¶ 💡兼容性
本文适用于以下设备,参考时请注意:
- 设备型号:U1
¶ ⏰ 何时使用本指南
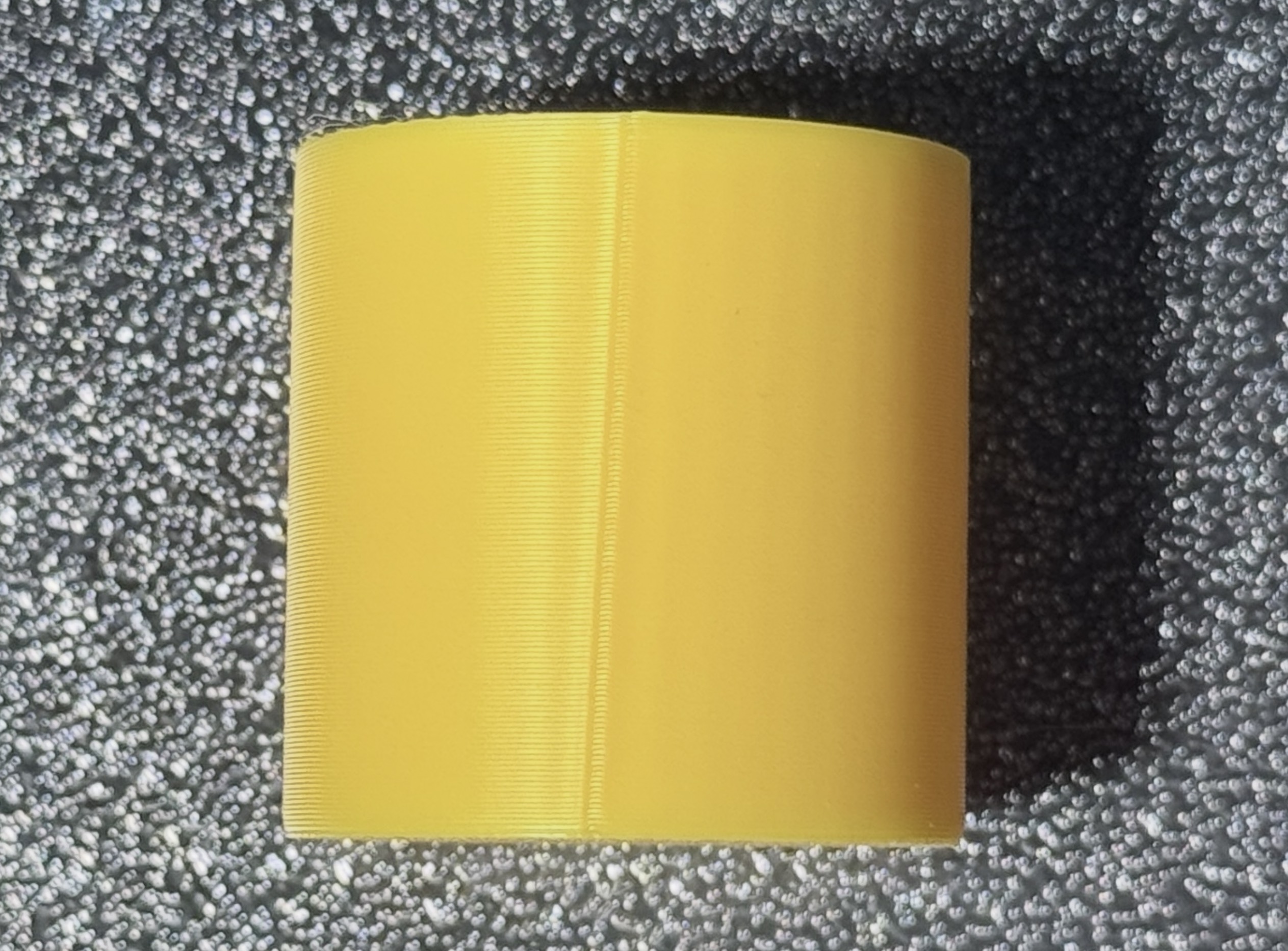
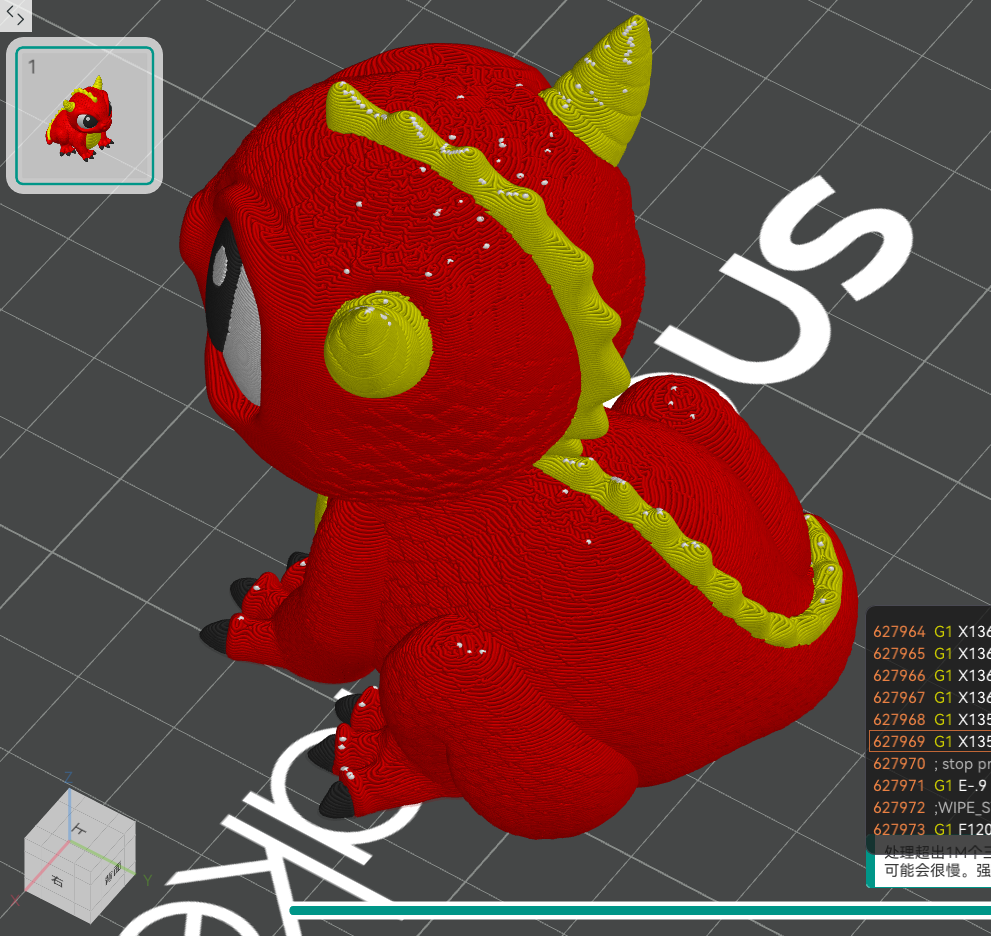
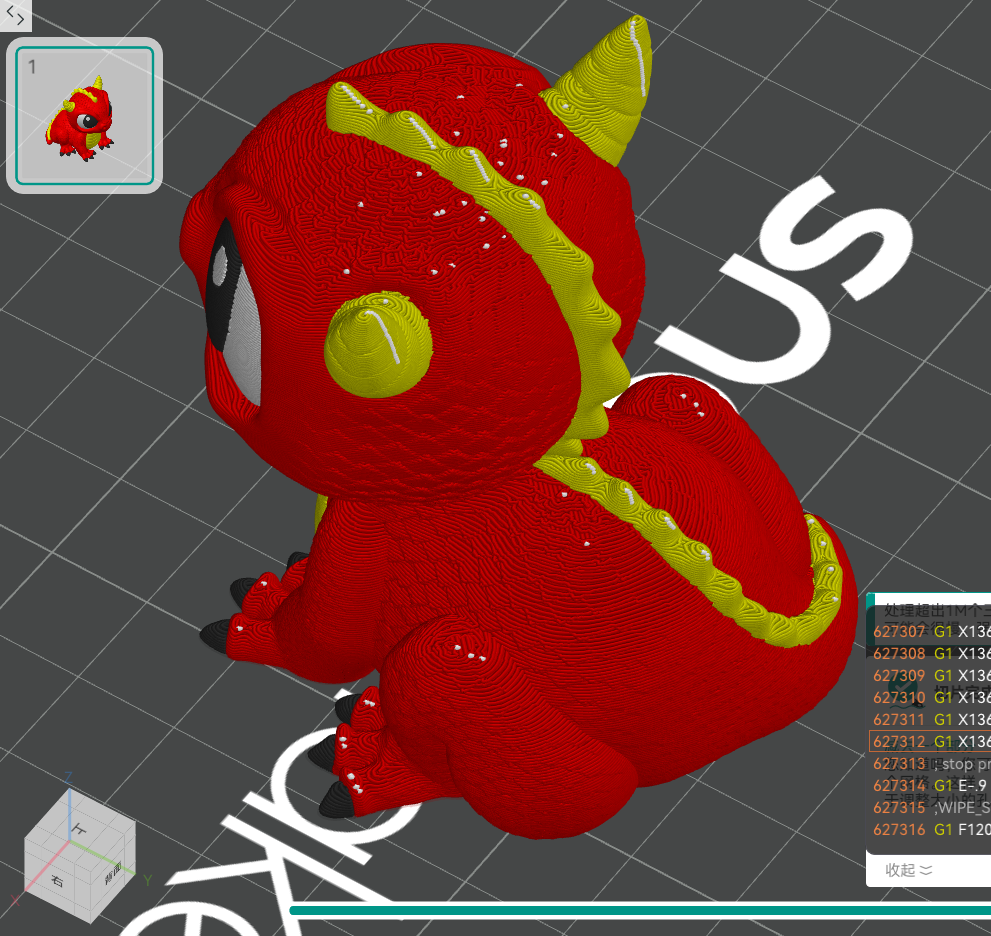
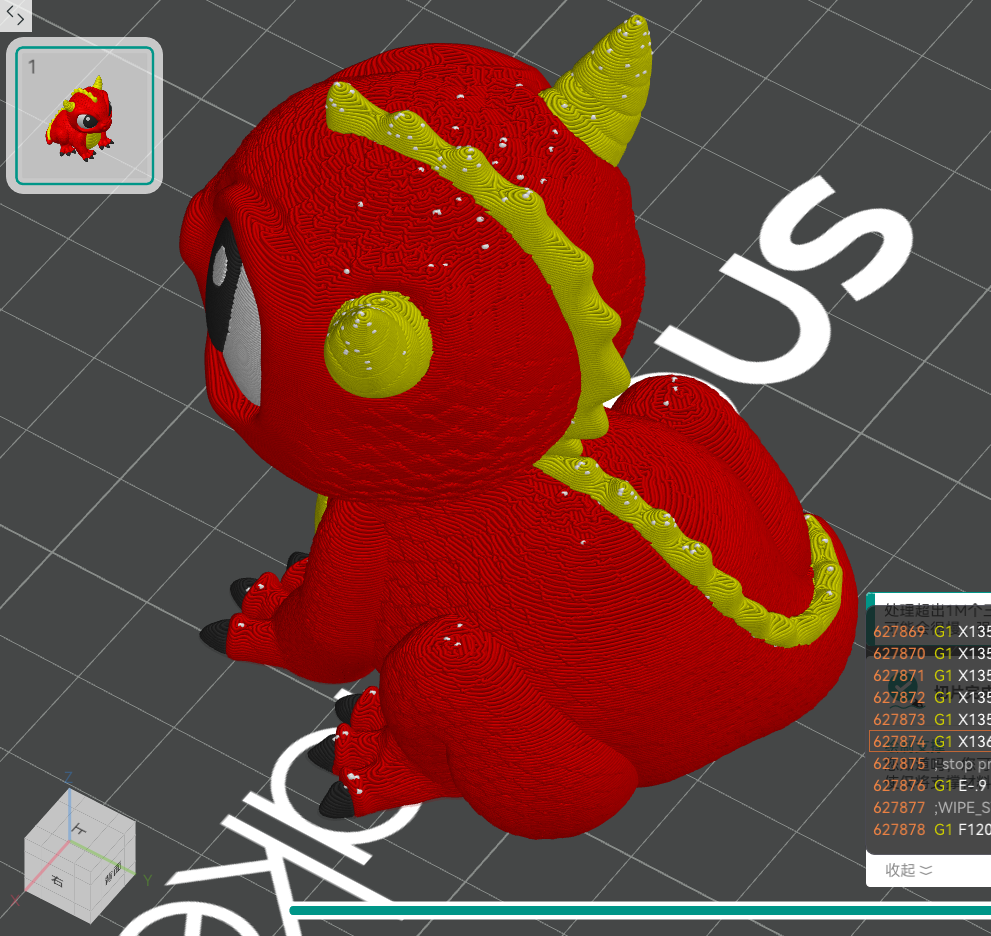
FDM 3D 打印中,每一层的打印都始于一个起点,终于一个终点(除非使用旋转花瓶模式)。挤出线段的起止交接处(下图的白点即该层的接缝位置),便会在模型外壁形成一道视觉可见的接缝。这是 FDM 工艺中固有且不可避免的现象。

接缝的明显程度主要取决于模型表面的几何特征——若表面存在凹凸顶点或棱角,接缝可以被较好地隐藏;而圆弧形表面(如圆柱体)因缺乏尖锐转角,接缝会暴露得较为明显。切片软件提供多种接缝控制策略,帮助用户在美观与强度之间找到平衡。
