¶ Problem Description
When using the J1 or Dual Extruder for printing, the nozzle starts printing before reaching the set printing temperature.
¶ Possible Cause
When slicing a dual-color model with Luban, Luban uses a pre-heating model to improve printing efficiency:
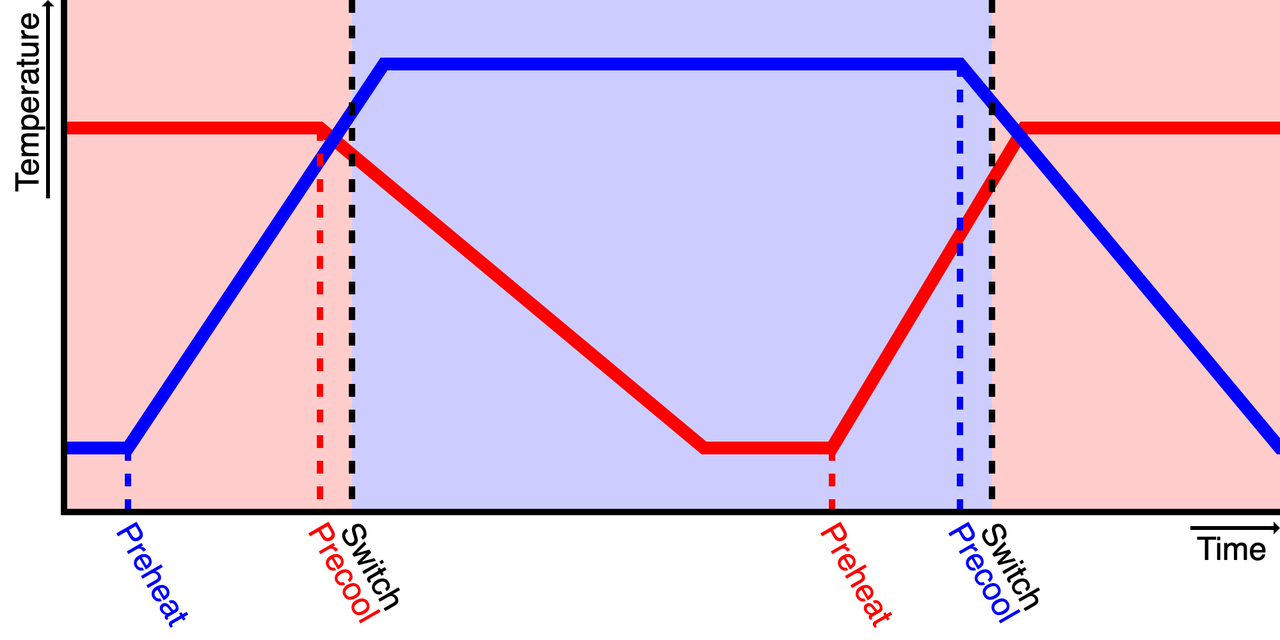
Let's say the current active nozzle is T0 (the left one) and the idle nozzle is T1 (the right one):
-
T1 (the idle nozzle) will preheat based on the estimated time for the path to be printed. This helps reduce the waiting time when switching nozzles.
- While idle, T1 is kept at the Standby Temperature.
