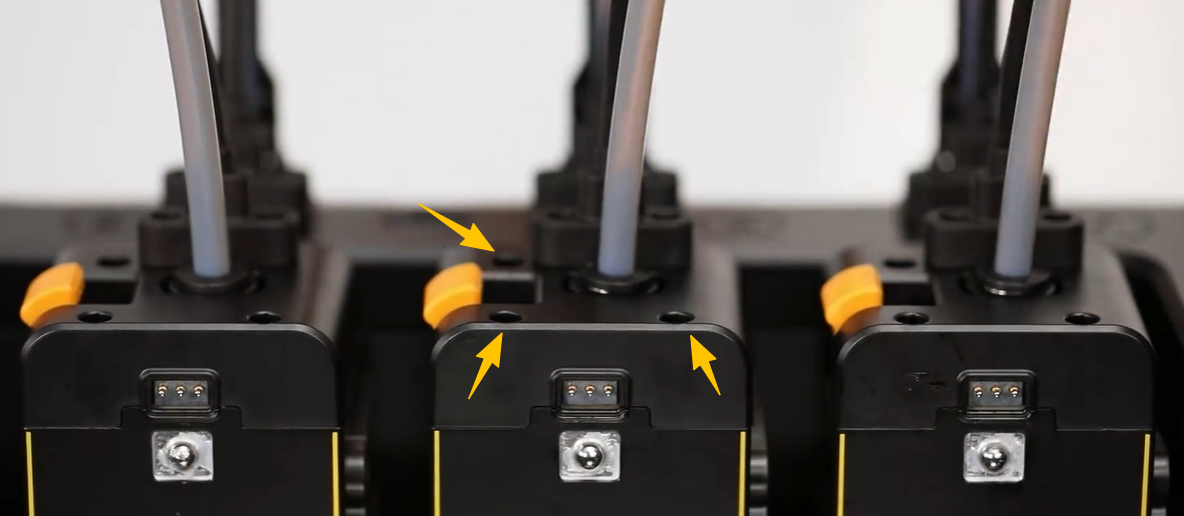
- 使用 H2.0 内六角扳手,拧松图示位置的三颗螺丝,移除打印头顶盖。然后,从停靠位上取下打印头。
- 拆卸热端。请参照挤出异常/空打故障排查取下热端。
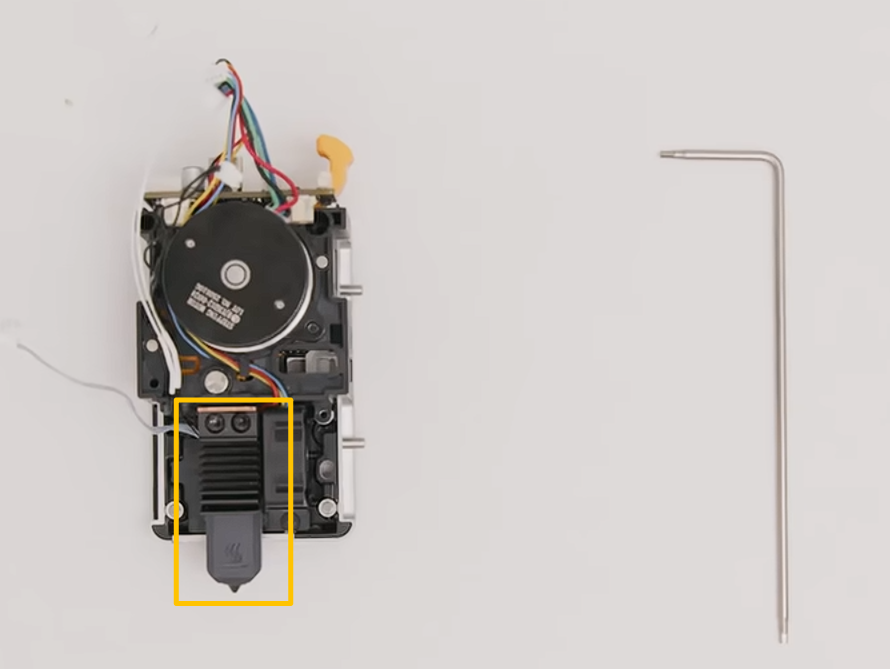
- 依次检查热端通道各处是否有异物。
热端入口堵塞