¶ 📋 速览卡片
- 难度:⭐⭐☆☆☆
- 预计时间:10-20 分钟
¶ 🔁 排查流程图
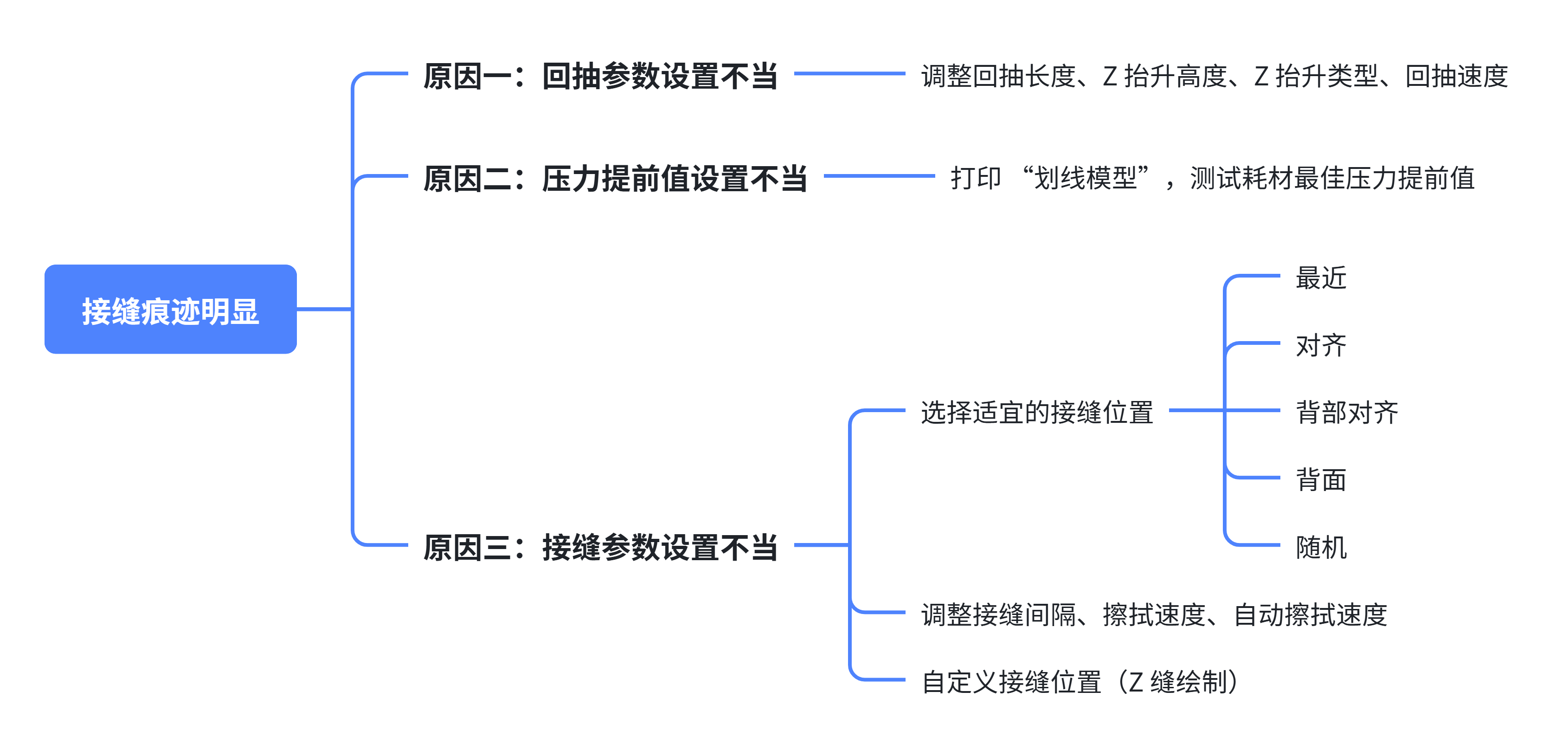
¶ 🛠️ 排查步骤
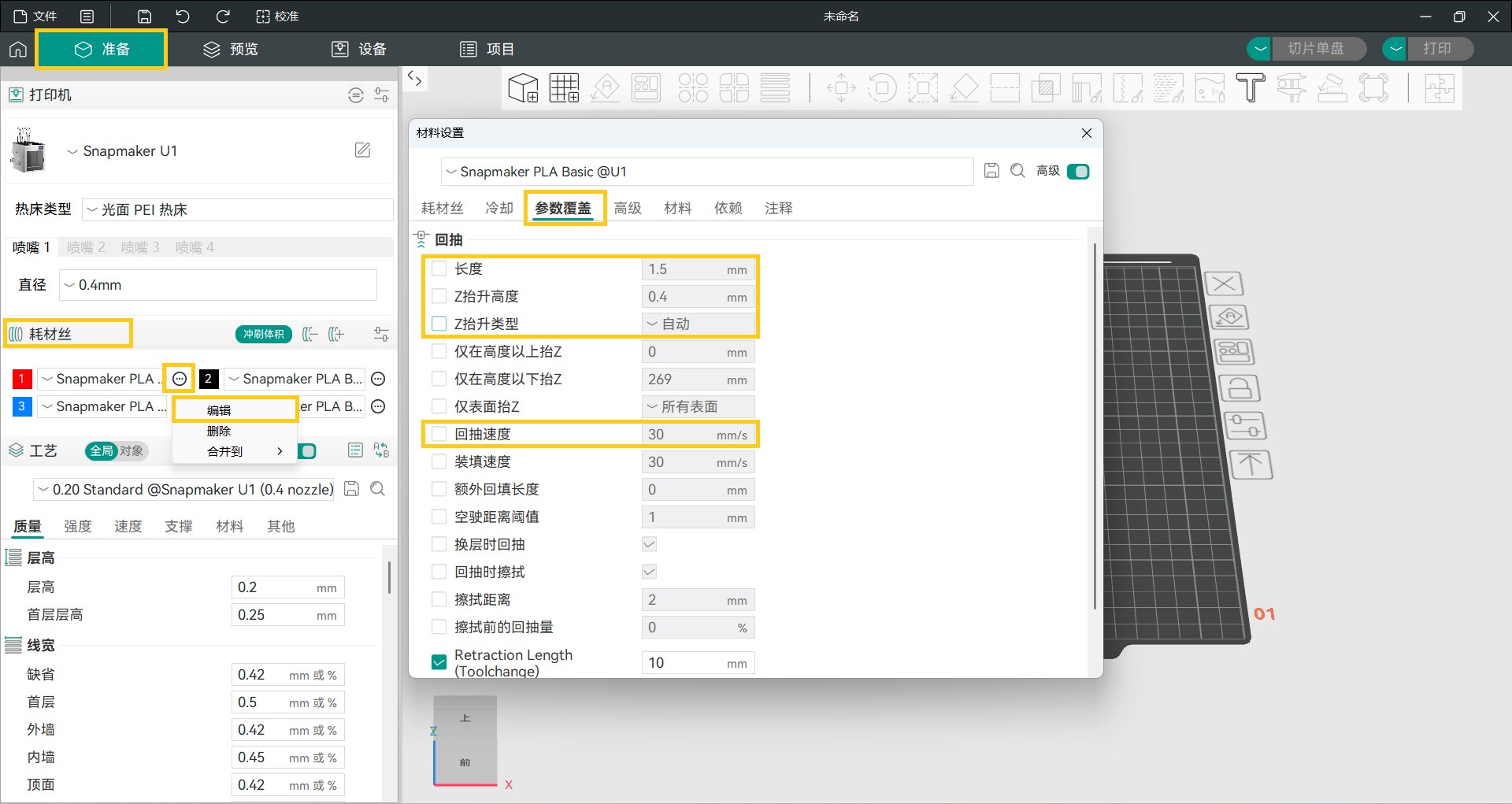
¶ 原因一:回抽参数设置不当
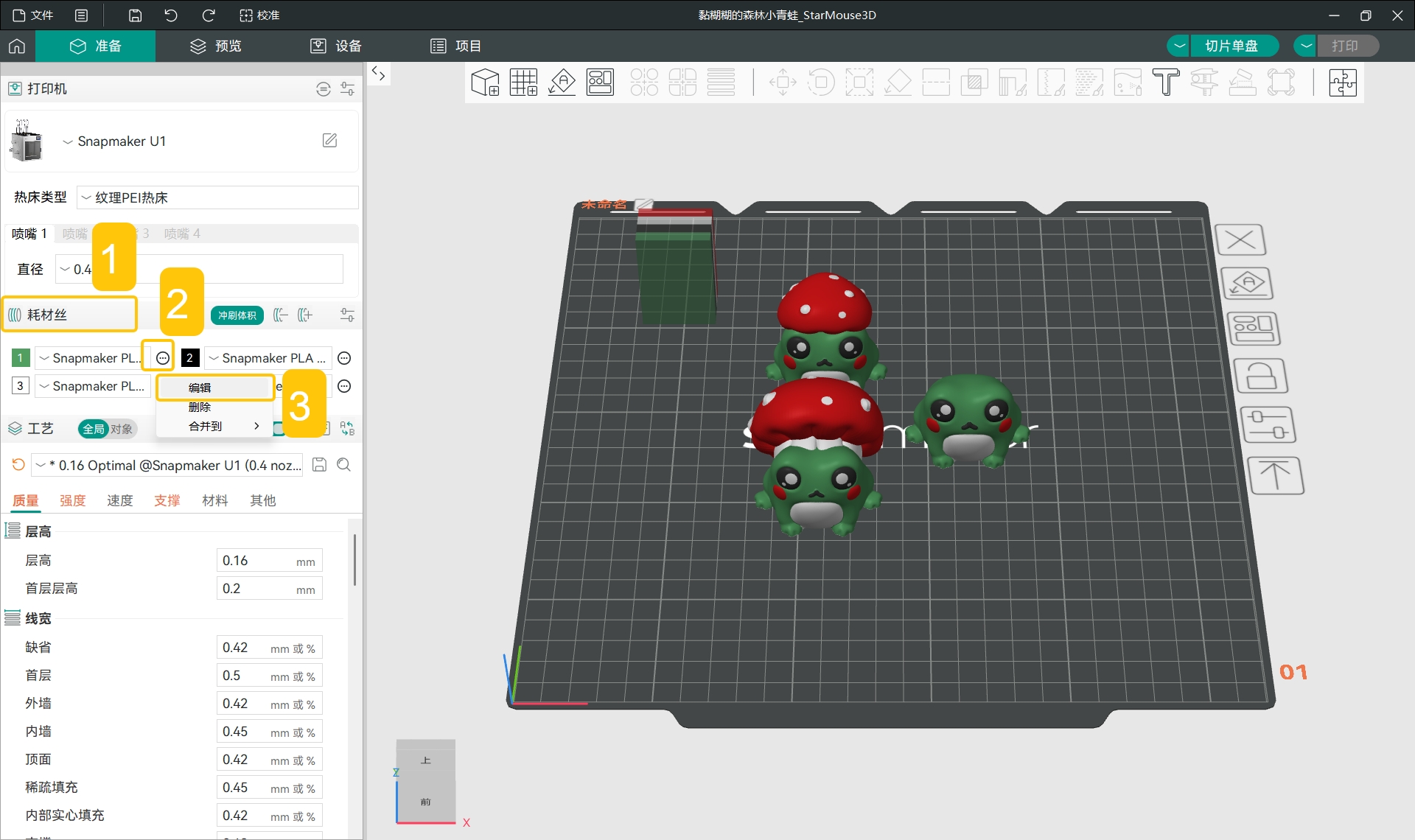
切换至准备 > 在左侧列表的耗材丝,点击特定耗材右侧的... > 编辑 > 在弹出窗口中,找到参数覆盖 > 调整回抽长度、Z 抬升高度、Z 抬升类型、回抽速度。
¶ 原因二:压力提前值设置不当
压力提前是指,打印机根据实际情况,提前调整挤出压力,以控制耗材挤出量,实现更好的打印效果。
这常常与喷嘴的实际移动速度有关。当喷嘴将要减速时,通常应该减小挤出压力,以避免耗材淤叠;当喷嘴将要加速时,通常应该增大挤出压力,以避免耗材挤出不足。
