¶ Problem Description
The first layer of the print adheres poorly to the build plate surface, often resulting in the failure of the entire print.
¶ Possible Cause & Solution
Before attempting any of the solutions, make sure to update the machine firmware to the latest version. Specifically for Artisan, the firmware should be updated to at least v2.2.4.
¶ The calibration was done improperly.
¶ During printing
Adjust the Z Offset during printing to slightly decrease the gap between the nozzle and the build plate. However, please note that if the nozzle is too close to the build plate, it may not extrude properly or even cause damage to the build plate and the nozzle itself.
¶ Before the next printing
- Preheat the heated bed at 65℃ for 15 minutes.
- Redo the Heated Bed Leveling (25-point method recommended for Artisan and 2.0) and the Z Offset Calibration.
- Before each print afterward, preheat the heated bed for 15 minutes. The preheating temperature can be the same as the usual printing temperature.
If the printing still turns out unsatisfactory, you can further try the following operations:
- Z Offset Calibration: Redo in the Manual mode; or do the Sensor Calibration (only available for the Dual Extrusion Module) first before redoing in the Auto mode.
- Heated Bed Leveling: Redo in the Manual mode, increase the calibration points, or raise the bed temperature, and then redo the leveling.
¶ The printing parameters are set improperly.
Check if the printing speed is too fast, as this may not allow enough time for the filament to fully solidify and adhere to the build plate.
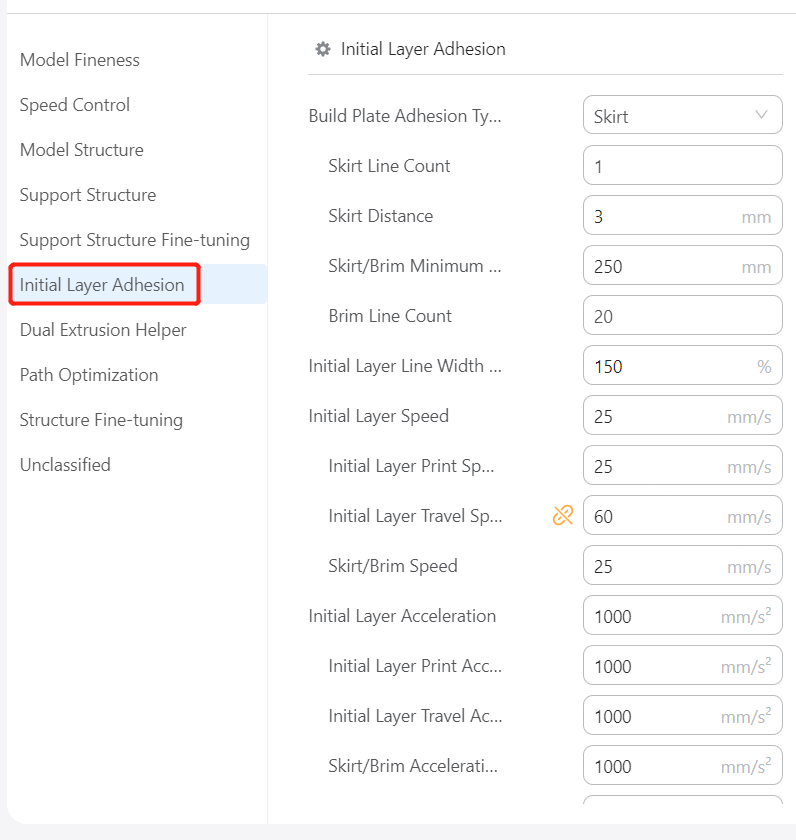
To improve the adhesion of the first layer, we recommend that you pay special attention to the Initial Layer Adhesion parameters. If you are unsure about how to adjust them properly, you can use the default parameters in Luban.
¶ The support platform is uneven (only for Artisan).
