¶ 💡兼容性
本文适用于以下设备,参考时请注意:
- 设备型号:U1
¶ ⏰ 何时使用本指南
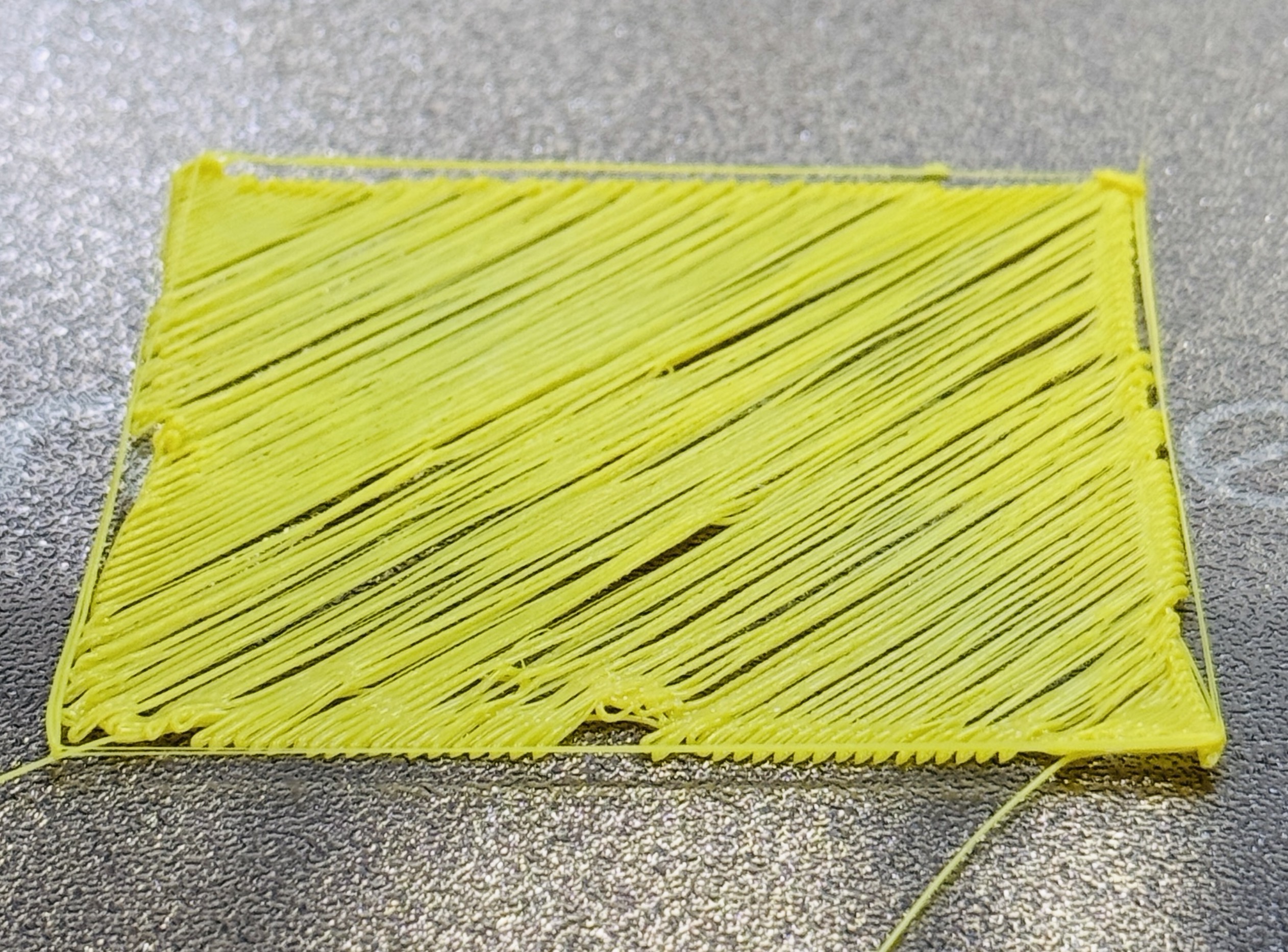
首层不粘附,指打印过程中,耗材无法有效附着于打印平台,导致模型边缘翘起、整体移位甚至打印中断。严重时,喷头会刮蹭已打印层,造成模型变形或损坏,最终导致打印失败。
¶ 📋 速览卡片
- 难度:⭐⭐☆☆☆
- 预计时间:20-30 分钟
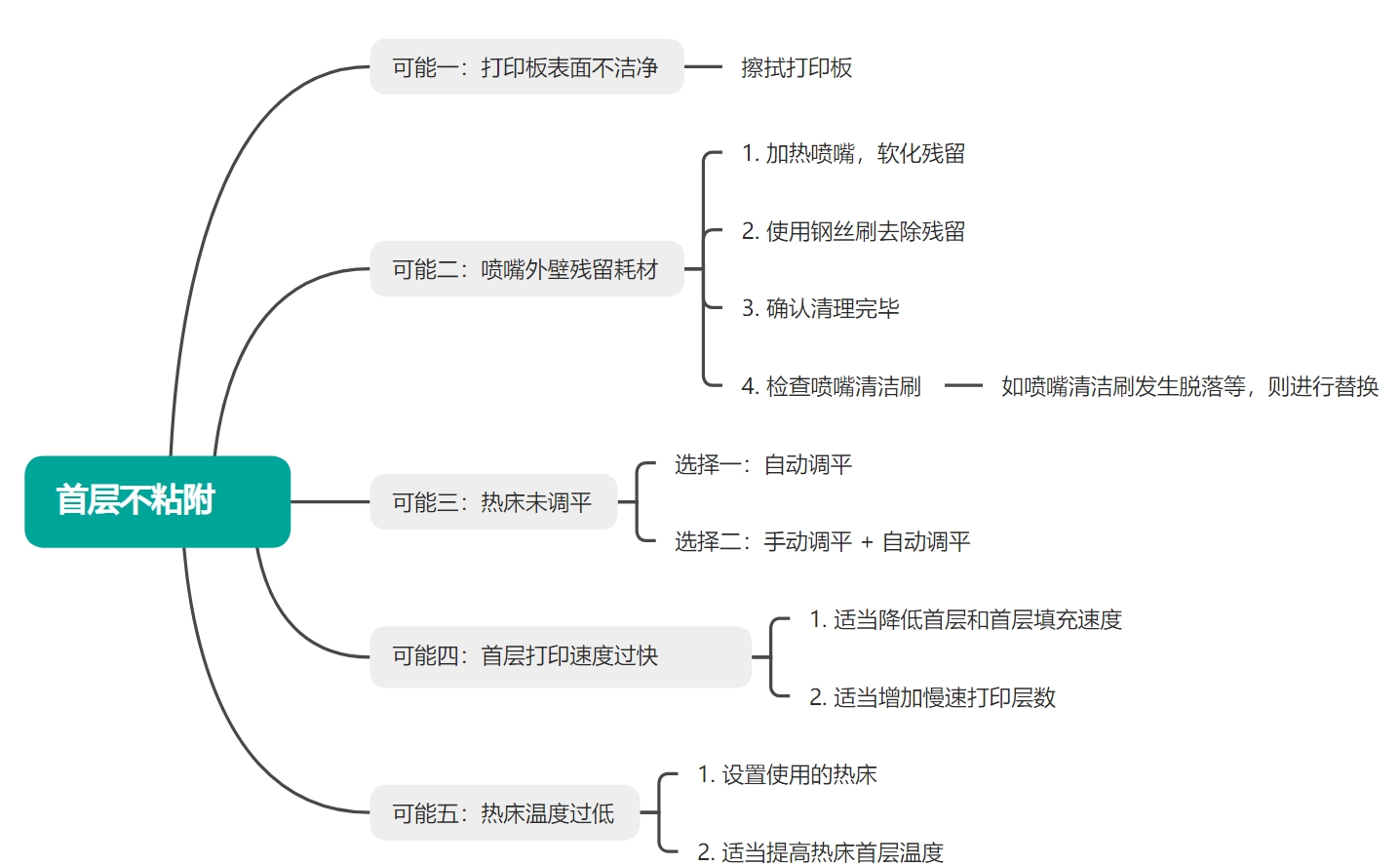
¶ 🔁 排查流程图
¶ ⚠️ 重要提示
处理喷嘴时,请避免直接接触,谨防烫伤。
使用酒精时,请仔细阅读和遵循相关的使用说明,使用时请远离火源、保持通风,谨防吸入、摄入和直接接触。
¶ 🪄 准备工作
¶ 需要的工具
- U1 附带工具箱中的擦拭布(或其他无绒布)
- 酒精
- U1 附带工具箱中的钢丝刷(或其他钢丝刷)
- 防高温手套