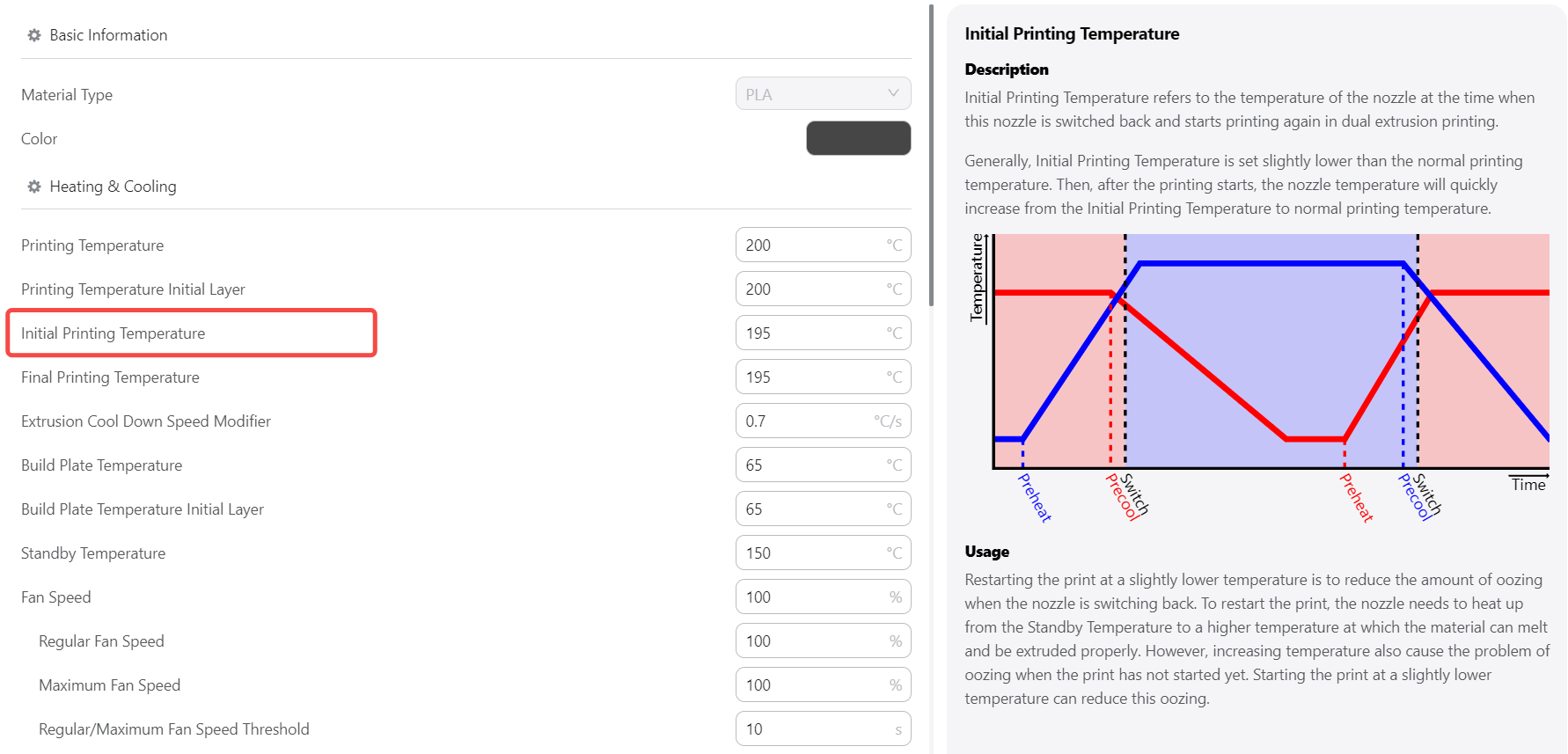
- The target temperature for pre-heating is the Initial Printing Temperature.
-
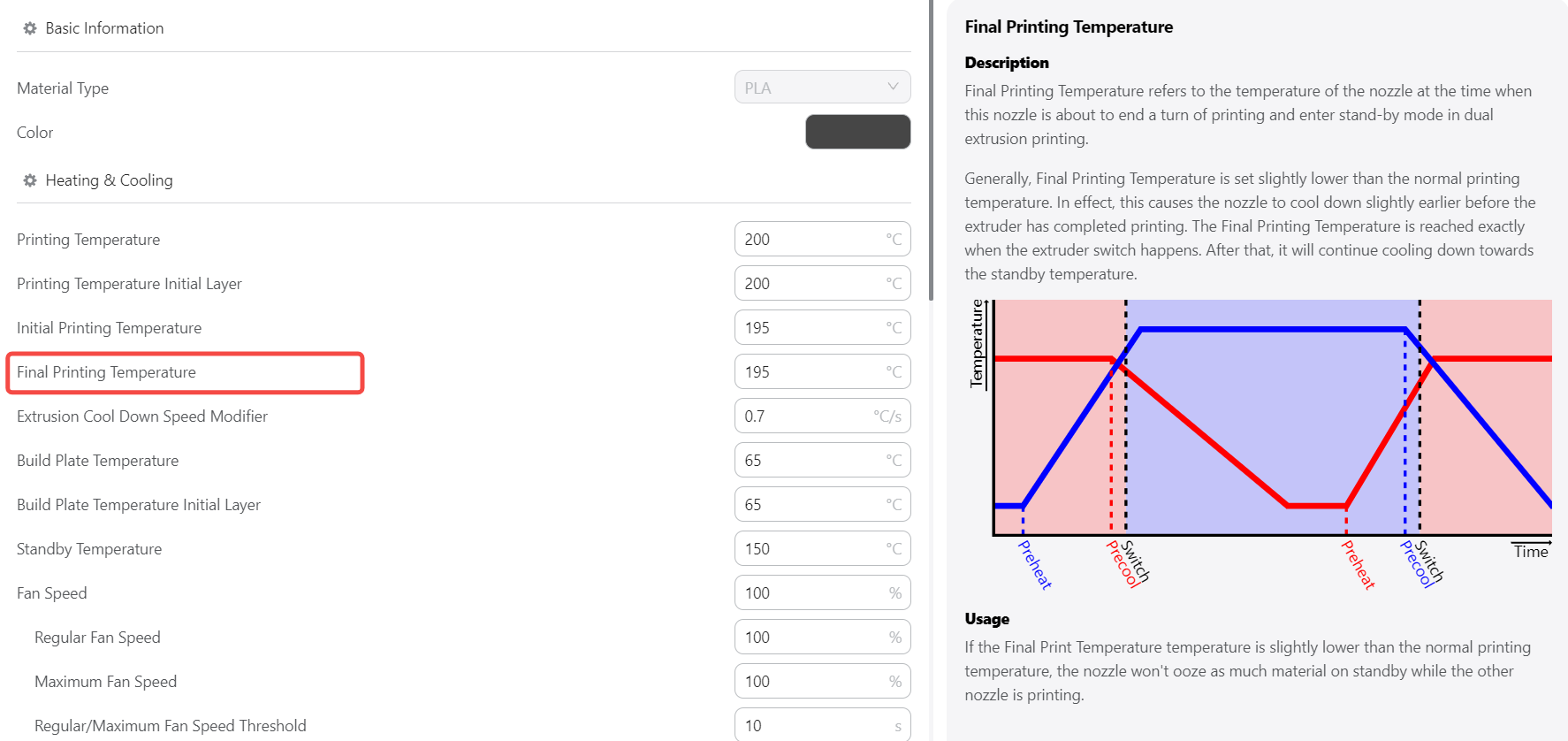
T0 (the active nozzle) will cool down in advance. This reduces the material flow due to the lower temperature, which helps minimize oozing when switching to T1.
- The target temperature for pre-cooling is the Final Printing Temperature.
By managing these temperatures, the switching time is reduced, improving overall printing efficiency.