热端入口指喉管顶部或与散热块的连接处,首先检查这里是否有异物。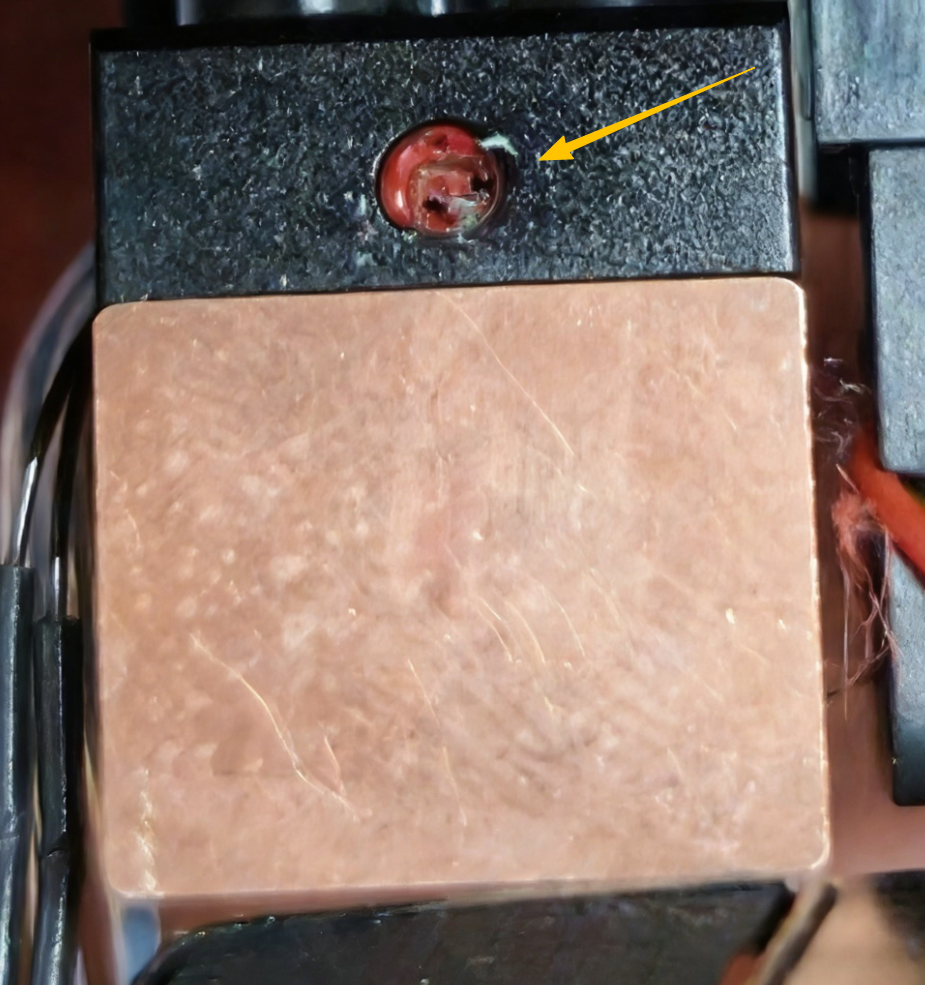
- 若有残留耗材,用坚硬锐利的工具(如斜口钳的尖端)进行清理;
- 若无异物,请继续向下排查。
喉管或喷嘴堵塞
喉管是连接散热块和加热块的细管;喷嘴是位于热端组件最末端的出料口。将通针从热端入口向喷嘴方向插入并观察:- 若遇到明显阻力或通针无法从喷嘴穿出,说明存在堵塞现象。请按照下列步骤进行疏通。
操作过程中需要佩戴安全隔热手套,以免被高温喷嘴烫伤!
