¶ 200W CNC Supported Bits
-
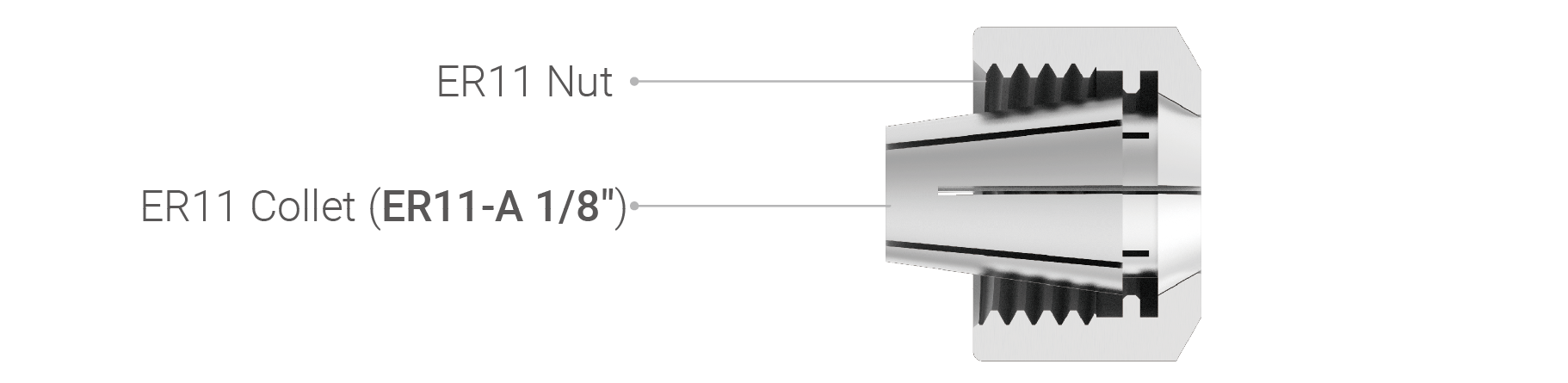
Collet: The collet that comes with the module is the standard ER11-A 1/8” collet, supporting the CNC bits with the shank diameter of 3.175mm.
-
Nut: The collet nut that comes with the module is the ER11 nut, and it can be used with ER11 collet of different sizes. In total, it supports over 100 CNC bits with diameters ranging from 0.5mm (0.02") to 6.35mm (0.25").
If you need to change bits, please refer to Changing CNC bits.
If you need to change the ER11 collet, please refer to Changing the collet. When changing the collet, please ensure that it is an ER11 collet; otherwise, your collet will not fit the ER11 nut.
¶ Bits
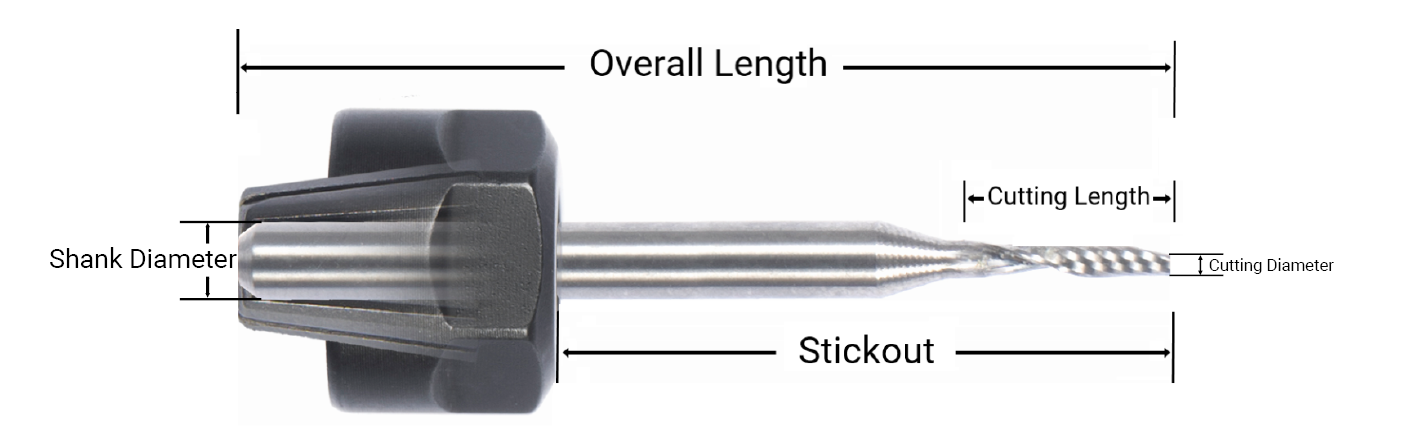
- Shank diameter is the width of the non-cutting end of the tool. This is the diameter that will go into your collet. Common shank sizes are 3.175 mm (1/8 inch) and 6.35 mm (1/4 inch).
