¶ Software Update
- Download the latest version of Snapmaker Luban from https://snapmaker.com/snapmaker-luban.
If you have already installed Snapmaker Luban on your computer, ensure that its version is 4.5.0 or above. This guide takes version 4.5.0 as a demonstration.
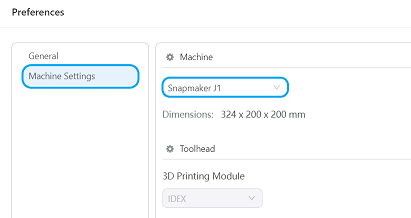
- Launch Snapmaker Luban, click Settings > Preferences in the menu bar to select the machine model.
- On the Home page, click 3D Printing to enter the 3D Printing G-code Generator.
¶ Brief Introduction of the Printing Modes
¶ How It Works
Snapmaker J1 features two extruders on the same X-axis linear rail and they can move independently along the X axis. That means a single printer can act like two smaller printers to print two identical or symmetrical models simultaneously, which is known as Duplication Mode and Mirror Mode.
However, as the two extruders are still dependent on the Y and Z axes, they cannot print two completely different shapes simultaneously. If the extruder that has finished printing its layer is waiting for the other extruder to finish a layer, failure to moving off on the Y axes or raising on the Z axis will result in defects on the printed surface.
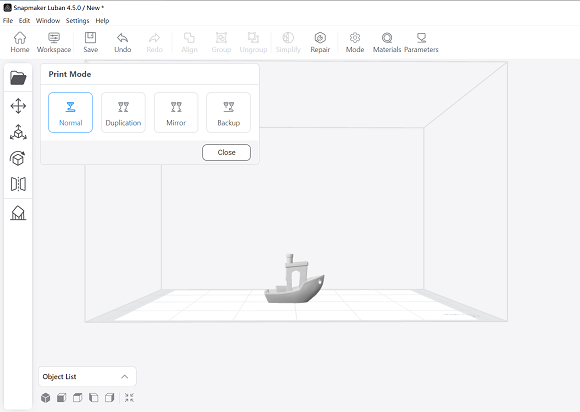
¶ Normal Mode
The printer prints like a standard IDEX. By splitting up or merging the models between two separate extruders, not only can you enable multi-material printing and multi-color printing, but you can also speed the process up by loading multiple files.
¶ Duplication Mode
The printer prints two identical models that are exactly the same, thereby greatly improving production efficiency.
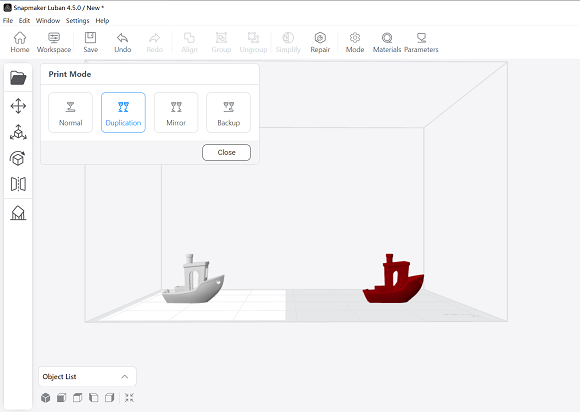
The model at the right print area is not visible in current Snapmaker Luban.
¶ Mirror Mode
The printer prints two mirror-symmetrical models that have the same size. For example, one extruder prints a left shoe model while the other prints a right shoe model. The size of the print boundary in Mirror Mode is slightly smaller than in Duplication Mode.
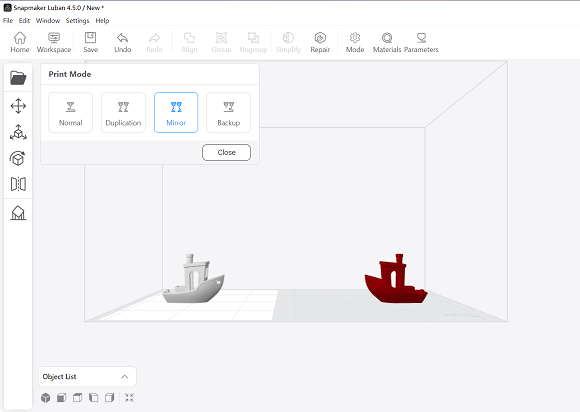
The model at the right print area is not visible in current Snapmaker Luban.
¶ Backup Mode
Backup Mode has one extruder on standby if the other one runs into an issue. For example, if one extruder cannot print due to clogging, the other extruder will automatically take over the print job to ensure continuous printing.