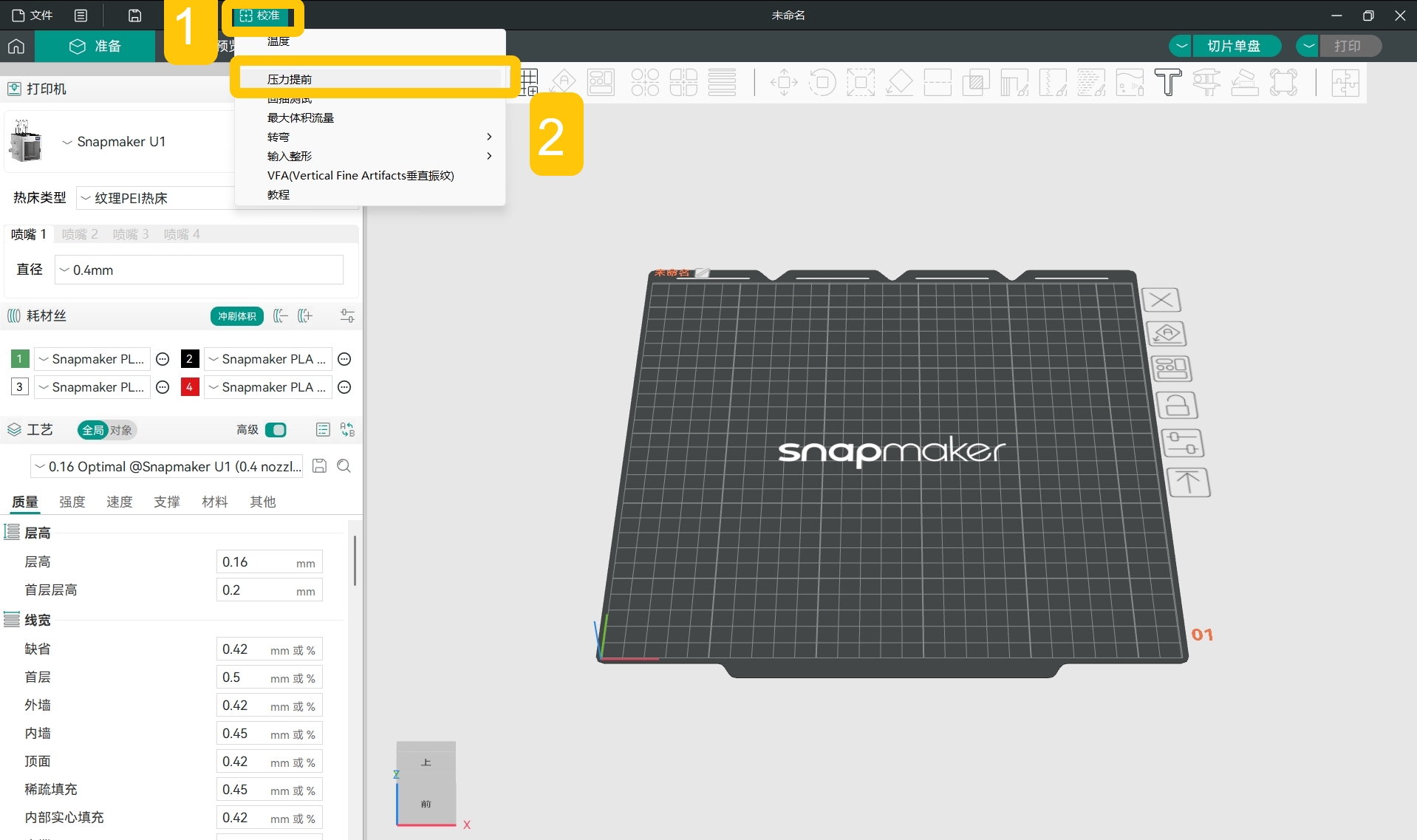
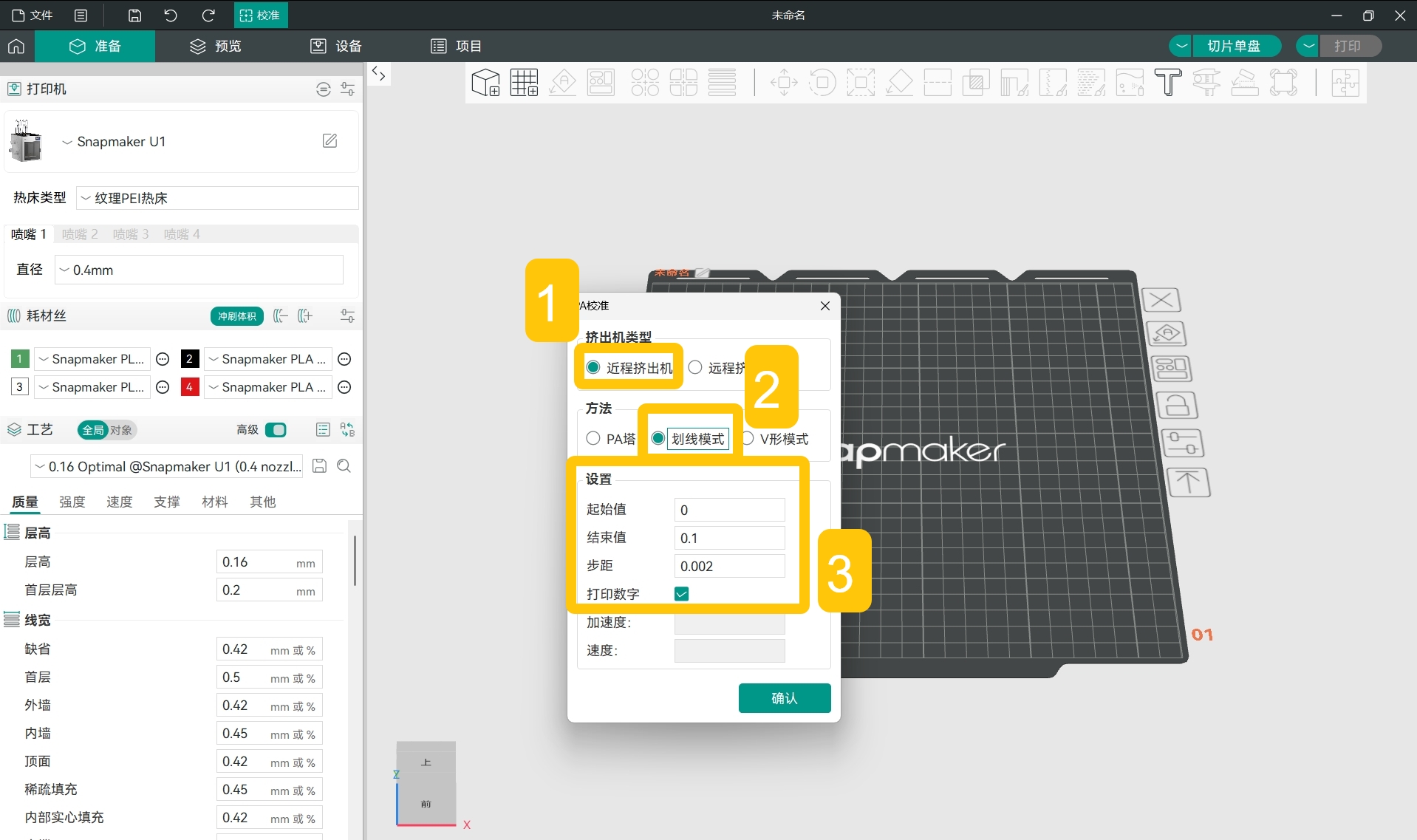
¶ 1. 打印 “划线模型”,测试耗材最佳压力提前值
- 在顶部菜单栏,点击
校准>压力提前。
- 在弹出窗口中,进行压力提前测试设置:
- 选择近程挤出机;
- 选择划线模式;
- 设置起始值、结束值和步距;
- 点击
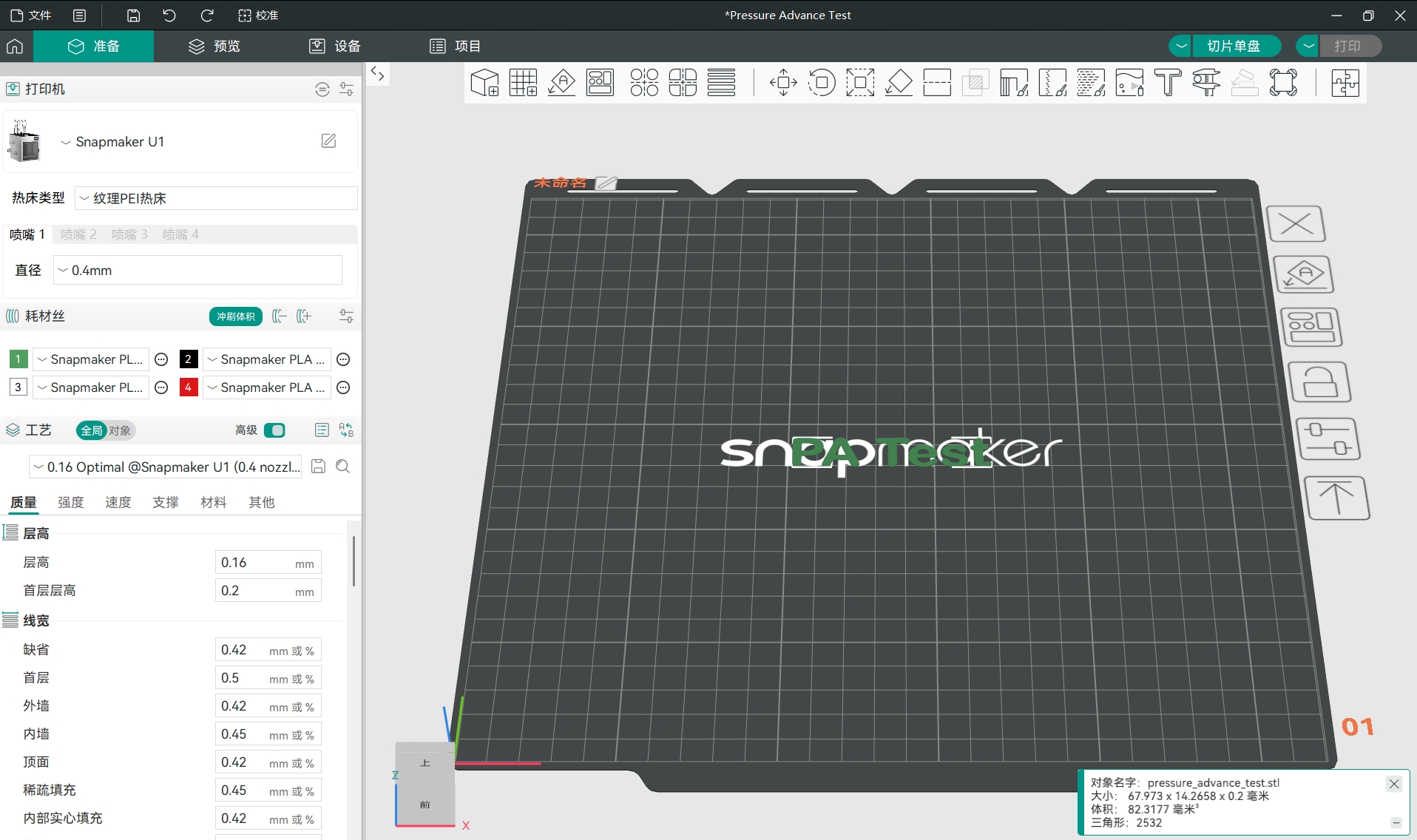
确认,软件将生成 “PA Test” 字样。
Snapmaker Orca 为划线模式设置了默认的压力提前起始值、结束值和步距,你可以直接使用软件预设值,进行测试与校准。
Snapmaker U1 使用的是近程挤出机。
PA Test,即压力提前(Pressure Advance Test)。