(1)重新连接热端,通过触控屏操作将喷嘴加热到高于耗材打印温度约 10-20°C;
(2)达到设定温度后,用通针从喷嘴口轻轻插入,并反复上下波动,帮助残料排出;
(3)完成清理后,设置喷嘴温度为 0°C 并等待热端冷却。
- 若通针可以顺利穿过喷嘴,说明无堵塞,请继续向下排查。
如果难以清除堵塞,你也可以使用备用热端进行替换。请参照 U1 视频教程 | 陶瓷加热片和 NTC 热敏电阻更换教程转移原热端的热敏电阻和陶瓷加热片。
¶ 场景三:挤出轴承座有异物
挤出轴承座能稳定从动轮的旋转轴,提供恒定顺滑的压力以压紧线材。当挤出轴承座出现故障时,会直接影响送料的稳定性,从而引发一系列挤出问题。
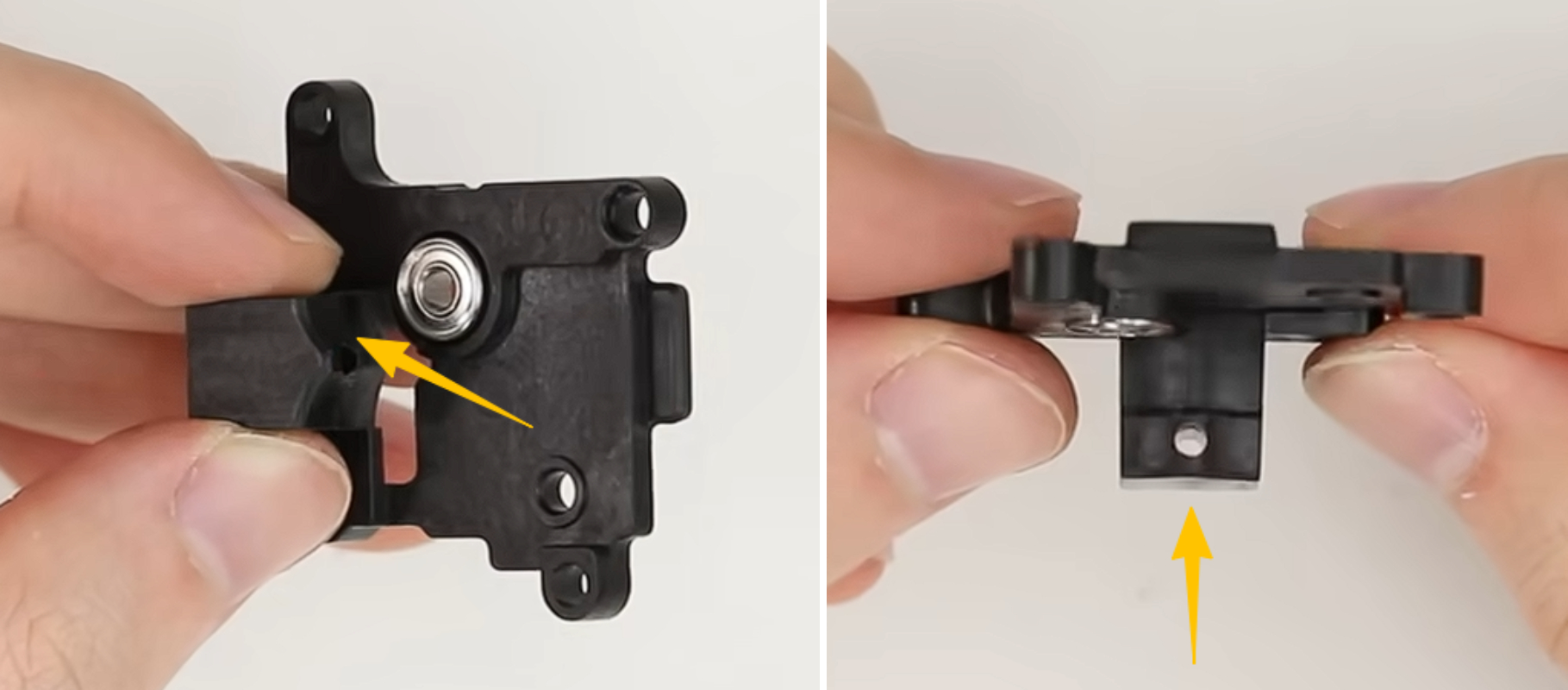
- 请参照 U1 视频教程 | 挤出异常/空打故障排查取下挤出单元。
拆卸过程中,请注意不要弄丢图示方框内的轴承。