- Overall length is the distance between one end of a bit to the other.
- Cutting length (also called "flute length") of a bit determines how deep it can cut into the material.
- Stickout refers to the distance from the end of the collet.
- Cutting diameter is the diameter of the cutting end of your router bit.
¶ Basic Terms & Common Types
To know more general information about CNC bits, you can read the following online introduction or read CNC Router Bits: Basics Terms and Common Types.
¶ Basic Terms
- Teeth: refer to the cutting edges, which are responsible for cutting materials off.
- Flute: refer to the grooves formed between teeth, which help evacuate the chips (namely removed materials) from the workpiece.
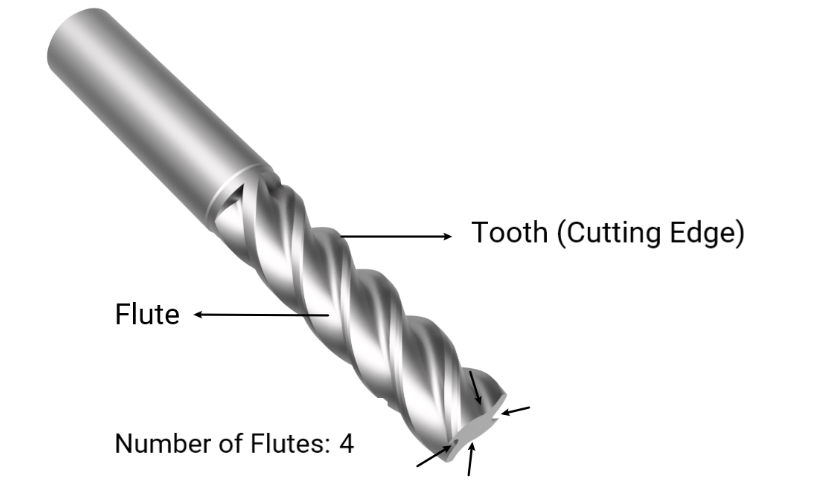
The number of flutes on your router bit impacts the work speed and the surface finish of your product.
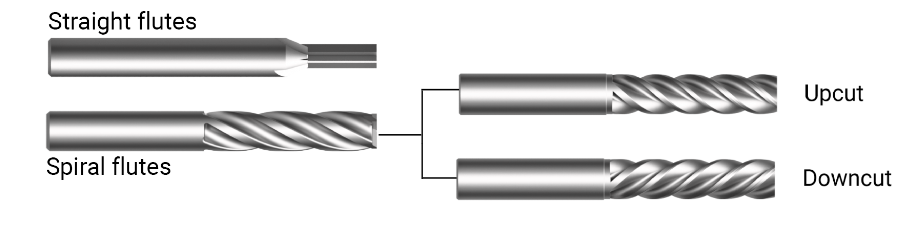
There are two common types of flutes: straight and spiral.
- Straight bits are stronger than spiral bits and can be used at higher speeds. They are commonly used for slotting and cutting straight contours.
- Spiral flutes can be further divided into two categories: upcut and downcut. The differences between the two types of spirals are crucial because they determine the direction in which chips are evacuated.
- Spiral upcut bit wraps around the body of the bit clockwise, pulling chips away from the workpiece being cut.