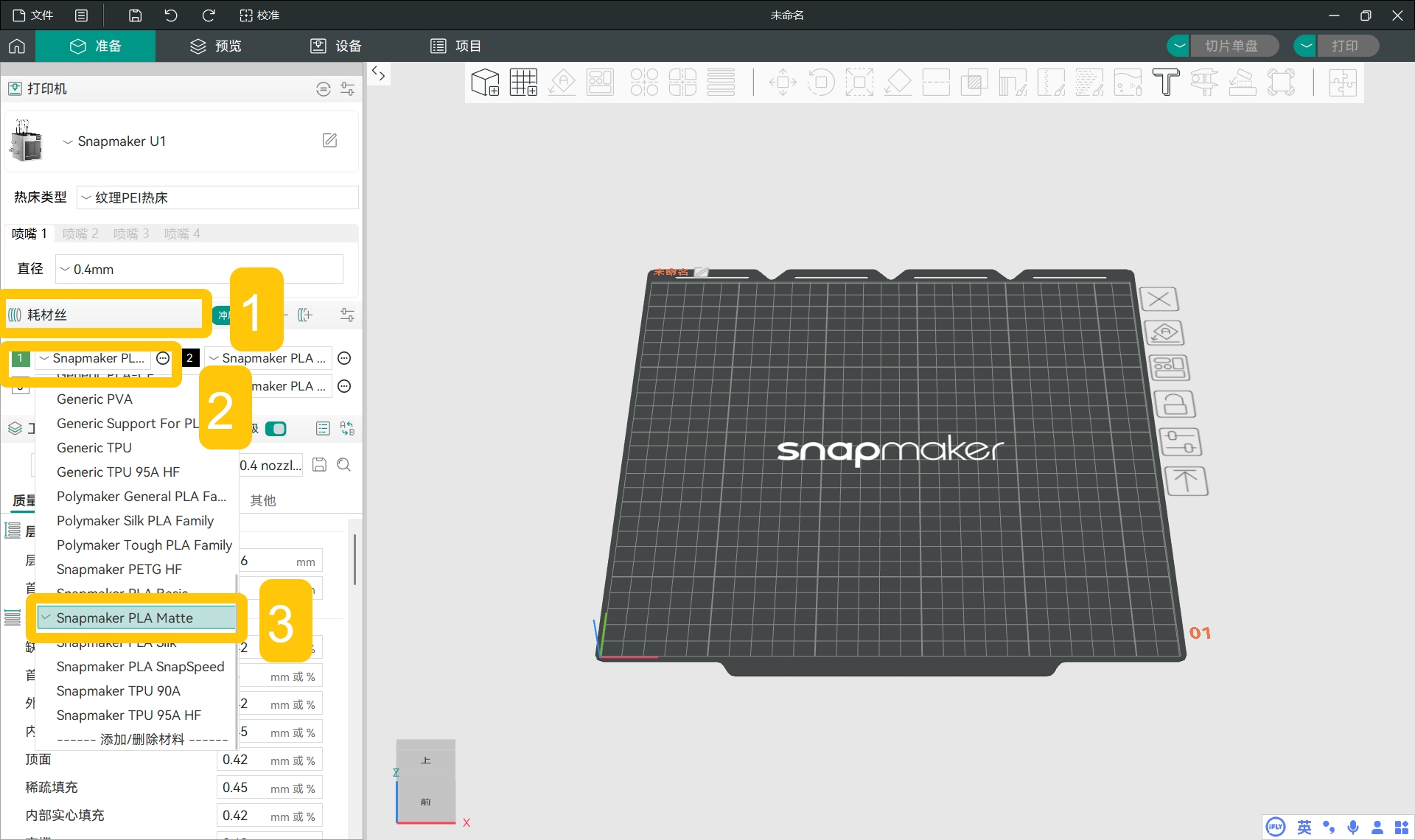
- 在侧边列表的
耗材丝,点击特定耗材名称,在下拉菜单中选择你打印时使用的耗材类型。
- 在左侧列表的
耗材丝,点击特定耗材右侧的...>编辑。
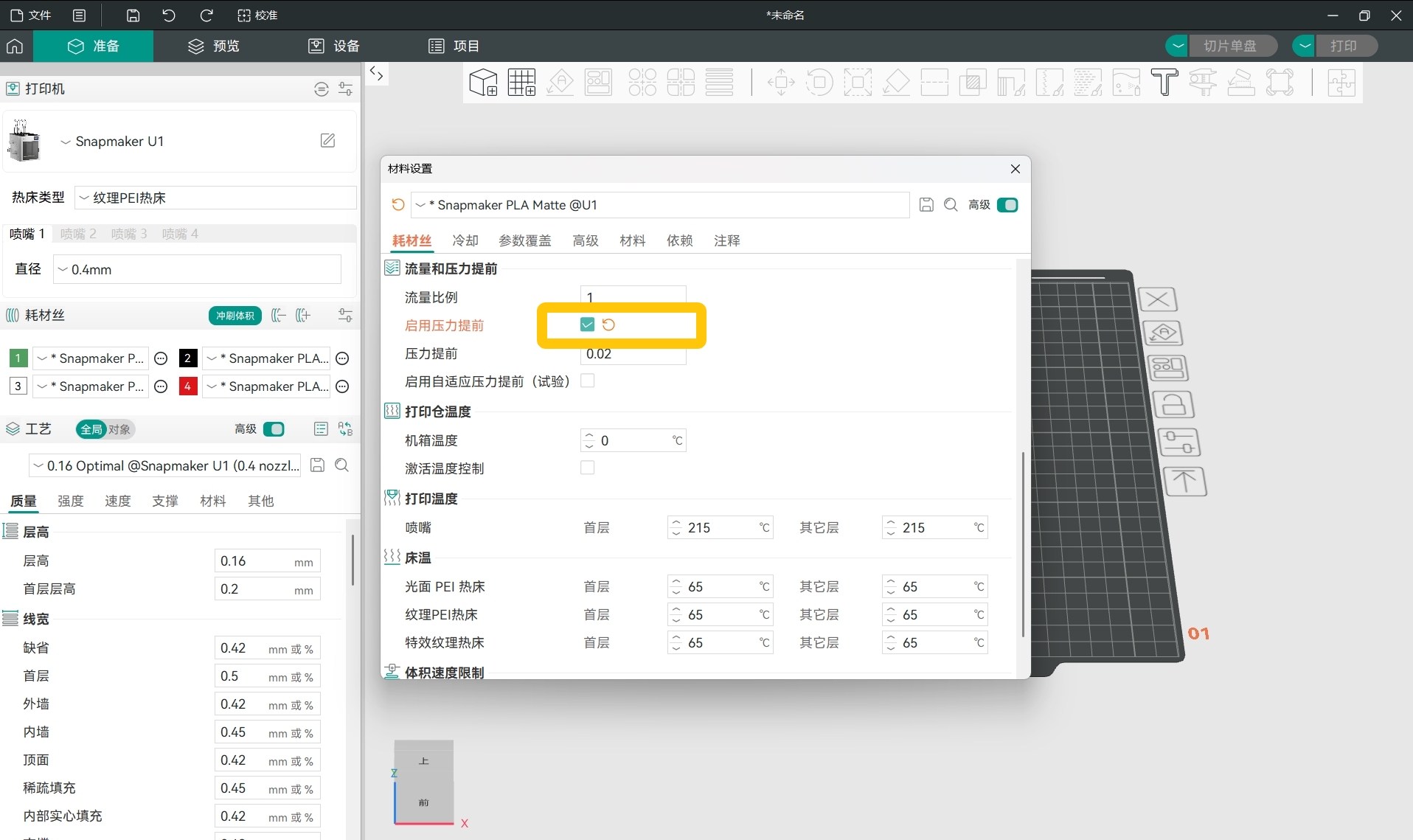
- 在弹出窗口中,找到
耗材丝>流量和压力提前>启用压力提前。
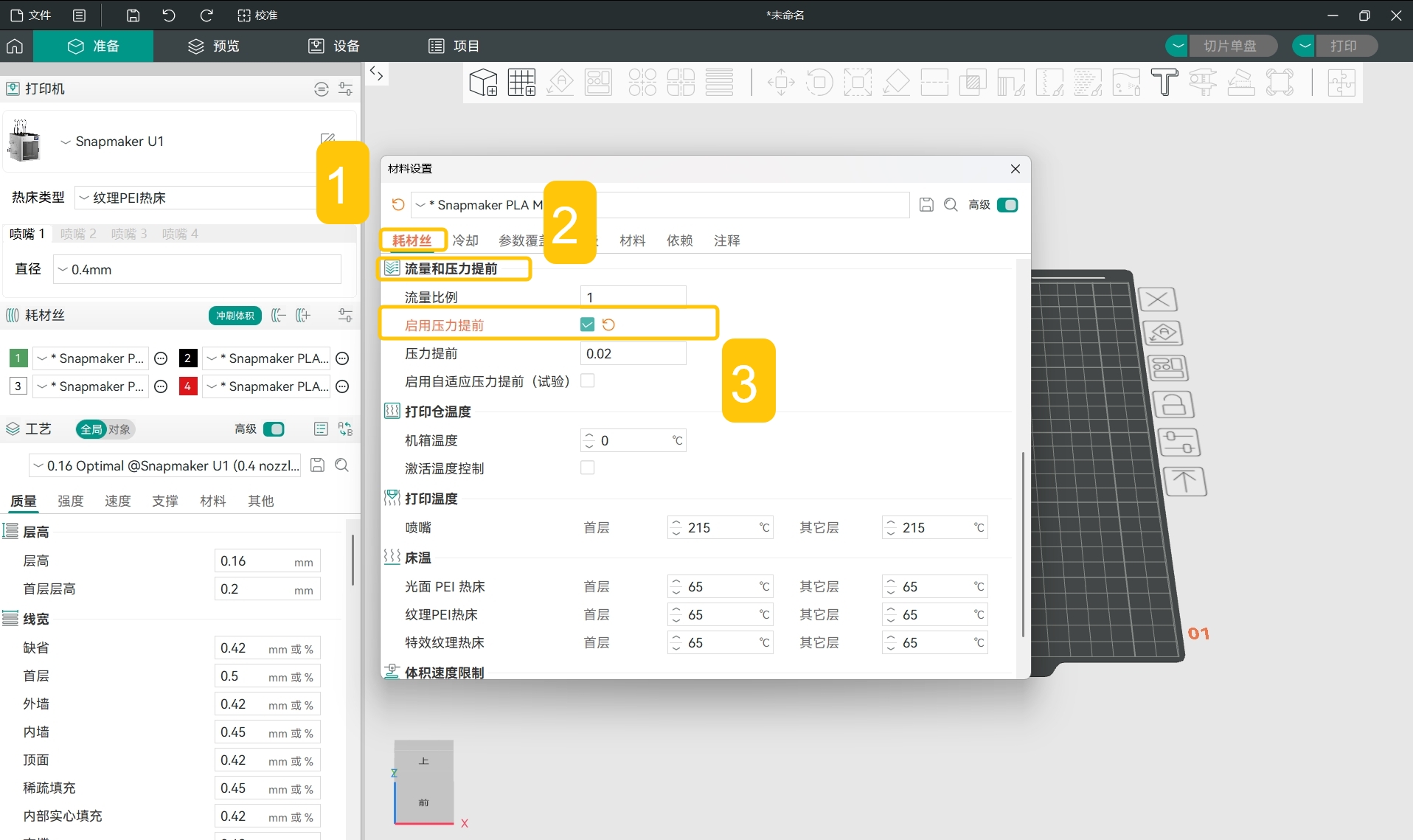
- 点击勾选框启用压力提前。
-
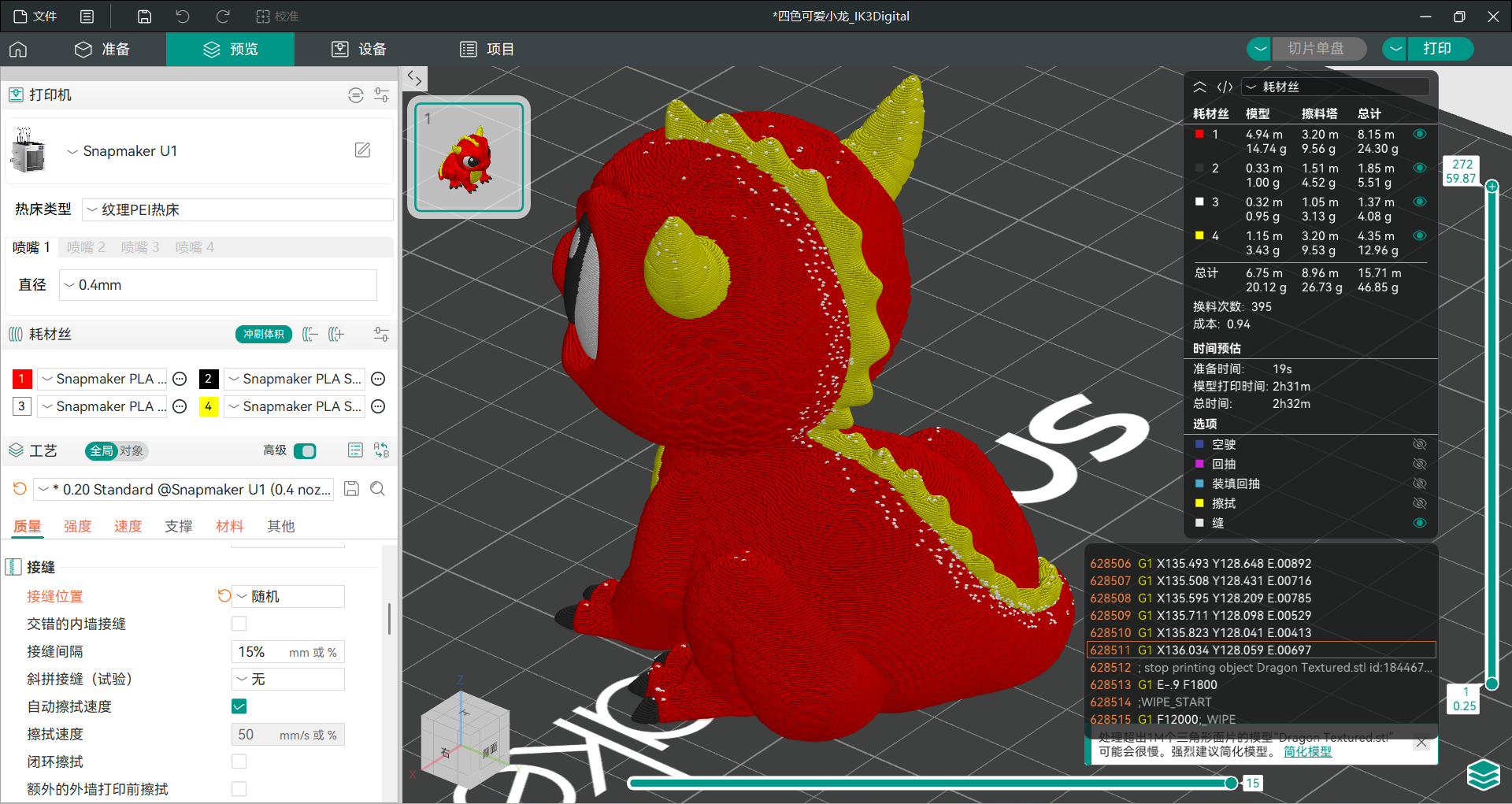
对模型进行切片,可以在
预览中看到生成的划线模型。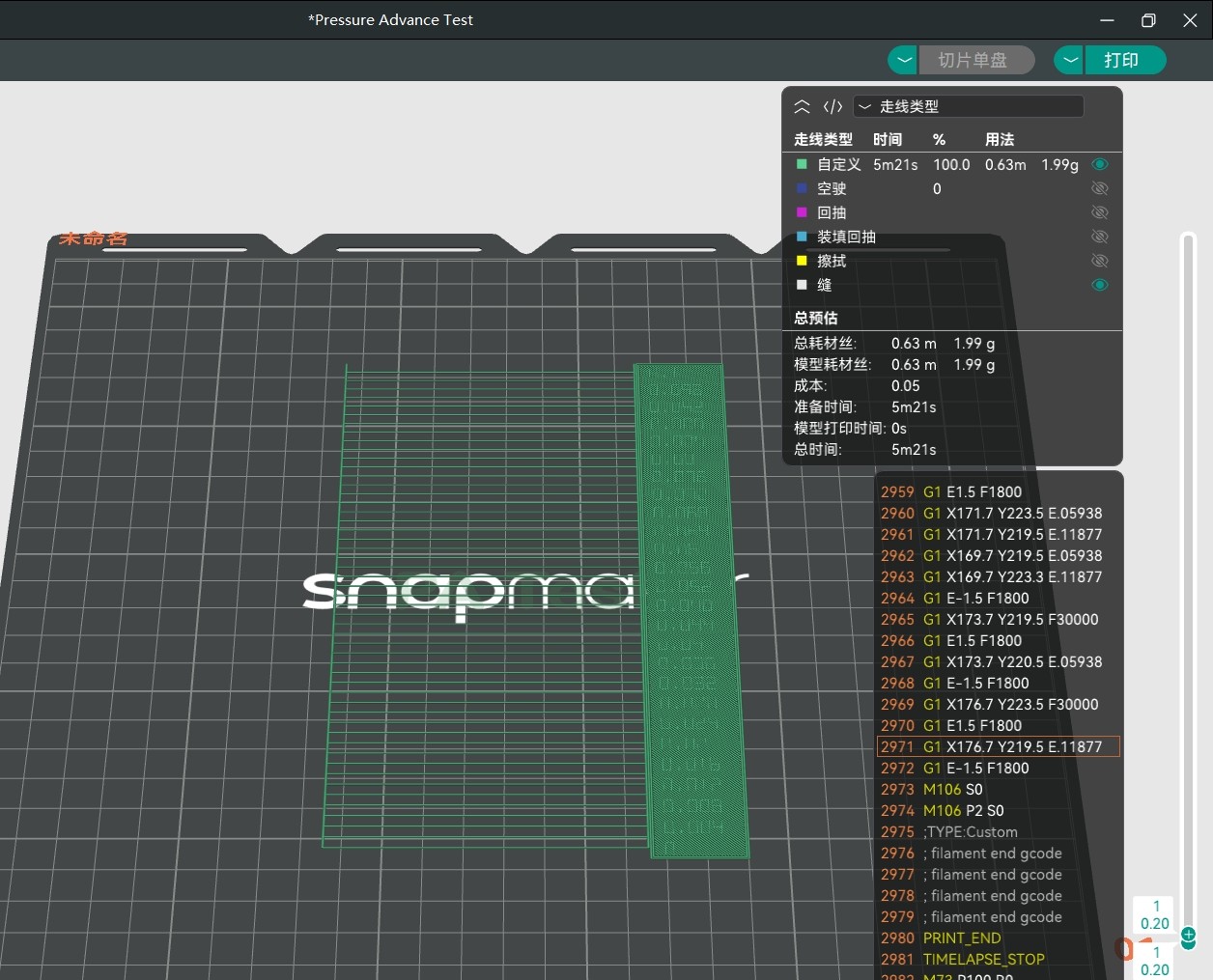
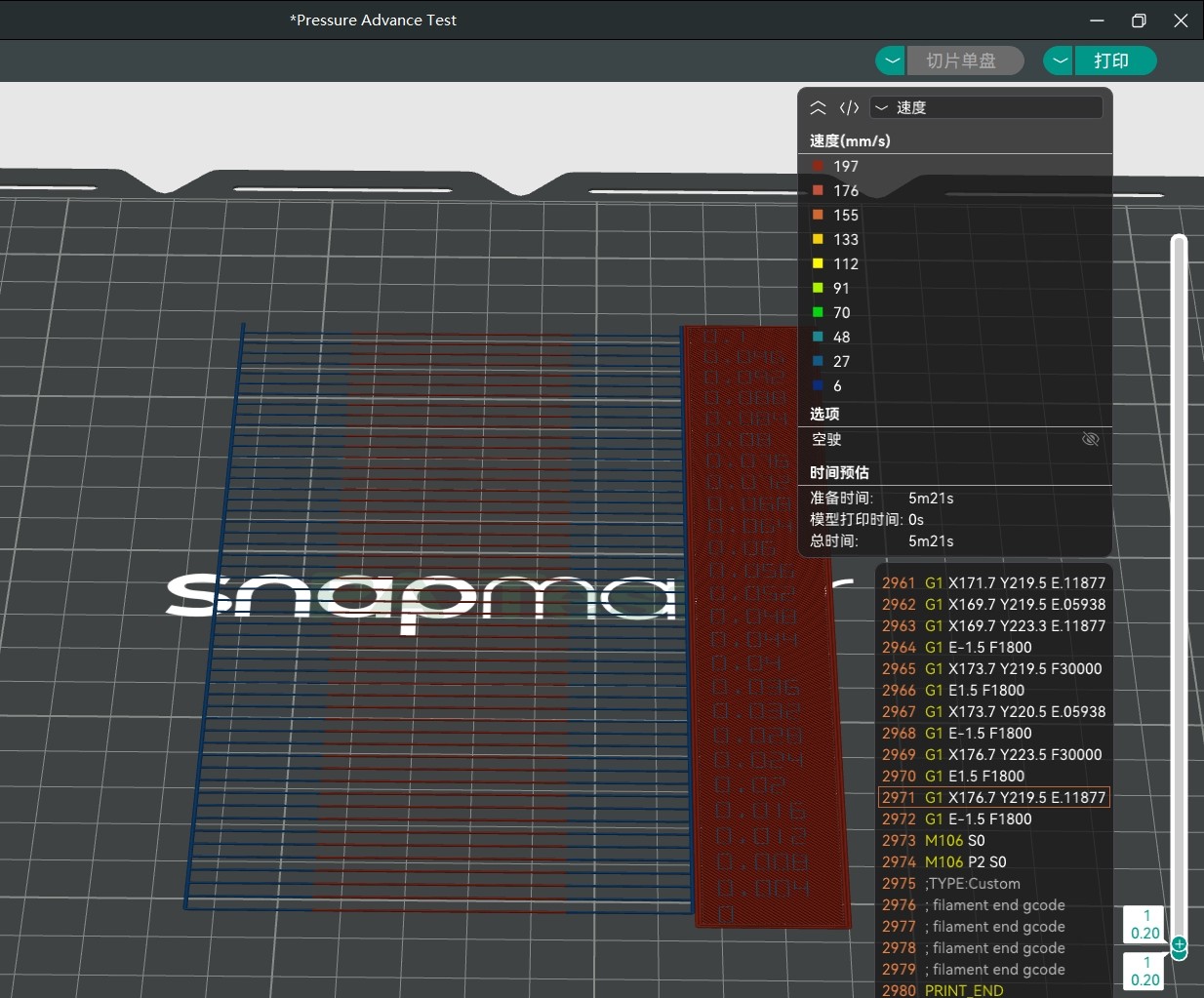
划线模式生成的每条线看起来都一样,但是每条线的压力提前值都不同。切换到