¶ 🛠️ 排查步骤
¶ 可能一:打印板表面不洁净
打印板表面的灰尘、污垢、指纹、油污等,会阻碍耗材与打印板粘附。
- 从热床上取下打印板。
请待热床降至室温后再取下打印板,谨防烫伤。
- 使用 U1 附带工具箱中的擦拭布(或其他无绒布),蘸取少量酒精轻轻擦拭打印板,确保无污渍或残留物。
请缓慢轻柔地擦拭打印板,避免使用硬质器具用力刮动打印板表面,以免对表面涂层造成不可修复的损坏。
使用 PEI 钢板作为打印板时,如需要对打印板进行彻底清洁,可参考 如何清洁 PEI 钢板。
¶ 可能二:喷嘴外壁残留耗材
喷嘴外壁残留多余耗材时,可能阻挡耗材正常挤出,导致挤出量不足,甚至线条中断。而首层的粘附依赖耗材与打印板的接触,若二者接触面积不足,粘附将不牢固。
因此,可以对喷嘴外壁进行清理,并检查喷嘴清洁刷是否脱落。
¶ 1. 加热喷嘴,软化残留
- 从 U1 触控屏主界面,点击
控制>执行头。


- 在执行头界面左侧,选择你要清理的打印头喷嘴。

- 点击
取出打印头,可以观察到机器取出对应打印头。

- 在触控屏执行头界面,点击
打印头温度。

- 在打印头温度界面,点击温度显示区域;设定目标温度,点击
完成。
目标温度设置为可以熔化喷嘴外残留耗材的温度,一般为你常用耗材的打印温度,如:PLA 一般设置为约 200°C,ABS 与 PETG 一般设置为约 240°C。


- 等待喷嘴升温至目标温度。
¶ 2. 刷去残留
清理时,请勿用手直接接触喷嘴,谨防烫伤。建议提前佩戴专业的防高温手套等护具。
使用钢丝刷时,请避免大力刷动,以免损坏喷嘴。
- 待喷嘴温度上升至目标温度后,使用钢丝刷轻轻去除表面残留。
建议使用 U1 附带工具箱中的钢丝刷刷去残留物。

¶ 3. 确认清理完毕
- 清理完成后,按照先前步骤 1中的方式,再次加热喷嘴至工作温度。待喷嘴处于工作温度时,点击
挤出。

如果发现出料顺畅、均匀,则说明清理完毕。