- Siral downcut bit, however, wraps around the body of the bit counterclockwise, pushes chips down as it's cutting.
An upcut bit is always recommended especially for thicker materials, because with the downcut bit, the chips have nowhere to go but to grind against each other as the bit spins, which would create friction and even start a fire.
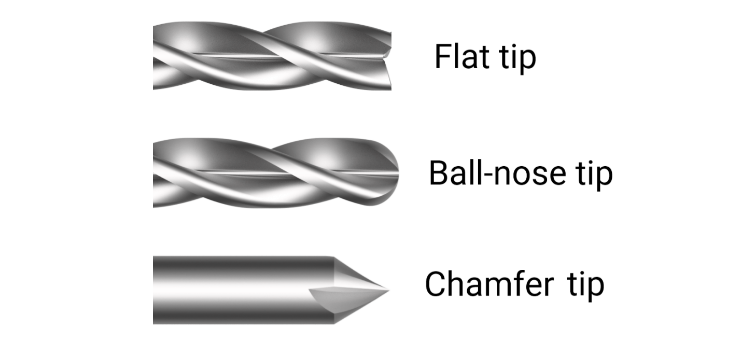
Router bits come in a variety of tips, each creating different shapes of cuts as they engage with the material.
- A flat (or square) tip got a nearly 90-degree angle between its circumference and the end surface.
- A ball-nose tip has a sphere-shaped end.
- A chamfer tip (V-bit) is a sharp conical tip.
¶ Common Router Bits
Before diving in, we need to clarify the differences between milling bits and drill bits.
- Milling bits, including end mills, face mills, and v-bits, are designed to cut with their cutting edges as they move laterally through the material.
- Drill bits are intended to be used for drilling holes, plunging straight down into the material.
¶ 1. End Mill
¶ 1.1 Flat End Mill
With a nearly 90-degree angle between its circumference and end surface, a flat end mill can create neat square corners at the bottom and a flat surface anywhere it passes over the top of.
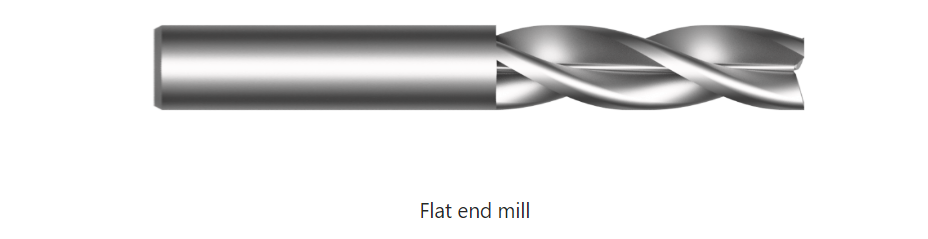
They are great for removing large amounts of material, widely used for everything from roughing to cutting pockets and 2D contours.
¶ 1.2 Ball-nose End Mill
The circumference and the end surface of a ball-nose end mill form a rounded corner. The radius of that round corner equals the cutting radius (i.e., half of the cutting diameter).
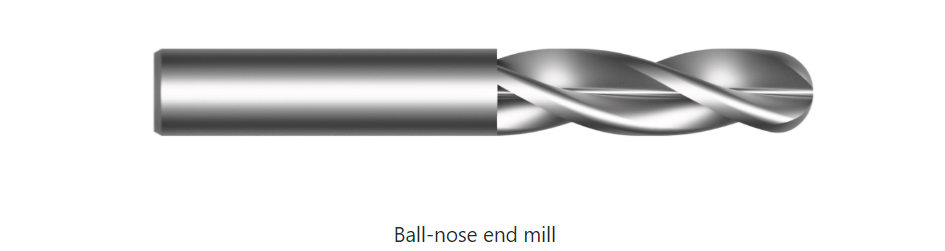
These mills excel at creating curvature or detail-rich 3D shapes like relief.
¶ 1.3 Bull-nose End Mill
Bull-nose end mills is a transition between flat and ball-nose ones. The radius of its round corner is smaller than the cutting radius.
