¶ 💡兼容性
本文适用于以下设备,参考时请注意:
- 设备型号:U1
¶ ⏰ 何时使用本指南
在 3D 打印中,悬垂结构(Overhang)指的是模型下方没有实体支撑、向外凸出或悬空的部分。
在使用 U1 打印时,如果观察到打印件悬垂部分出现下列情况,可以参阅本指南进行排查:
- 下垂或塌陷
- 表面拉丝与粗糙
- 翘曲变形

¶ 📋 速览卡片
- 难度: ⭐⭐☆☆☆(简单)
- 预计时间:10 分钟
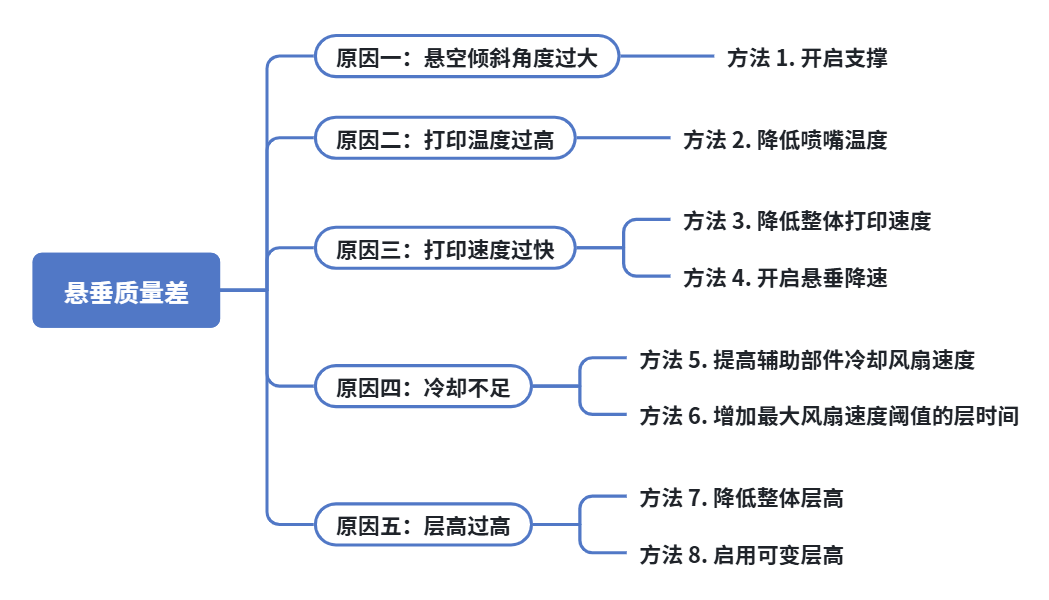
¶ 🔁 排查流程图
¶ 🔍 快速诊断
悬垂质量差的根本原因在于重力和冷却之间的矛盾,即挤出的耗材在未及冷却的情况下,因重力作用下坠而产生了位置的偏移。你可以按照以下思路进行排查:
¶ 🛠️ 排查步骤