This explains why, in dual extrusion printing, the hot end starts printing at 195°C even though the set printing temperature is 200°C.
¶ Information
There are four options for setting printing temperatures in Luban. You can click on the specific setting, and Luban will give you a detailed explanation.
1. Printing Temperature
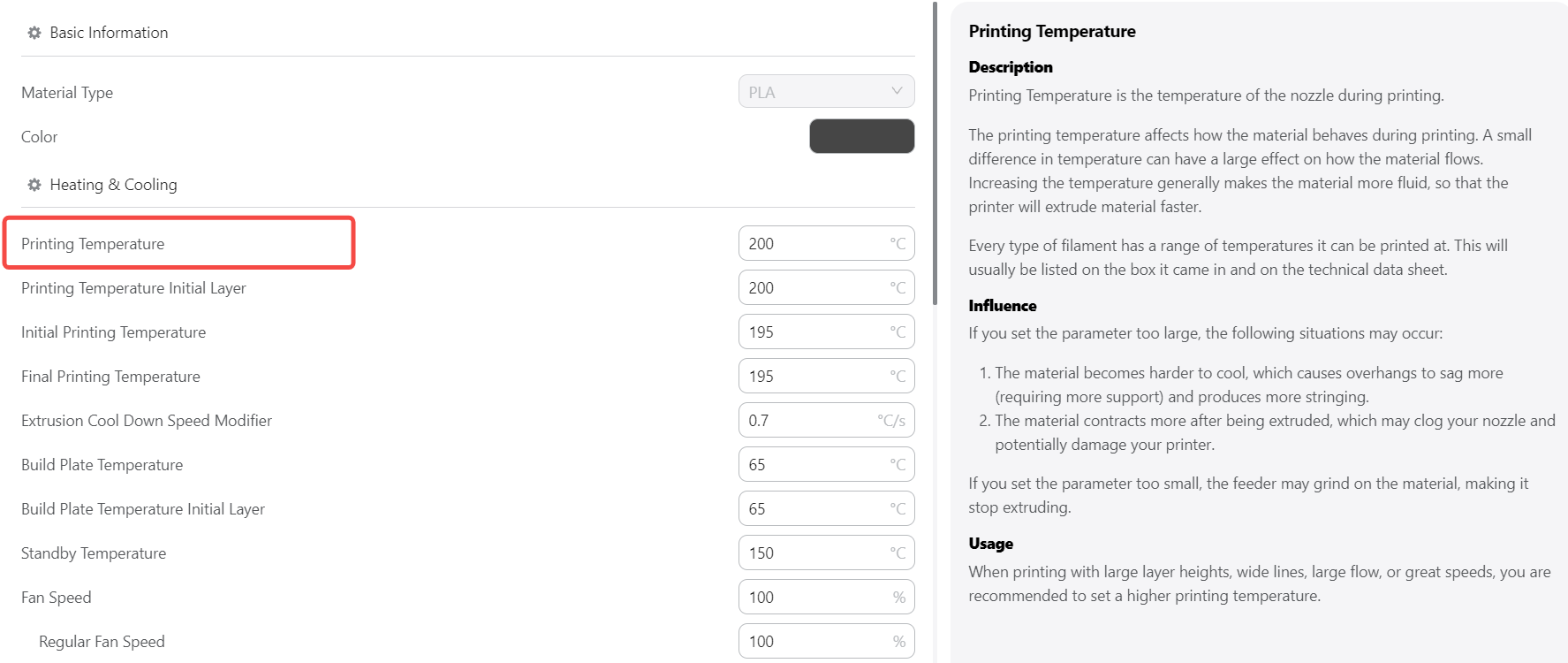
For the recommended settings for various filaments, please refer to our Filament Library