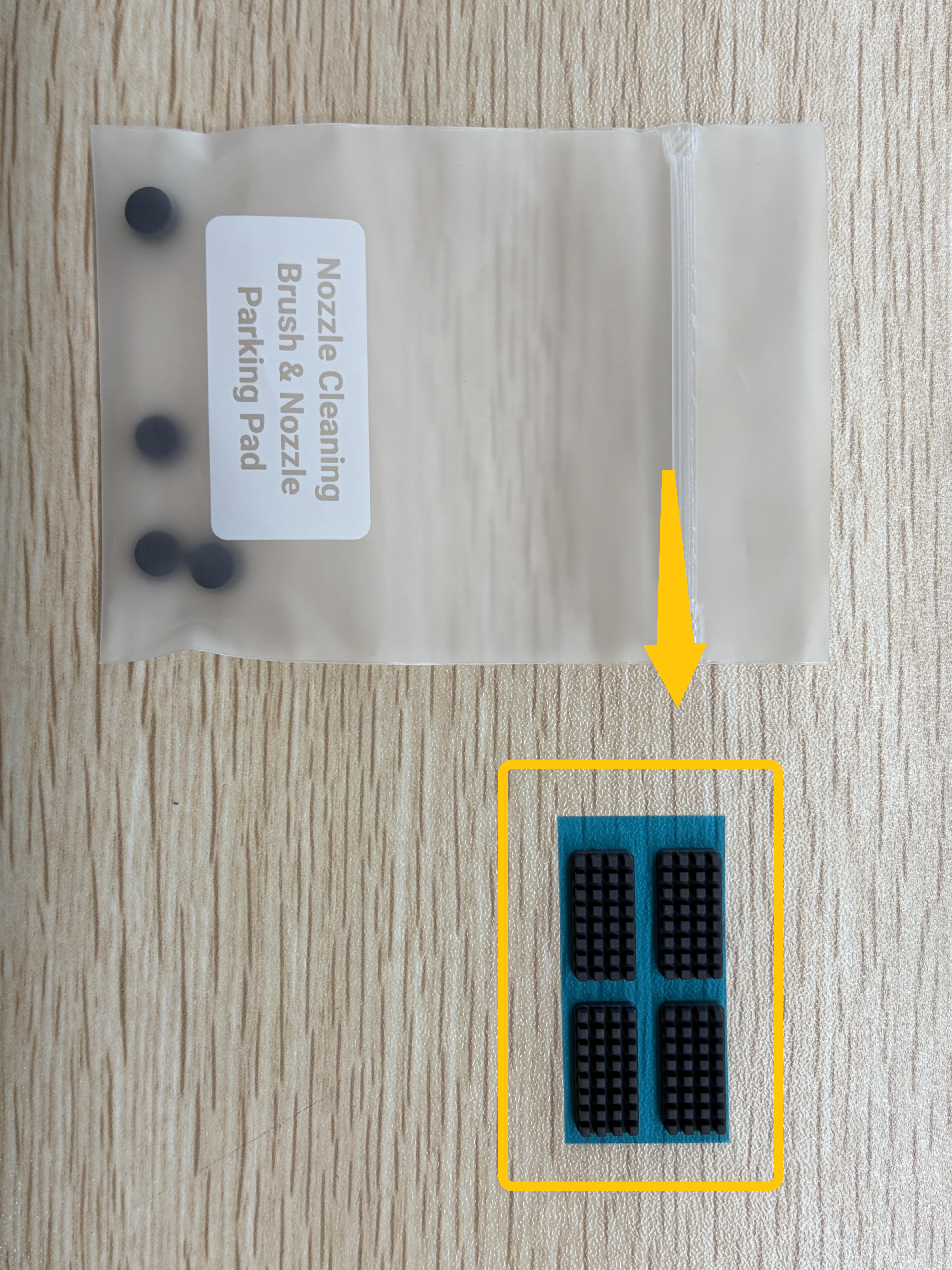
¶ 4. 检查喷嘴清洁刷
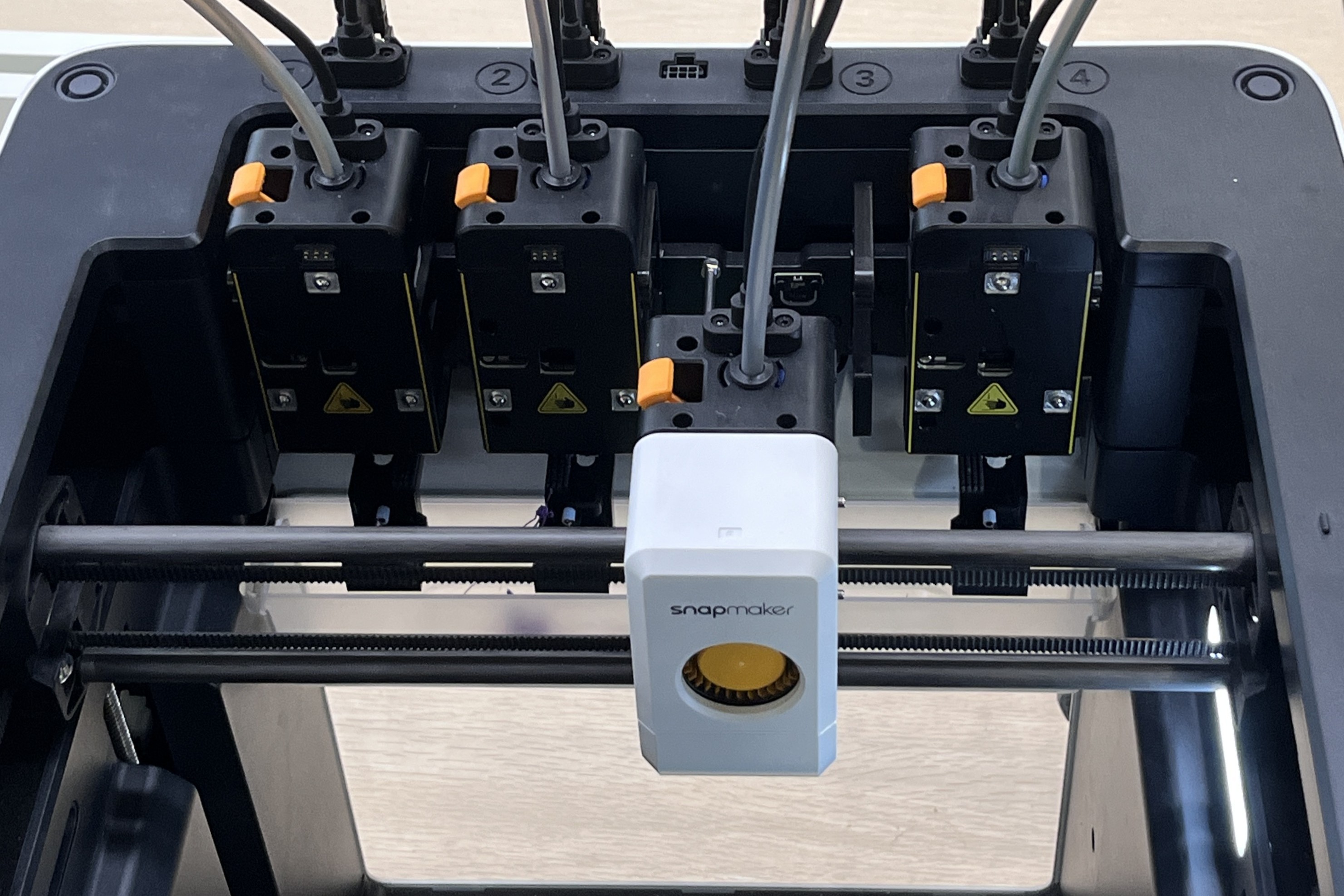
正常情况下,喷嘴擦拭器上的喷嘴清洁刷将在打印头被抓取和放回时自动清理喷嘴。如果喷嘴清洁刷脱落,则喷嘴外壁更容易残留耗材,从而影响首层与打印板之间的粘附。
- 检查喷嘴擦拭器上的喷嘴清洁刷是否有脱落等异常情况。

- 喷嘴清洁刷会随正常使用而出现磨损,如发现喷嘴清洁刷损坏或脱落,可将其撕下,在原位置粘贴 U1 附带工具箱中的备用喷嘴清洁刷。
¶ 可能三:热床未调平
热床未调平会导致打印板各区域与喷嘴间距不一致,使耗材无法平整地铺设在打印平台上,容易造成首层在不同方向的粘附效果不同,从而导致整体粘附效果变差。
一般情况下,可直接使用自动调平,对热床进行调整;
如热床不平现象较严重,或自动调平后效果不佳,可选择手动调平+自动调平。