¶ 原因一 悬空倾斜角度过大
¶ 方法 1. 开启支撑
如果模型的悬空倾斜角度过大(例如超过 45° 时),模型塌陷的风险将显著增加,因此建议在 Snapmaker Orca 中开启支撑以改善打印质量。

¶ 原因二 打印温度过高
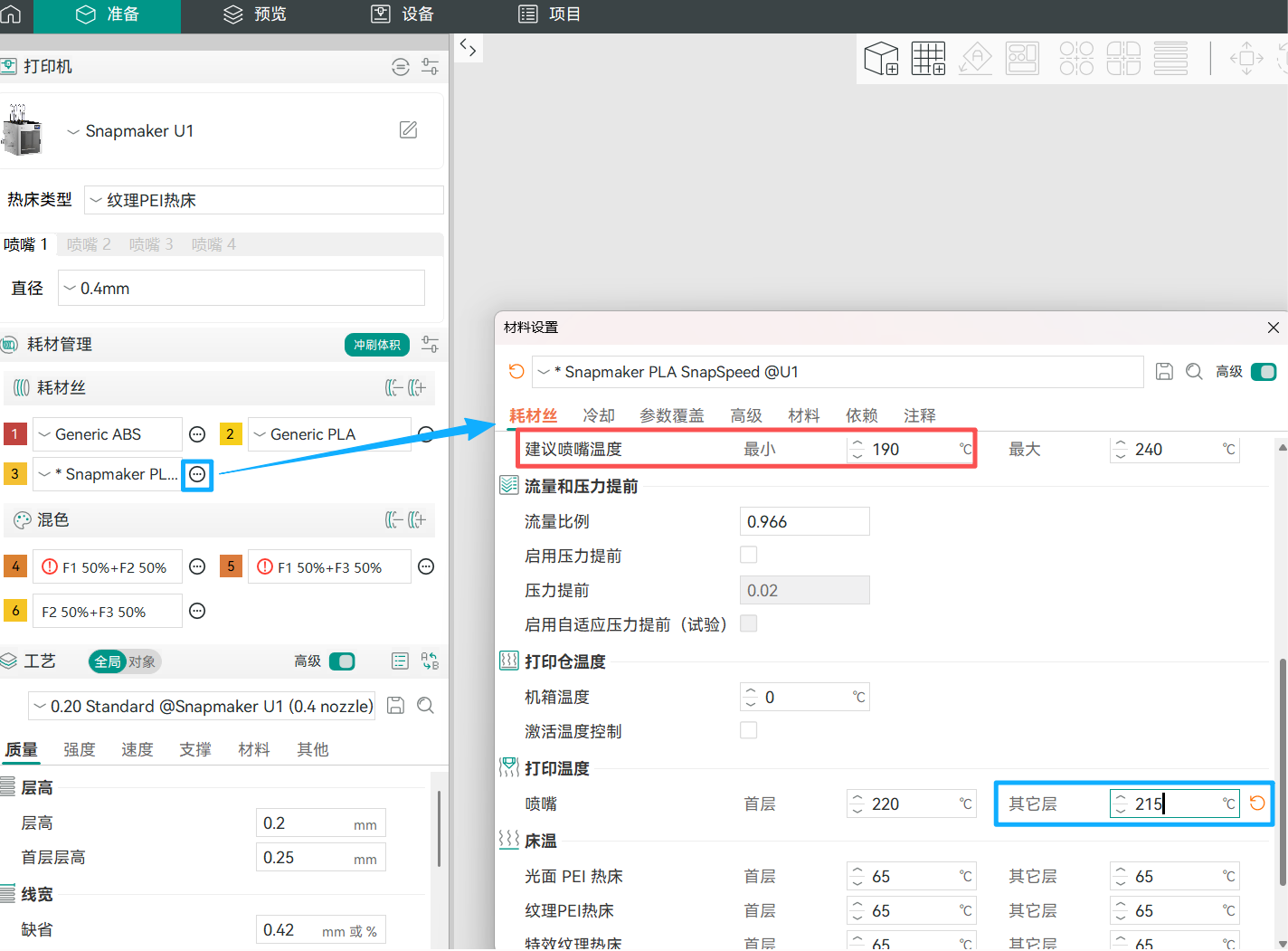
¶ 方法 2. 降低喷嘴温度
降低温度能减小熔融材料的流动性,使其挤出后更快凝固定型。你可以参考不同耗材的打印参数,以 5℃ 为步幅逐步下调其他层的打印温度,但不能低于建议喷嘴温度的最小值,否则可能导致层间结合力不足。
¶ 原因三 打印速度过快
¶ 方法 3. 降低整体打印速度
在 Snapmaker Orca 中,你可以在准备页的工艺参数中调整速度。我们建议你将整体速度下调至当前速度的 60%~80%。