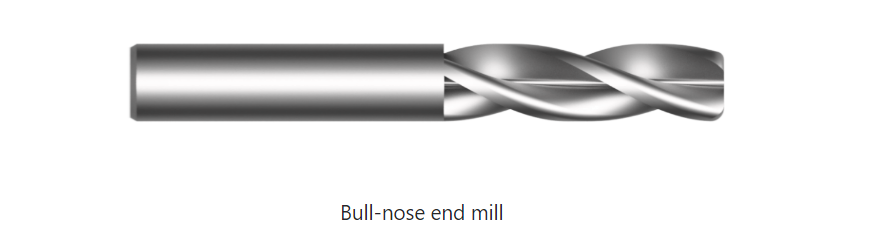
Since they combine a flat bottom with round corners, they can create flat-bottomed pockets with rounded corners at once without changing tools.
¶ 1.4 Roughing End Mill
Roughing end mills have many serrations on the cutting edges to quickly break up chips, which is great for efficiently removing a large amount of material. The thing with roughing end mills is that they will leave a poor surface finish with corncob-looking tracks on your workpiece.
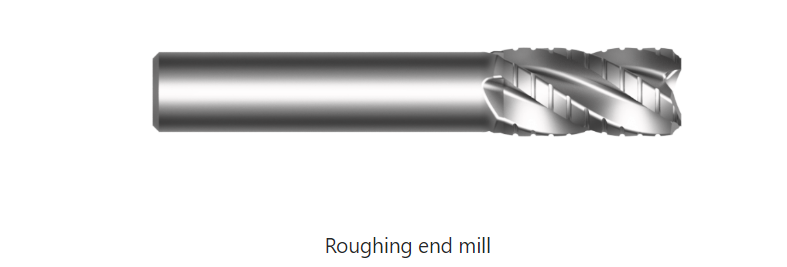
Roughing end mills are for roughing only.
¶ 2. Face Mill
Face mills are designed to cut with their cutting edges on the end surface of the bit. They often come with multiple cutting edges that are replaceable, which allows removing more materials at higher speeds. These kinds of mills need powerful spindles to push them.

These mills are mostly used for creating a large and smooth flat face on the surface of a plate or bar workpiece.
¶ 3. V-bit
V-bits, also known as chamfer mills, are available in many sizes and angles, although 90, 60, and 30 degrees are the most common. A smaller angle often comes with a smaller cutting diameter, supporting shallower cuts while retaining more details. A bigger angle allows wider cutting diameter and deeper cuts.
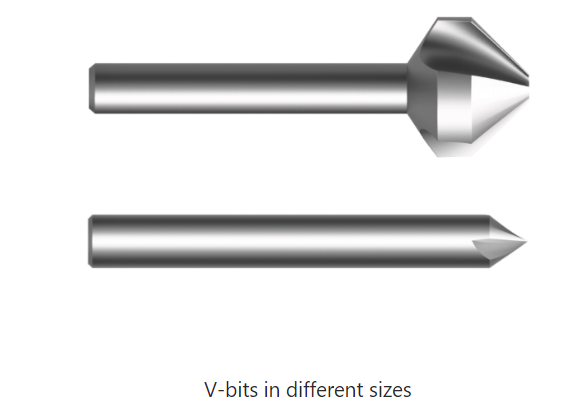
V-bit are used for chamfering, deburring edges, and letter engraving.
Drill bits are designed to bore straight down into the material with their pointed tip. Unlike milling bits, their flutes only function as the passage for chips to be pulled out.
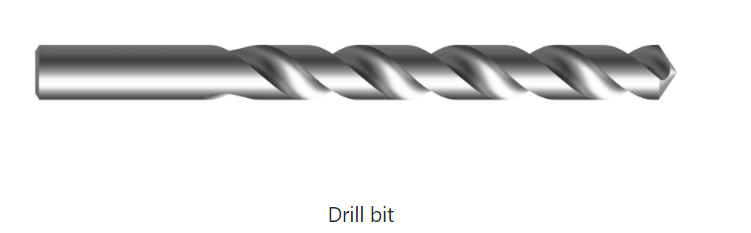
They are often used for pre-drilling holes for screws.