¶ 1. 选择一:自动调平
- 在触控屏主界面,点击进入设置页,点击
设备校准。 - 在设备校准页面,启用
热床调平,并点击右上角的开始按钮。 - 查看预计的自动调平时间,点击
开始。

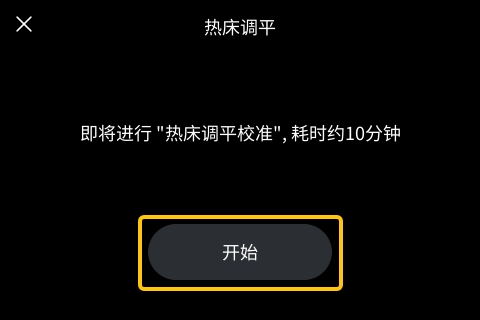
开始后,机器将运行自动调平程序,请耐心等待。
- 待自动调平完成后,点击
确定。

¶ 2. 选择二:手动调平 + 自动调平
你可以直接徒手完成调平。Snapmaker U1 已在热床调平螺丝外侧设计了黄色手轮,无需额外工具即可进行日常调节。
如果条件允许,你也可以下载并打印一个手拧螺母治具(见表 1),并将它套在黄色手轮外使用,它能够提供更大的着力点,让手动调平过程更加轻松。

U1 原装调平手轮 
手拧螺母治具
| 文件类别 | 下载链接 |
|---|---|
| STL | 手拧螺母治具.stl |
| G-code | 手拧螺母治具.gcode (PLA) |