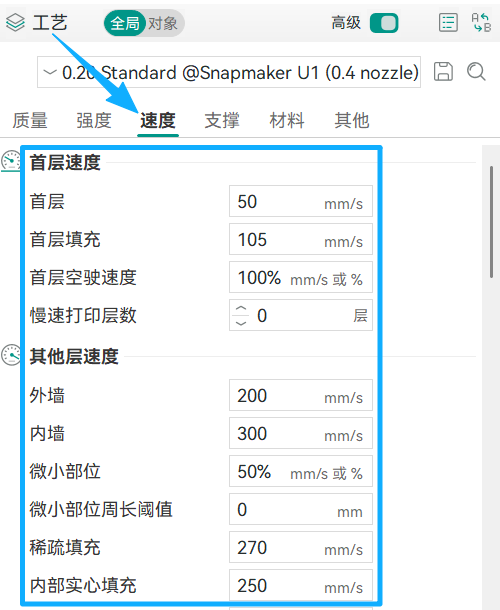
¶ 方法 4. 开启悬垂降速
针对性降低悬垂区域速度是更为高效的方法,你可以在速度选项中找到悬垂速度,并勾选悬垂降速。

¶ 原因四 冷却不足
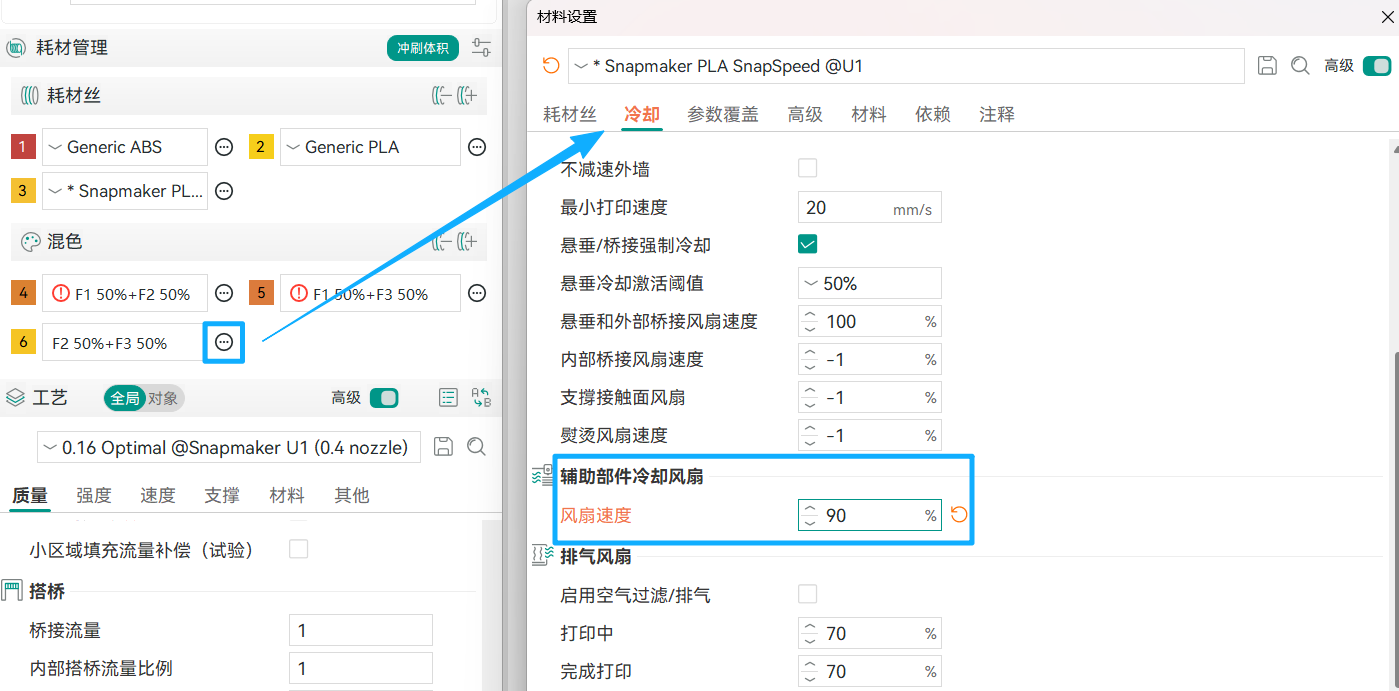
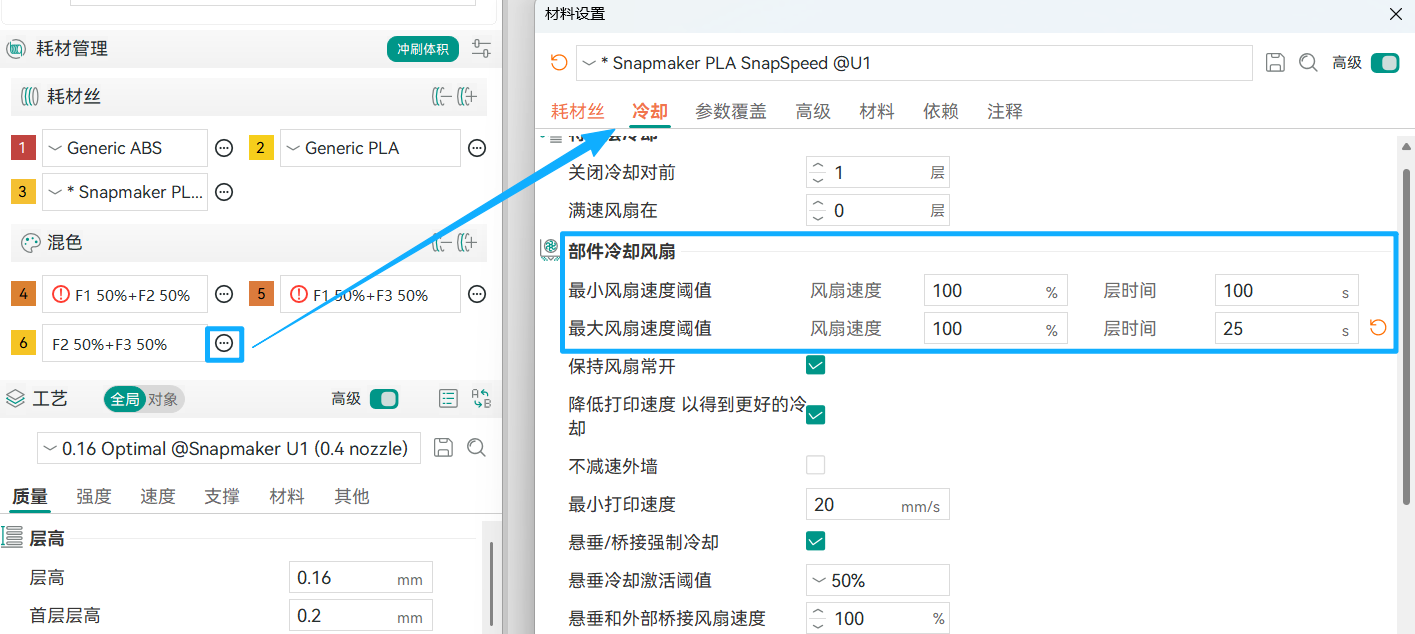
¶ 方法 5. 提高辅助部件冷却风扇速度
点击耗材选项 > 编辑 > 冷却 > 适当提高辅助部件冷却风扇的速度,可以改善熔融耗材因重力下垂导致的变形或表面粗糙。
¶ 方法 6. 增加最大风扇速度阈值的层时间
由于不同耗材特性不同,下图调整数值仅供参考。
¶ 原因五 层高过高