¶ Dual-material Printing
¶ How It Works
The printer automatically switches between different materials as designated, dual-material printing is the feature that separates Snapmaker J1 from single extruder printer. Each nozzle in separate extruders can be programmed to achieve the optimal temperature for each material, thus having significant temperature differences and enabling you to combine different materials into the same part. No longer limited to printing one material at once, now you can print parts composed of multiple materials.
Combining materials enables you to obtain different mechanical properties just in one print, thus resulting in more functional prototypes. For more instructions about filament properties, refer to our Filament Library.
¶ Dual-color Printing
Dual-color printing plays a functional role if you need a print to look visually impressive. This guide takes Normal Mode as a demonstration to introduce the rough workflow of dual-color printing.
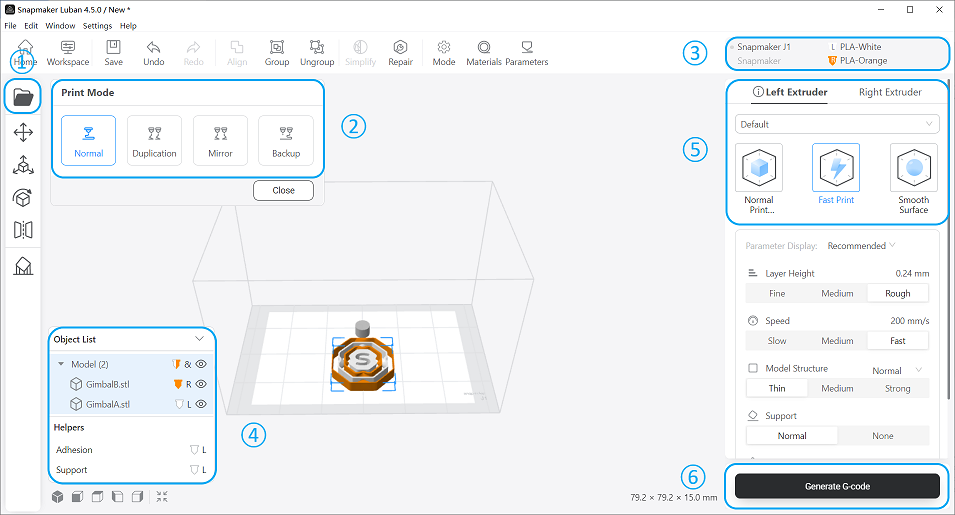
① Upload the models.
② Select the printing mode.
③ Configure the materials for each extruder.
④ Configure the extruders for each model.
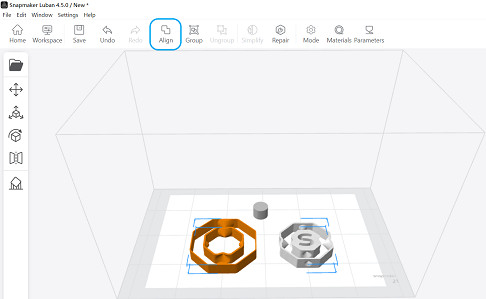
a. Align the models (optional).
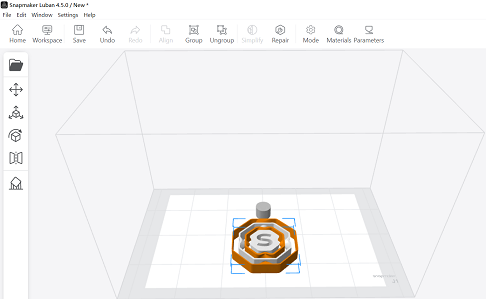
b. Adjust the models (optional).
⑤ Select the profile for each extruder.
⑥ Generate the G-code and preview the layers (optional).
⑦ Start printing.
More extruders always mean more oozing. Whether it’s dual-material printing or dual-color printing, it is recommended to enable Prime Tower or Ooze shield. For detailed instructions, refer to Parameters > Left Extruder > Dual Extrusion Helper in Snapmaker Luban.
You need to export two model files to enable dual-color printing and you can align (also called Merge in other slicer’s settings) the models, which helps eliminate part assembly. If the models do not get aligned as intended, you will need to resolve the issue in the design software.
¶ Support Printing
¶ How It Works
One extruder prints the majority of a part while the other extruder is only dedicated to support material. Technically, one of the most significant advantages of dual extrusion is its ability to combine a standard material with an easier-to-remove support material.
In addition to break-away supports, you might benefit a lot from soluble supports. Printing a part in a base material and its supports in a soluble material, which enables you to print much more complex parts with hard-to-reach internal supports, also ensures that no support marks are left on the final print. The most popular dissolvable filaments used for support structures are PVA and HIPS. PVA dissolves in water, while HIPS dissolves in limonene.
For more instructions about filament properties, refer to our Filament Library.