- 在触控屏主界面,点击
设置>设备维护>手动调平,按照屏幕提示完成调平操作。

手动调平时,需要拧动的螺丝在热床平台下方。
待热床平台自动升起后,请根据操作指引拧动螺丝进行调平。

- 手动调平完成后,在触控屏主界面,点击进入设置页,点击
设备校准。
在设备校准页面,启用热床调平,并点击右上角的开始按钮。
开始后,机器将运行自动调平程序,请耐心等待。
¶ 可能四:首层打印速度过快
首层打印速度过快可能导致刚挤出的耗材未受到喷嘴的充分挤压,也没有来自喷嘴的足够余热,导致首层粘附效果不好。
- 打开 Snapmaker Orca,切换至
准备。
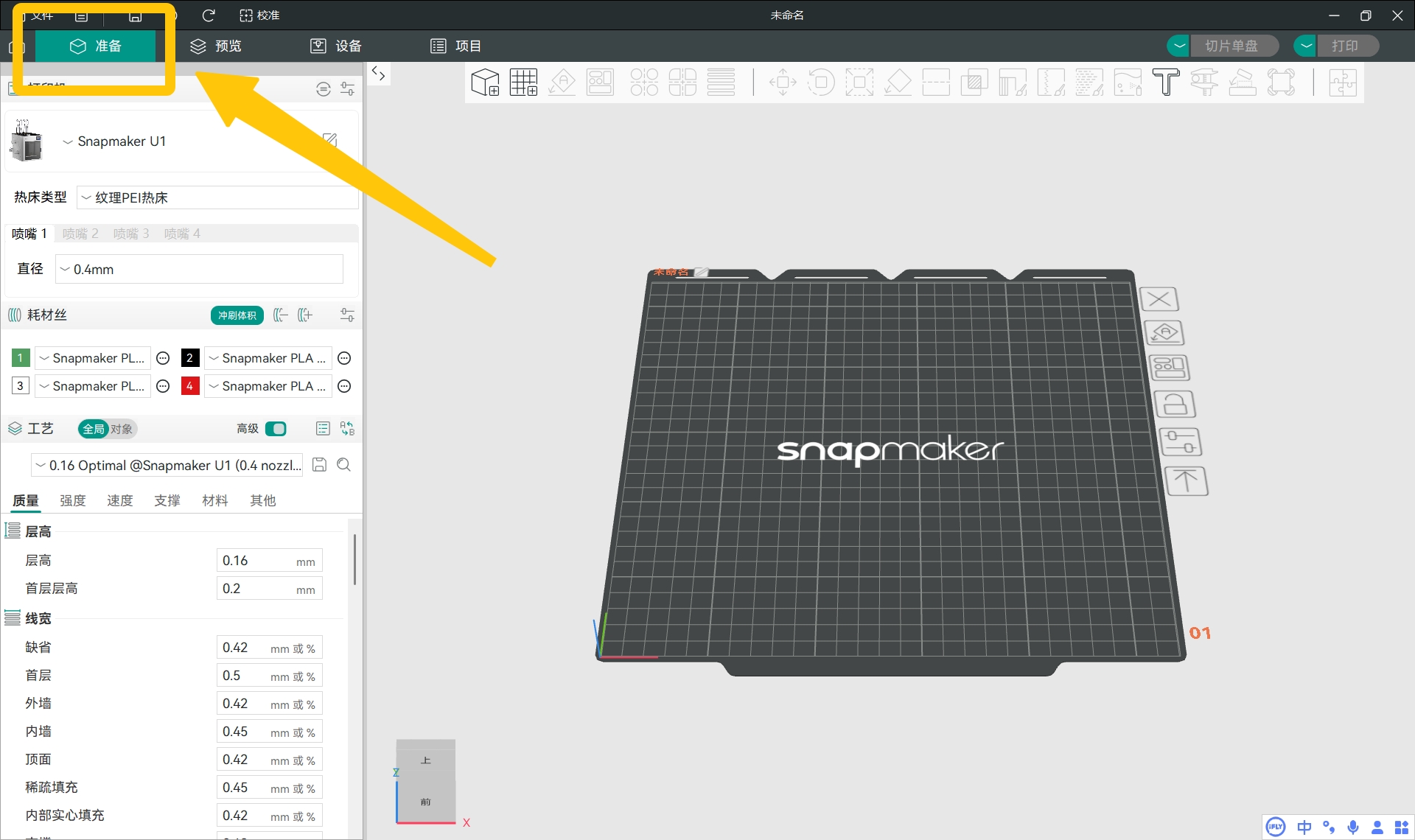
- 打开
工艺>高级。
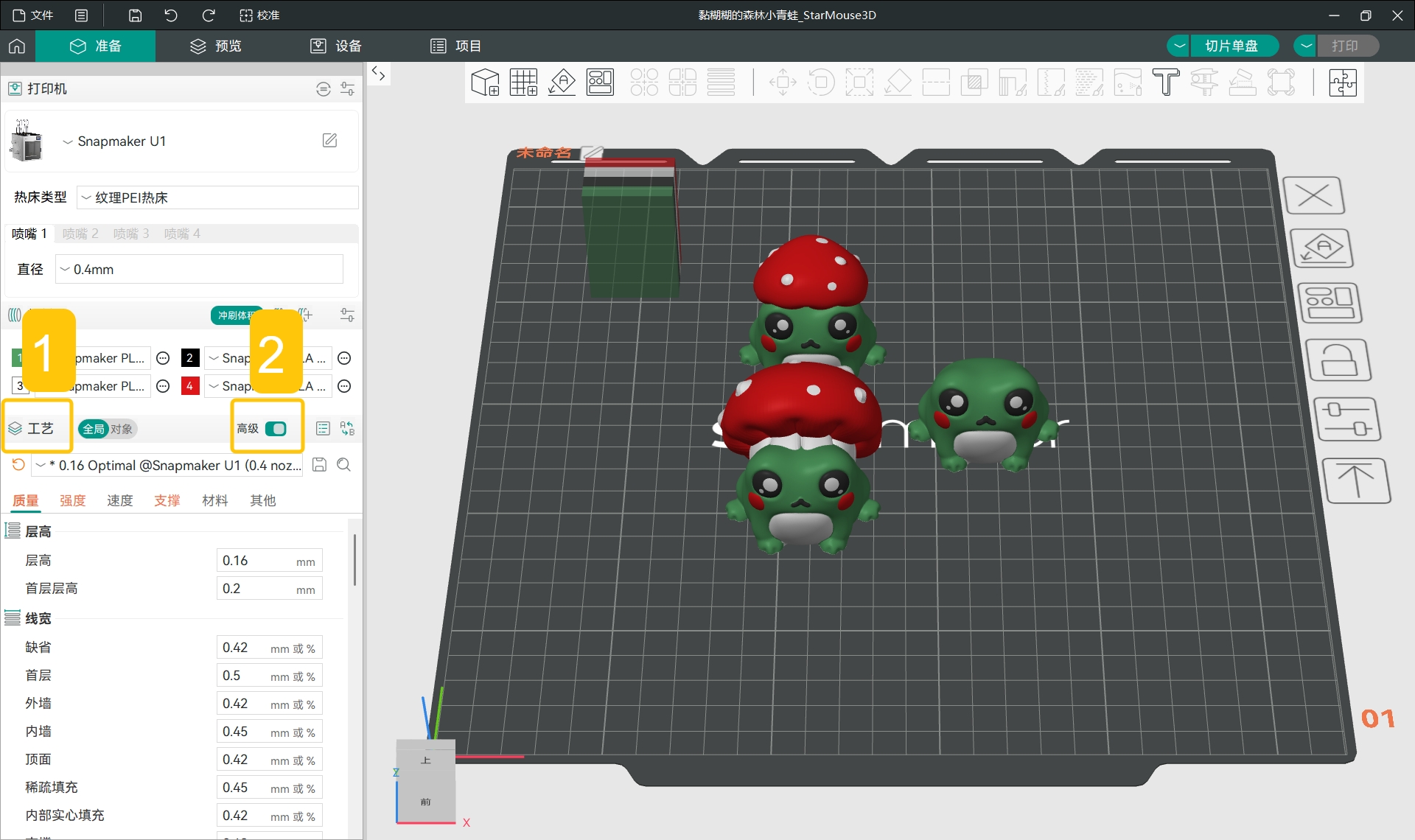
- 找到
工艺>速度>首层速度。
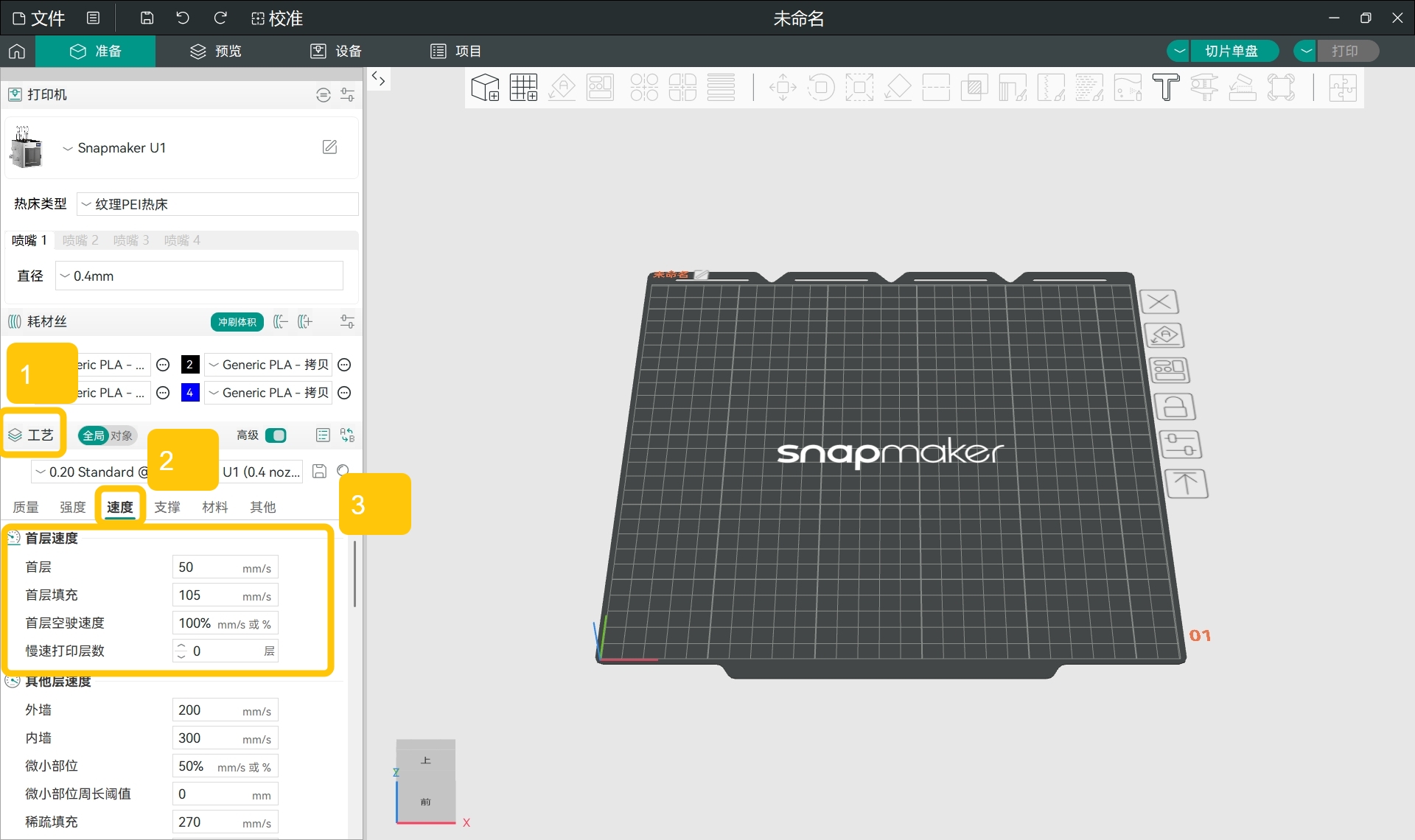