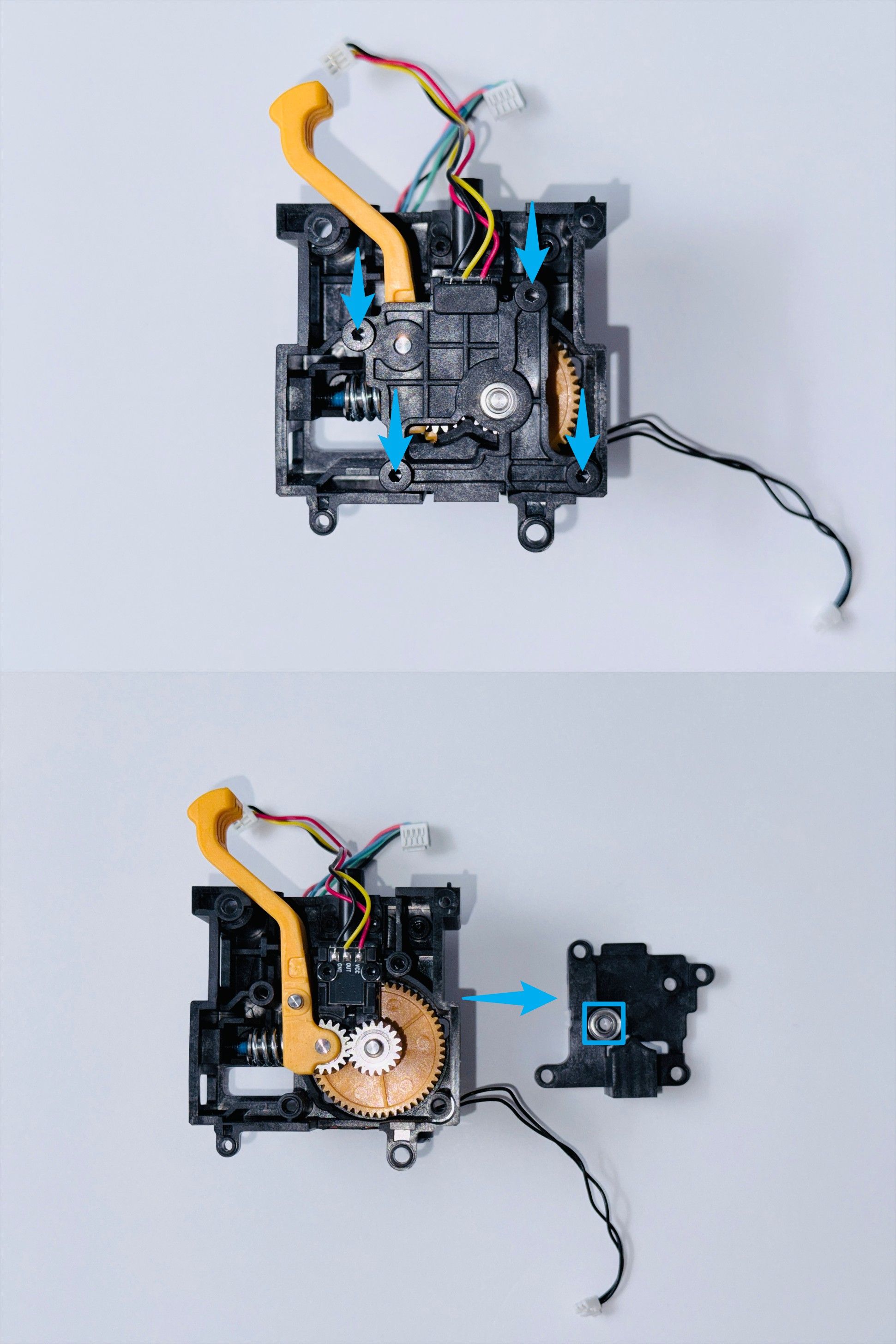
- 检查挤出轴承座。
- 若发现有残留耗材,请及时清除。
- 若未发现残留耗材,且入口正常,请继续排查场景四。
¶ 场景四:从动轮有异物
从动轮负责提供稳定且顺滑的夹持力,确保主动轮能精准推送线材。一旦其发生故障,将导致线材打滑或挤出不畅等问题。
- 从动轮位于打印头的挤出单元内。你可以接着上一步的操作,从挤出单元上取下从动轮组件。
- 检查从动轮是否有异常。
-
若从动轮和从动轮座之间有异物卡住,选择合适的工具进行清理即可。
-
移除异物后,再次检查从动轮是否能正常转动。
¶ ✅ 验证方法
¶ 📚 相关资源
¶ 💬 联系售后
若参考上述步骤仍未解决问题,请搜索并关注微信公众号「Snapmaker 快造科技」,在聊天框右下角点击「服务」> 「售后支持」。请将排查结果及相关图片或视频一并发送给售后技术支持,我们将竭诚相助。