预览>速度,可以发现每一条线都先加速、后减速。由于压力提前值与喷嘴实际移动速度有关,加速、减速的线条可以用来校准压力提前效果。
你只须观察打印出的哪个线条最均匀,就可以确定适合的压力提前值是多少。
-
使用 U1 打印划线模型。
-
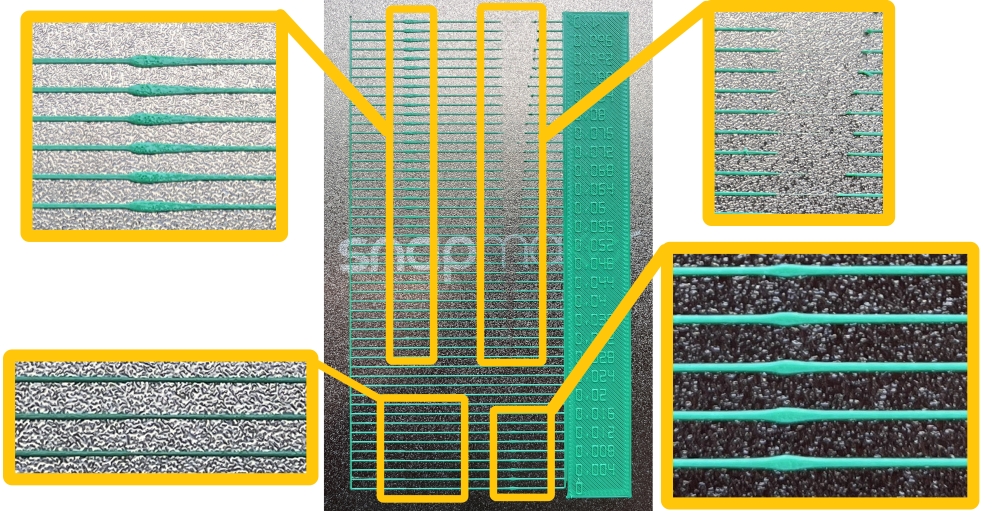
观察打印出的划线模型。选择粗细始终均匀的线条,其右侧对应的数字即最佳压力提前值。
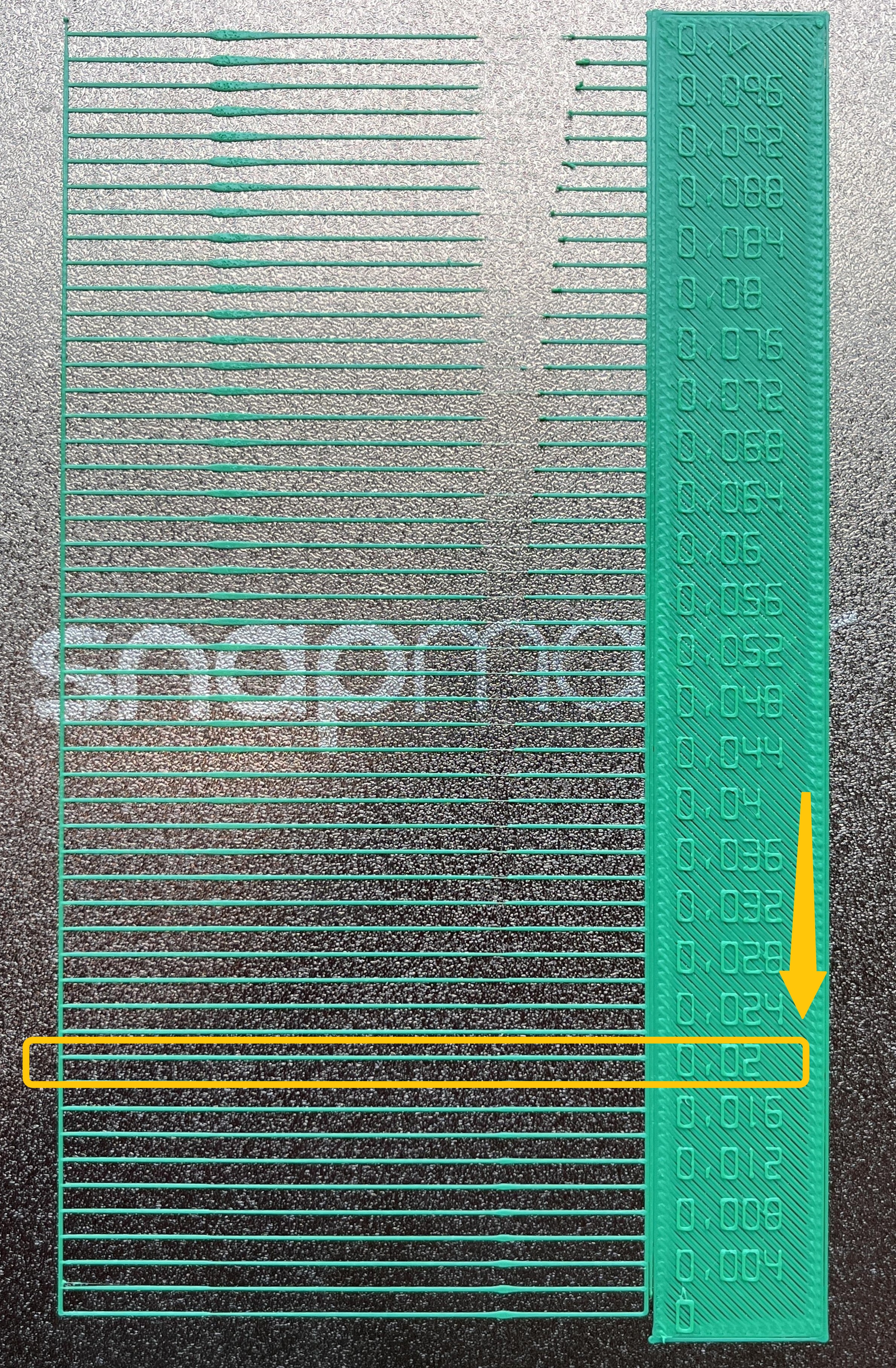
可以看到,当压力提前值过小时,线条在加速处太细、减速处太粗;当压力提前值过大时,线条在加速处太粗、减速处太细。
¶ 2. 为你的耗材设置最佳压力提前值
- 在左侧列表的
耗材丝,点击特定耗材右侧的...>编辑。
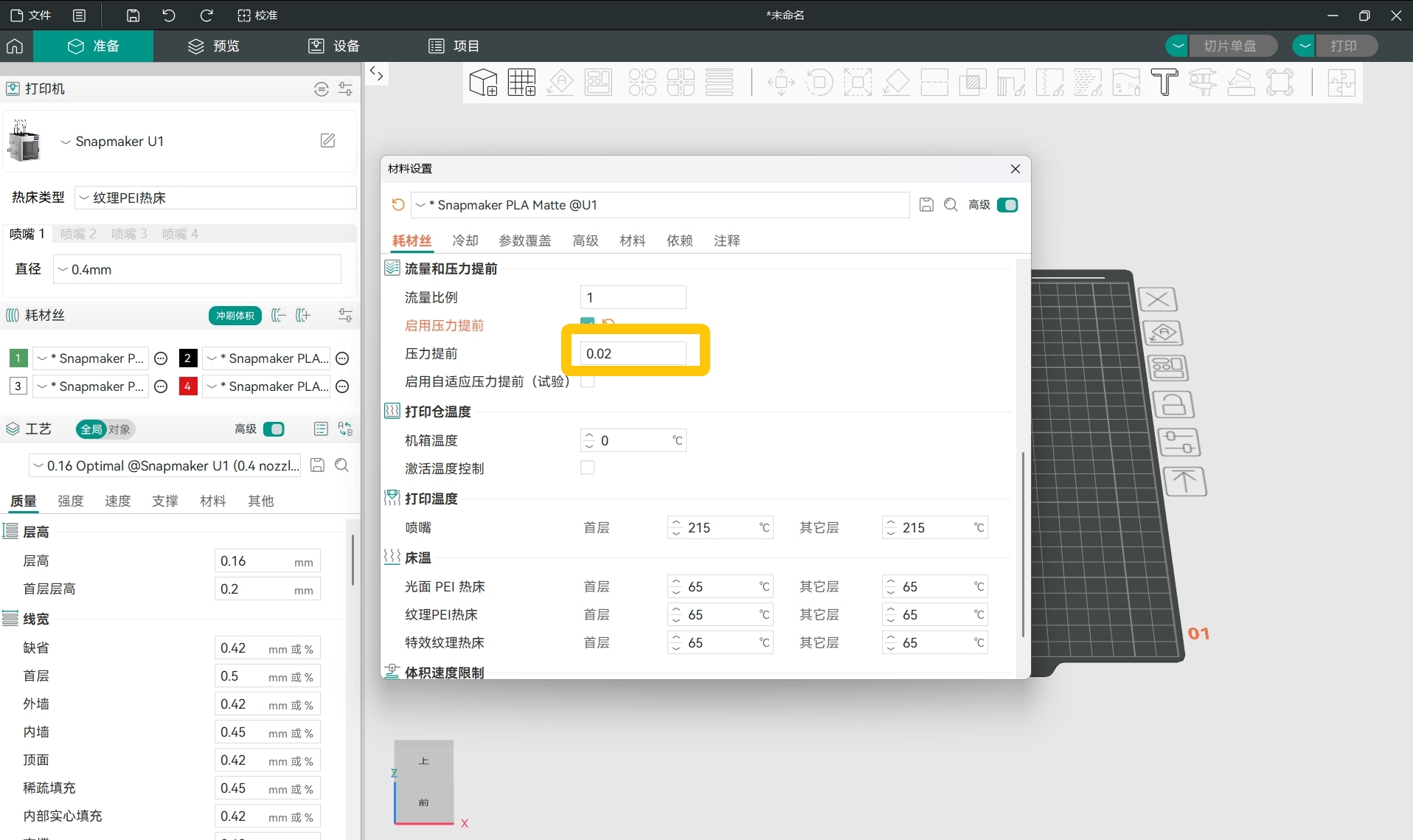
- 在弹出窗口中,找到
耗材丝>流量和压力提前>压力提前。