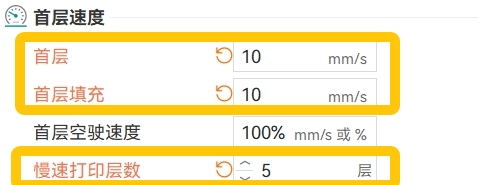
-
适当降低
首层和首层填充速度。 -
适当增加
慢速打印层数。
¶ 可能五:热床温度过低
理想情况下,首层耗材接触打印板后,会轻微铺展,在自身与热床形成足够大的接触面积后凝固,与打印板形成良好的粘附。当热床温度过低时,材料会过快地冷却收缩,导致首层与打印板粘附不佳。
¶ 1. 设置你在使用的热床
- 在左侧边栏,找到
打印机>热床类型。
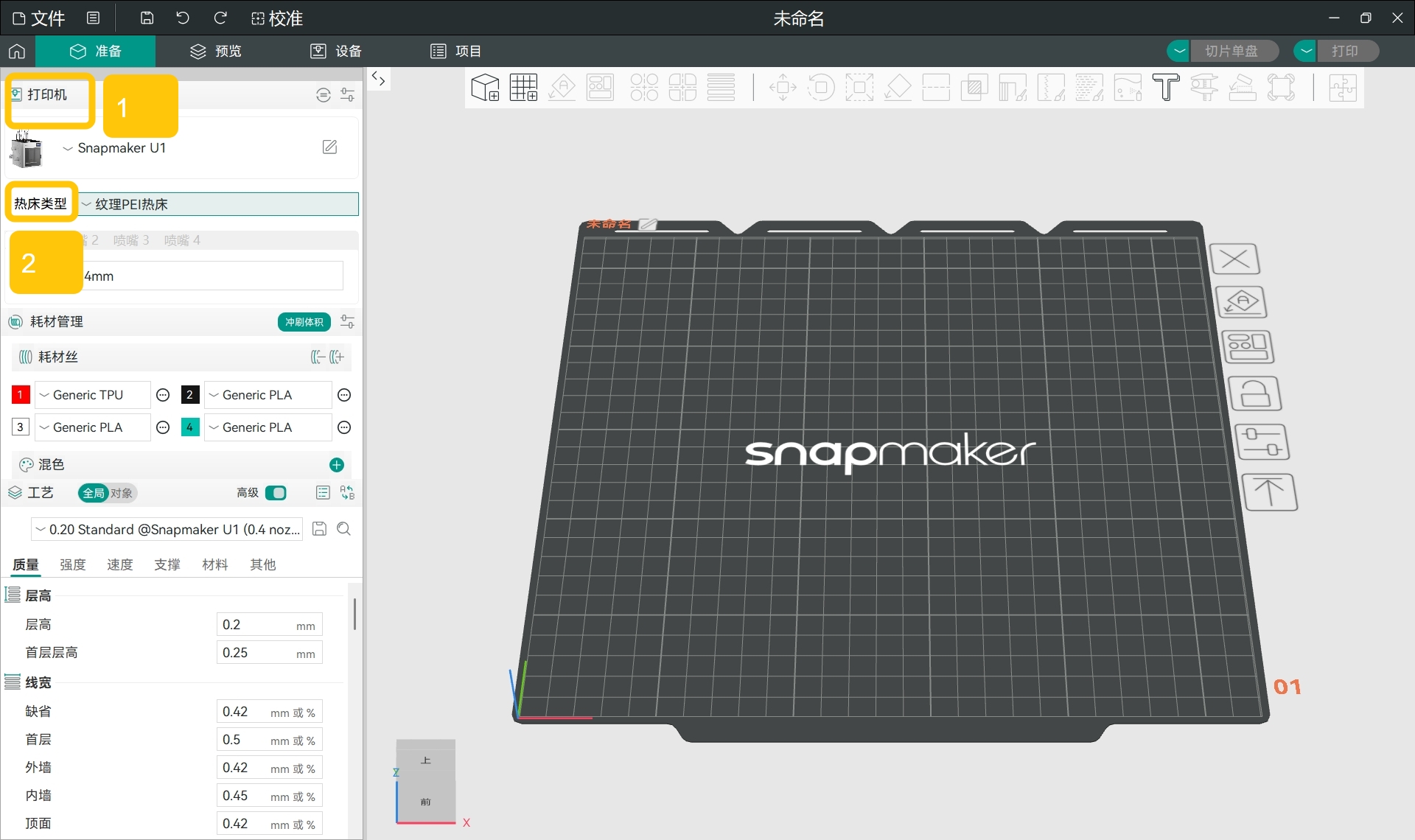
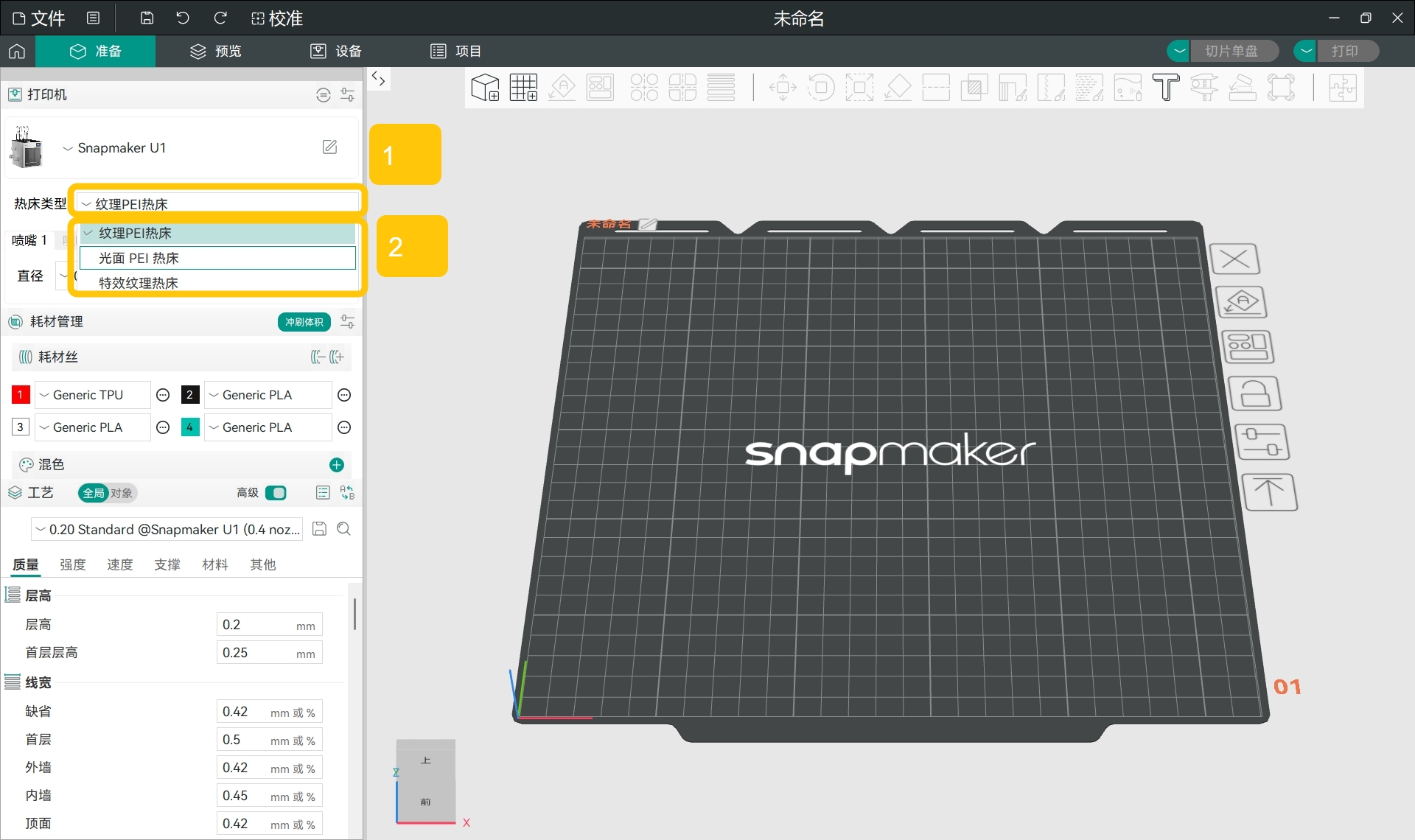
- 点击右侧热床类型名称,展开下拉菜单。
- 在下拉菜单中,找到你当前使用的热床类型。
¶ 2. 设置热床温度
- 在侧边列表的
耗材丝,点击特定耗材名称,在下拉菜单中选择你打印时使用的耗材类型。