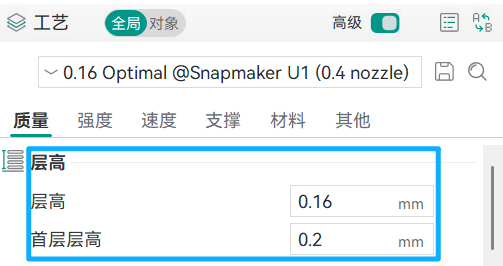
¶ 方法 7. 降低整体层高
层高过大时,每层挤出的材料体积更多,悬空部分承受的自重更大,因此容易导致下垂变形。你可以在工艺参数中调低层高,以获得更好的打印效果。
¶ 方法 8. 启用可变层高
在顶部导航栏中找到可变层高功能,单独调低悬垂区域部分的层高。

¶ ✅ 验证方法
根据上述排查方法进行调整后,重新打印模型。如果模型无变形、塌陷或明显瑕疵,说明打印质量问题已成功解决。
¶ 📚 相关资源
¶ 💬 联系售后
若参考上述步骤仍未解决问题,请搜索并关注微信公众号「Snapmaker 快造科技」,在聊天框右下角点击「服务」> 「售后支持」。请将排查结果及相关图片或视频一并发送给售后技术支持,我们将竭诚相助。