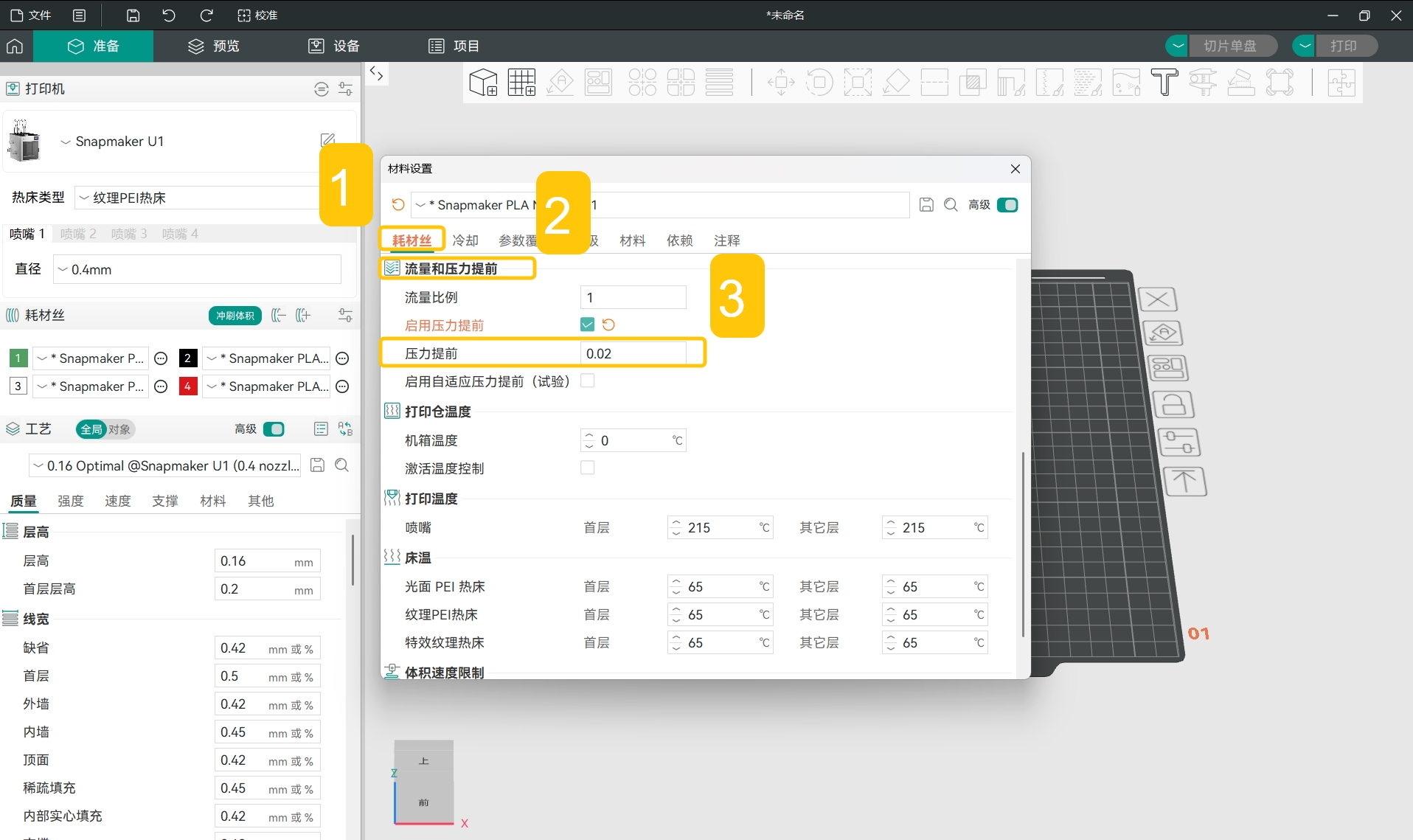
- 根据测试结果,设置压力提前值。
¶ 原因三:接缝参数设置不当
¶ 1. 选择适宜的接缝位置
切换至准备 > 打开工艺 > 高级 > 找到质量 > 接缝 > 接缝位置,有五种类型的接缝位置可供选择:最近、对齐、背部对齐、背面,以及随机。
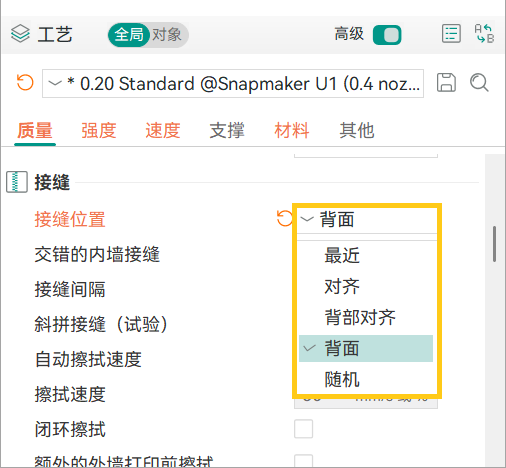
控制接缝的位置有助于改善最终打印件的外观和强度。通常,背部对齐、对齐或背面效果最佳,尤其在与接缝绘制功能配合使用时。然而,由于接缝会形成薄弱点和轻微的表面 “凸起” 或 “凹陷”,对于需要更高强度的零件,随机的接缝放置可能是最佳选择,因为该薄弱点会在各层之间分散到不同位置。
¶ 最近
与上一层喷嘴停止打印的位置相比,会将接缝放置在最近的起始点。此举针对速度、低空驶和可接受的强度进行了优化。
¶ 对齐