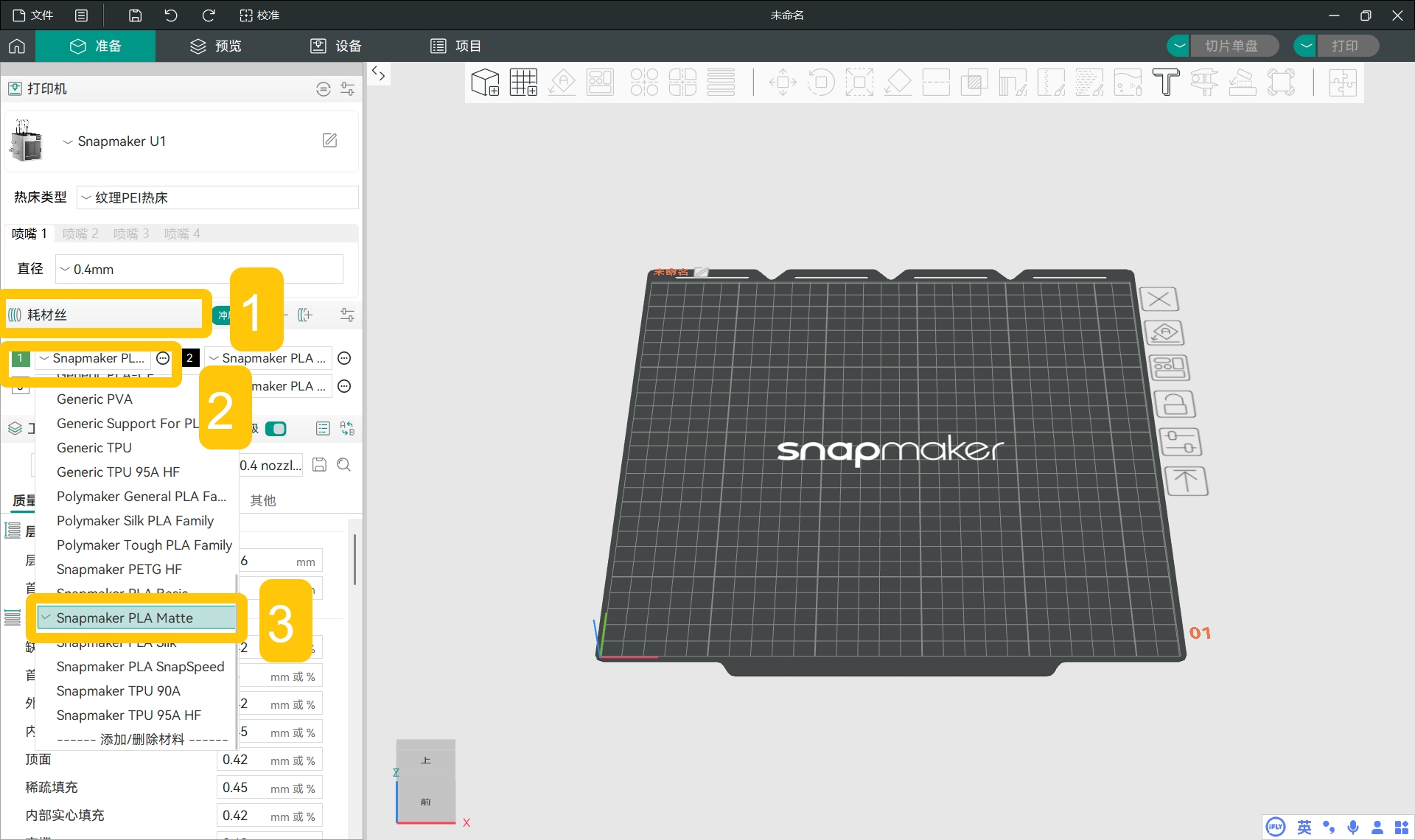
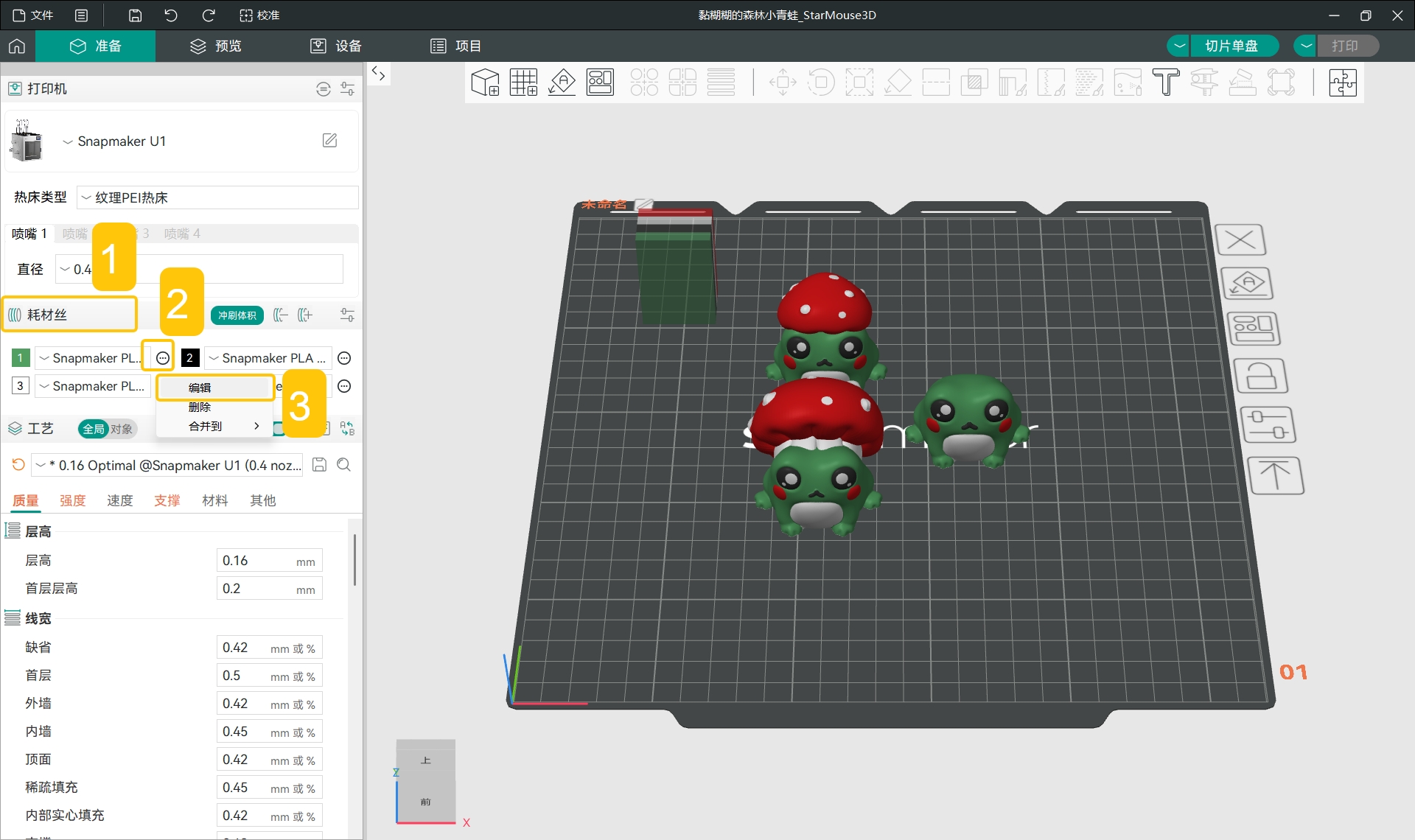
- 在左侧列表的
耗材丝,点击特定耗材右侧的...>编辑。
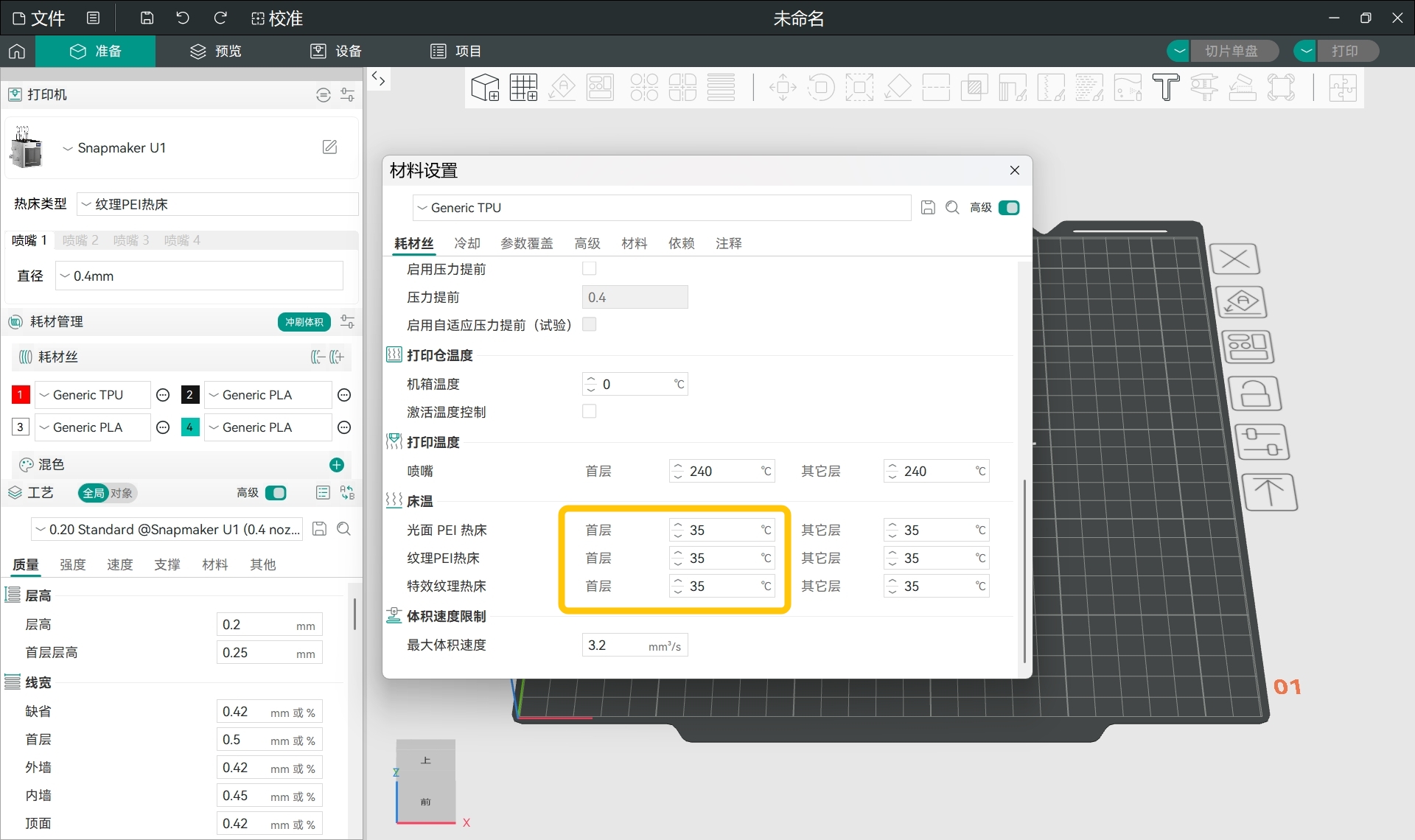
- 在弹出窗口中,找到
耗材丝>床温。
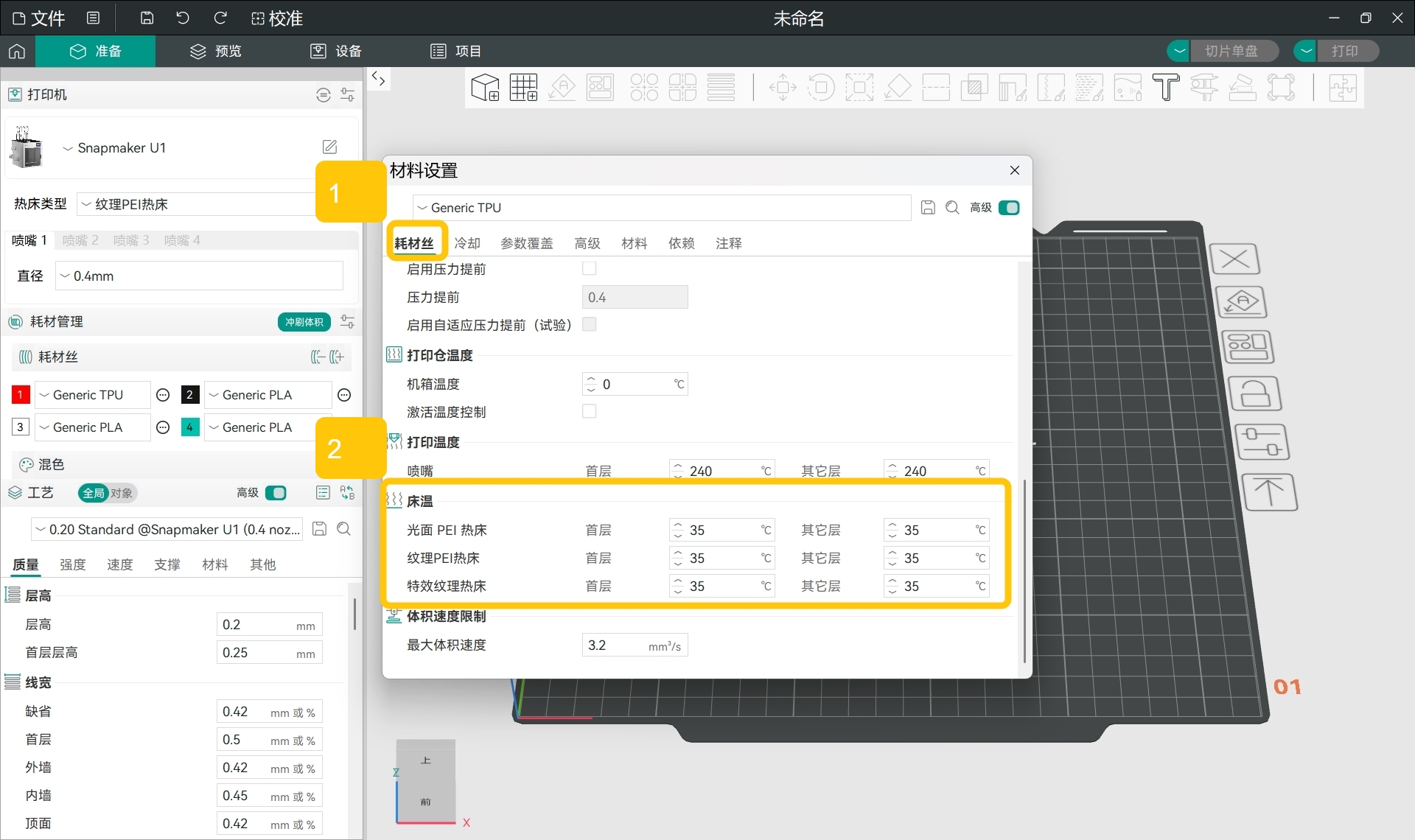
- 对于你当前使用的热床类型,适当提高
首层床温。
¶ ✅ 验证方法
重新切片模型并打印时,若模型首层与打印板粘附良好,未出现翘起和移位等现象,证明你已经成功解决此问题。
¶ 📚 相关资源
¶ 💬 联系售后
若参考上述步骤仍未解决问题,请搜索并关注微信公众号「Snapmaker 快造科技」,在聊天框右下角点击「服务」> 「售后支持」。请将排查结果及相关图片或视频一并发送给售后技术支持,我们将竭诚相助。