2. Printing Temperature Initial Layer
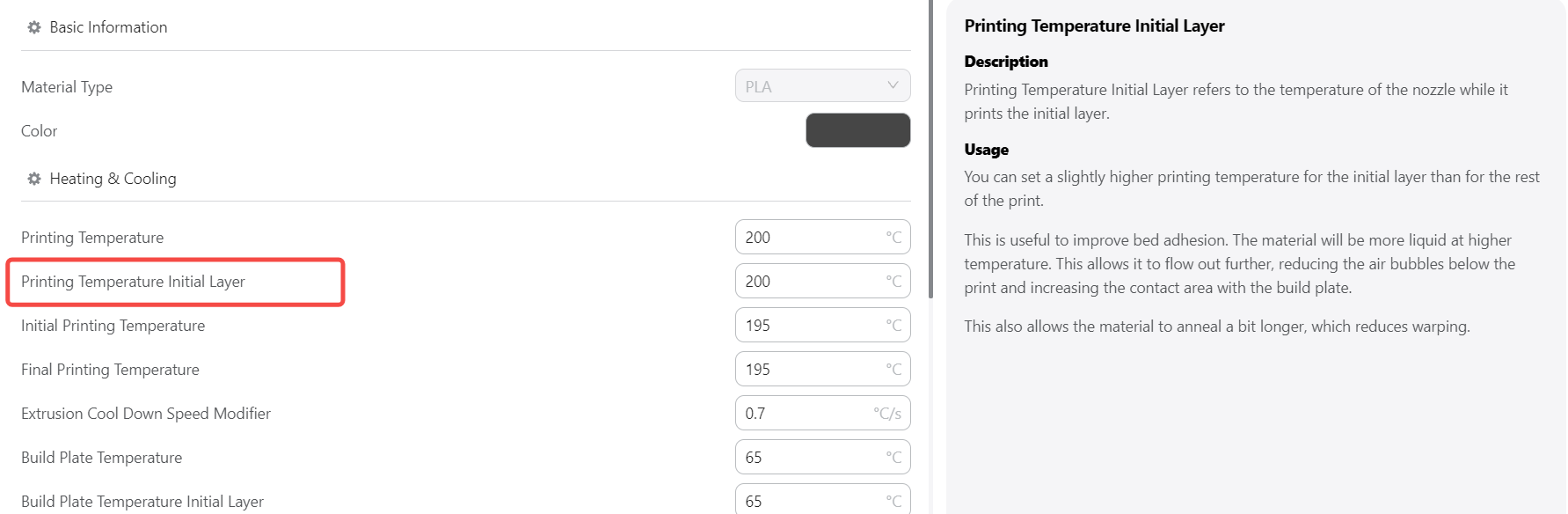
Printing Temperature Initial Layer refers to the temperature of the nozzle while it prints the initial layer of the object.
3. Initial Printing Temperature
4. Final Printing Temperature
¶ Suggestion
If you don't want this feature, you can adjust the Initial Printing Temperature and Final Printing Temperature settings mentioned in the Information section. You can find these settings in Luban by following the navigation below.