将尝试将接缝对齐到模型内部的一个隐藏面上。
¶ 背部对齐
结合了对齐和背面策略,优先将接缝远离正面放置,同时仍为其他朝向寻找最佳的隐藏位置。
这对于具有明确正面视角的定向模型(如雕塑或手办)特别有用。
与总是将接缝放置在最后位置的背面不同,背部对齐采用智能定位,在避开正面的同时保持优异的接缝隐藏能力。
¶ 背面
此选项将接缝放置在物体的背面(该层的最小 Y 点),远离视线。适用于以特定朝向展示的物体。
¶ 随机
此选项将接缝随机分布在物体上,有助于分散接缝点,提高打印件的整体强度。
¶ 2. 调整接缝间隔、擦拭速度、自动擦拭速度
切换至准备 > 打开工艺 > 高级 > 找到质量 > 接缝 > 调整接缝间隔、擦拭速度、自动擦拭速度。

¶ 接缝间隔
控制环形走线起止两端之间的间隙大小,单位可为毫米或喷嘴直径的百分比。对于经过良好调校(已启用压力提前和回抽功能)的打印机,0–15% 的取值通常为最优范围。
- 增大间隙可减轻接缝处的凸起现象;
- 减小间隙则可降低接缝的视觉可见度。
¶ 自动擦拭速度
控制擦拭动作的速度,即喷嘴在移至模型其他区域前,在已打印区域上方进行 “擦拭” 以清洁喷嘴时的移动速度。建议开启此选项。
¶ 擦拭速度
若禁用 “自动擦拭速度”,可在此处设置绝对擦拭速度,或设置为空驶速度的百分比。
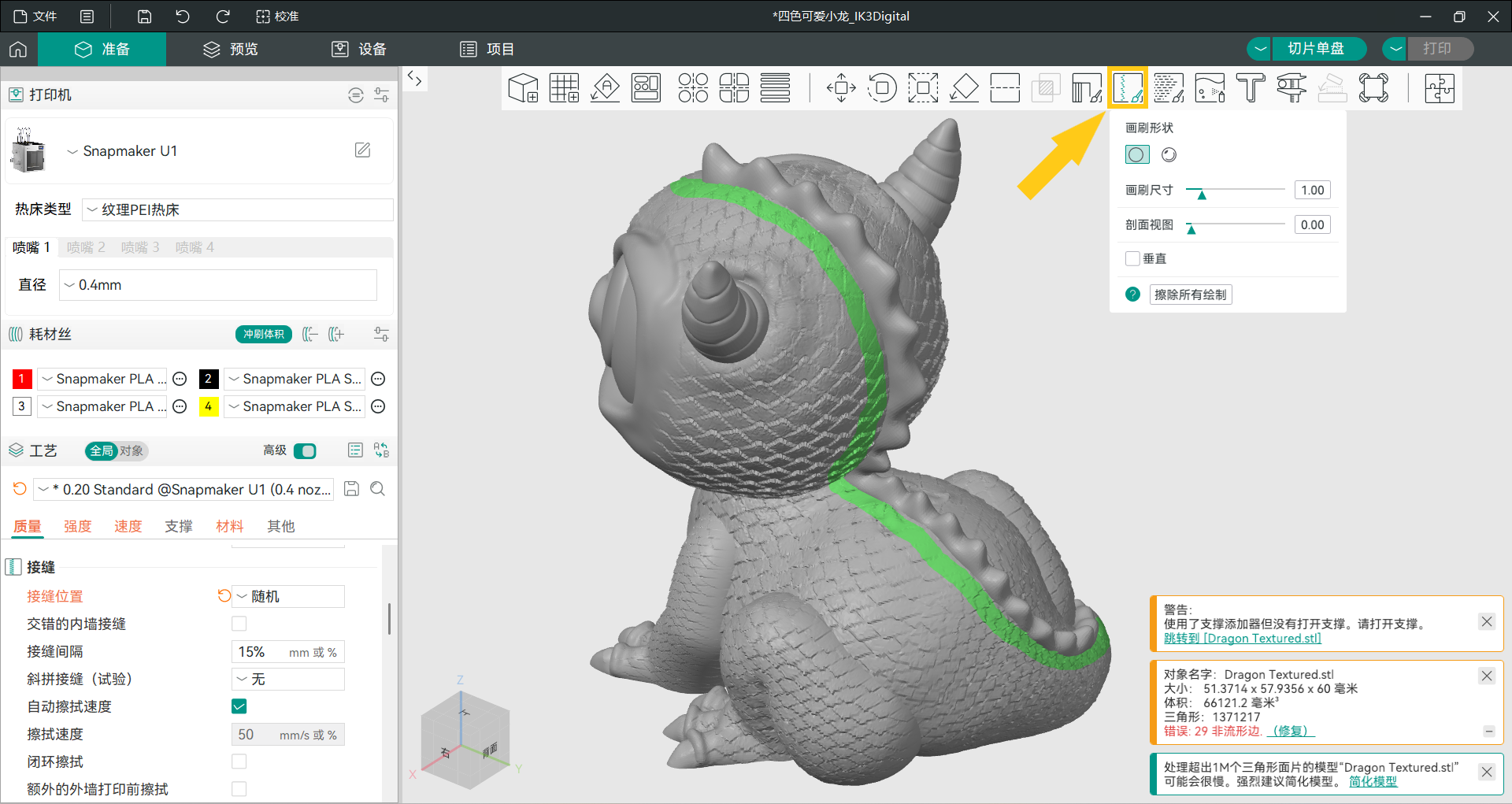
¶ 3. 自定义接缝位置(Z 缝绘制)
若自动设定的接缝位置不理想,你可在下图所示位置开启 Z 缝绘制功能,通过手动绘制的方法来自定义接缝位置。
¶ ✅ 验证方法
若打印件的接缝不明显,或者你已在美观与强度之间找到平衡,则说明你已找到问题根源并成功解决。
¶ 💬 联系售后
若参考上述步骤仍未解决问题,请搜索并关注微信公众号「Snapmaker 快造科技」,在聊天框右下角点击「服务」> 「售后支持」。请将排查结果及相关图片或视频一并发送给售后技术支持,我们将竭诚相助。