If you notice a gap between the support platform and the printing platform, or feel significant shaking when pressing the two platforms towards each other on their left or right corners with your hand, then the support platform may be uneven.
 |
 |
|---|
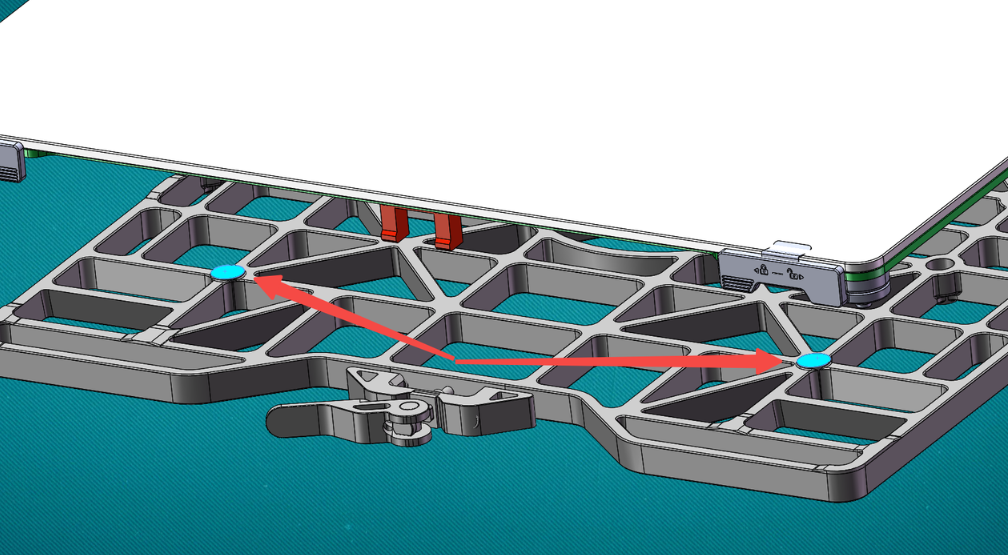
In this situation, you can attach one or two shims (0.5–0.8 mm thick) to the highlighted spot on the support platform, depending on the actual circumstances. This can effectively enhance the stability and rigidity of the printing platform and achieve better leveling results.
¶ The build plate is dirty with filament residues, making it uneven.
Gently scrape the filament residues from the build plate with the palette knife.
When scraping, the angle between the palette knife and the glass build plate should be less than 30°, so as not to damage the surface of the printing plate.
If the filament residues are difficult to remove even with the palette knife, you can tap **Control > Heated Bed on the Touchscreen, heat the bed to 50°C, and try scraping again. To prevent burns, it is recommended to wear gloves before scraping.
¶ Inappropriate use of the build plate.
Refer to our Filament Library to know about the suitable type of build plate for specific filaments.
¶ Neglected use of glue or tapes on the build plate, which may be necessary for certain types of filaments.
Apply an even layer of water-soluble adhesive (like liquid glue) or 3D printing tapes on the printing area to improve the first layer adhesion.
After the printing, you can dampen a cloth with water to wipe off any remaining adhesive from the build plate.
For the purchase link for liquid glue (type the keywords in the search box), as well as the reasons why we recommend using liquid glue instead of glue stick, please visit our online store.

¶ The nozzle surface around the tip is dirty.
- Heat the nozzle at a temperature that could soften the solidified filament residues around the nozzle tip.
- Clean the residues on the nozzle surface with a nozzle brush or tweezers.
Be careful of the hot surface of the nozzle while cleaning.
¶ The filament is damp.
Dry the damp filament or use another spool of dry filament.
For how to dry and properly store your filament, refer to Filament Storage & Drying.
¶ The ambient temperature is too low.
Increase the nozzle temperature or bed temperature appropriately.
If the ambient temperature is too low, the nozzle or bed may fail to be heated to the set temperature. Therefore, it is necessary to set a higher temperature to balance out the heat loss caused by the ambient temperature.